You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Knowledge SpilloversDocument10 pagesKnowledge SpilloversGligorcheNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
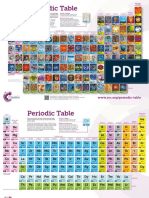
- Periodic Table Chart A4 WebDocument2 pagesPeriodic Table Chart A4 WebvibinNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Design of Polymer Concrete Main Spindle HousingDocument13 pagesDesign of Polymer Concrete Main Spindle HousingGligorcheNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Invitation: PreliminaryDocument20 pagesInvitation: PreliminaryGligorcheNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Generic Design Method For Reconfigurable MFG Systems - 2017Document17 pagesGeneric Design Method For Reconfigurable MFG Systems - 2017GligorcheNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- DEMI 2011: Conference ProgramDocument14 pagesDEMI 2011: Conference ProgramGligorcheNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Can Models Be Protected by Copyright LawDocument5 pagesCan Models Be Protected by Copyright LawGligorcheNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Influence of The Railway Fleet Modernization On The Energy EfficiencyDocument5 pagesThe Influence of The Railway Fleet Modernization On The Energy EfficiencyGligorcheNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Hristov Vrtanoski 2014 Establishing A National Regulator On Water Services in MacedoniaDocument18 pagesHristov Vrtanoski 2014 Establishing A National Regulator On Water Services in MacedoniaGligorcheNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Rapid Technology in Dental Biomechanics Vrtanoski Gligorce, Andonovic VladanDocument6 pagesRapid Technology in Dental Biomechanics Vrtanoski Gligorce, Andonovic VladanGligorcheNo ratings yet
- Hristov Vrtanoski 2014 Establishing A National Regulator On Water Services in MacedoniaDocument18 pagesHristov Vrtanoski 2014 Establishing A National Regulator On Water Services in MacedoniaGligorcheNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Cad/Cam Technology in Dental Medicine: Andonovic Vladan, Vrtanoski GligorceDocument6 pagesCad/Cam Technology in Dental Medicine: Andonovic Vladan, Vrtanoski GligorceGligorcheNo ratings yet
- Heated Tool Butt Welding of Polyethylen Pipes: Run Þev Dobre, Gligor Þe Vrtanoski, Ljup Þo TrpkovskiDocument6 pagesHeated Tool Butt Welding of Polyethylen Pipes: Run Þev Dobre, Gligor Þe Vrtanoski, Ljup Þo TrpkovskiGligorcheNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Influence of The Railway Fleet Modernization On The Energy EfficiencyDocument5 pagesThe Influence of The Railway Fleet Modernization On The Energy EfficiencyGligorcheNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Reverse Engineering - An Effective Tool For Design and Development of Mechanical PartsDocument6 pagesReverse Engineering - An Effective Tool For Design and Development of Mechanical PartsGligorcheNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- 50 - Vladan Andonovik1Document4 pages50 - Vladan Andonovik1GligorcheNo ratings yet
- Regulating Water Tariffs in Republic of Macedonia Initial AssessmentDocument14 pagesRegulating Water Tariffs in Republic of Macedonia Initial AssessmentGligorcheNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Dynamic Testing of Innovative Railway Brake System For Freight WagonsDocument7 pagesDynamic Testing of Innovative Railway Brake System For Freight WagonsGligorcheNo ratings yet
- Anzsco SearchDocument6 pagesAnzsco SearchytytNo ratings yet
- Applied Social Research A Tool For The Human Services 9th Edition Monette Test Bank 1Document36 pagesApplied Social Research A Tool For The Human Services 9th Edition Monette Test Bank 1wesleyvasquezmeoapcjtrb100% (25)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Design and Implementation of Hotel Management SystemDocument36 pagesDesign and Implementation of Hotel Management Systemaziz primbetov100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- E10.unit 3 - Getting StartedDocument2 pagesE10.unit 3 - Getting Started27. Nguyễn Phương LinhNo ratings yet
- Dhulikhel RBB PDFDocument45 pagesDhulikhel RBB PDFnepalayasahitya0% (1)
- Computerised Project Management PDFDocument11 pagesComputerised Project Management PDFsrishti deoli50% (2)
- ECDIS Presentation Library 4Document16 pagesECDIS Presentation Library 4Orlando QuevedoNo ratings yet
- Smarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFDocument629 pagesSmarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFaggarwalakanksha100% (2)
- Chiba International, IncDocument15 pagesChiba International, IncMiklós SzerdahelyiNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- FloodDocument9 pagesFloodapi-352767278No ratings yet
- Nanomedicine Lecture 2007Document59 pagesNanomedicine Lecture 200778912071No ratings yet
- Bajaj Allianz General Insurance CompanyDocument4 pagesBajaj Allianz General Insurance Companysarath potnuriNo ratings yet
- Strategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniDocument24 pagesStrategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniHilmyTafantoNo ratings yet
- Statement 1680409132566Document11 pagesStatement 1680409132566úméshNo ratings yet
- Unknown 31Document40 pagesUnknown 31Tina TinaNo ratings yet
- Sample Heat Sheets June 2007Document63 pagesSample Heat Sheets June 2007Nesuui MontejoNo ratings yet
- Lab 08: SR Flip Flop FundamentalsDocument6 pagesLab 08: SR Flip Flop Fundamentalsjitu123456789No ratings yet
- Syllabus 9701 Chemistry AS: AS or A2 UnitsDocument4 pagesSyllabus 9701 Chemistry AS: AS or A2 UnitsHubbak KhanNo ratings yet
- Bangalore Escorts Services - Riya ShettyDocument11 pagesBangalore Escorts Services - Riya ShettyRiya ShettyNo ratings yet
- Mechanical Vibration and Oscillation in Transmission LinesDocument27 pagesMechanical Vibration and Oscillation in Transmission LinesChhatrapal SinghNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PDF Cambridge Experience Readers American English Starter A Little Trouble in California Sample Chapter PDF CompressDocument11 pagesPDF Cambridge Experience Readers American English Starter A Little Trouble in California Sample Chapter PDF CompressSandra MacchiaNo ratings yet
- Multidimensional Scaling Groenen Velden 2004 PDFDocument14 pagesMultidimensional Scaling Groenen Velden 2004 PDFjoséNo ratings yet
- 2062 TSSR Site Sharing - Rev02Document44 pages2062 TSSR Site Sharing - Rev02Rio DefragNo ratings yet
- PDF RR Grade Sep ProjectsDocument46 pagesPDF RR Grade Sep ProjectsjunqiangdongNo ratings yet
- Granulometry of ClinkerDocument18 pagesGranulometry of ClinkerNael100% (12)
- RRC & RabDocument14 pagesRRC & RabSyed Waqas AhmedNo ratings yet
- Upend RA Kumar: Master List of Approved Vendors For Manufacture and Supply of Electrical ItemsDocument42 pagesUpend RA Kumar: Master List of Approved Vendors For Manufacture and Supply of Electrical Itemssantosh iyerNo ratings yet
- Skin Care Creams, Lotions and Gels For Cosmetic Use - SpecificationDocument33 pagesSkin Care Creams, Lotions and Gels For Cosmetic Use - SpecificationJona Phie Montero NdtcnursingNo ratings yet
- Travel OrderDocument2 pagesTravel OrderStephen EstalNo ratings yet
- Anin, Cris Adrian U. Experiment Water Flirtation ELECTIVE 103Document2 pagesAnin, Cris Adrian U. Experiment Water Flirtation ELECTIVE 103Cris Adrian Umadac AninNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyFrom EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyRating: 1.5 out of 5 stars1.5/5 (2)