You might also like
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Dvs 2202Document5 pagesDvs 2202Francisco Duran SilvaNo ratings yet
- A Numerical and Experimental Investigation Into Hot Stamping of Boron Alloyed Heat Treated SteelsDocument9 pagesA Numerical and Experimental Investigation Into Hot Stamping of Boron Alloyed Heat Treated SteelsAndress SsalomonnNo ratings yet
- Design and Modelling of Advanced Welding Gun For ThermoplasticsDocument6 pagesDesign and Modelling of Advanced Welding Gun For ThermoplasticsM.SoundarrajanNo ratings yet
- Fe Analysis of Temperature Field of PQF Mandrel: Xinwen Li, Yanfeng Tu, Yun GuoDocument6 pagesFe Analysis of Temperature Field of PQF Mandrel: Xinwen Li, Yanfeng Tu, Yun GuoMarcelo Varejão CasarinNo ratings yet
- Numerical Analysis of Temperature and Residual Stresses in Hot-Rolled Steel Strip During Cooling in CoilsDocument10 pagesNumerical Analysis of Temperature and Residual Stresses in Hot-Rolled Steel Strip During Cooling in CoilsFahrgerusteNo ratings yet
- Die Life Prediction of Connecting Rod SIFL-175Document3 pagesDie Life Prediction of Connecting Rod SIFL-175Anonymous lPvvgiQjRNo ratings yet
- Consideration of Damages of A Floating Roof-Type Oil Storage Tank Due To Thermal StressDocument7 pagesConsideration of Damages of A Floating Roof-Type Oil Storage Tank Due To Thermal Stressthanhphucbr87No ratings yet
- Heat Flow and Heat Transfer Coefficient During Crystallization Under The PressureDocument8 pagesHeat Flow and Heat Transfer Coefficient During Crystallization Under The PressureL V SatyavathiNo ratings yet
- 3D Modelling of A Multi Pass Dissimilar Tube Welding and Post Weld Heat Treatment of Nickel Based Alloy and Chromium SteelDocument7 pages3D Modelling of A Multi Pass Dissimilar Tube Welding and Post Weld Heat Treatment of Nickel Based Alloy and Chromium Steelkaliappan45490No ratings yet
- A Short Article On ThermowellsDocument3 pagesA Short Article On ThermowellskrvishwaNo ratings yet
- Correlation Between Heat-Checking Resistance and Impact Bending Energy of Hot-Work Tool Steel Din 1.2344Document17 pagesCorrelation Between Heat-Checking Resistance and Impact Bending Energy of Hot-Work Tool Steel Din 1.2344Irwan KmNo ratings yet
- Numerical Modelling of The Process of Tube Bending With Local Induction HeatingDocument4 pagesNumerical Modelling of The Process of Tube Bending With Local Induction HeatingMuhammad NuhNo ratings yet
- Welding of HDPE GeomembranesDocument27 pagesWelding of HDPE GeomembranesJunior Costa100% (1)
- IWIT2017-Proceeding FullpaperDocument8 pagesIWIT2017-Proceeding FullpaperKittichai SojiphanNo ratings yet
- Iiw 1693 05Document19 pagesIiw 1693 05Pradip Goswami100% (1)
- PresentationDocument8 pagesPresentationShreyash ChhatralaNo ratings yet
- Forming Process and Numerical Simulation of Making Upset On Oil Drill PipeDocument9 pagesForming Process and Numerical Simulation of Making Upset On Oil Drill PipeBepdjNo ratings yet
- Optimization of Extrusion Process Parameters of Incoloy028 Alloy Based On Hot Compression Test and SimulationDocument10 pagesOptimization of Extrusion Process Parameters of Incoloy028 Alloy Based On Hot Compression Test and SimulationChigoChigoNo ratings yet
- Application of Thermovision MethodDocument7 pagesApplication of Thermovision MethodWilly Villa SalsavilcaNo ratings yet
- Preheating in Welding Technology: A Hot TopicDocument9 pagesPreheating in Welding Technology: A Hot TopicRafli RamadhaniNo ratings yet
- Welding of Girders To Insert Plates of Composite Steel-Concrete StructureDocument8 pagesWelding of Girders To Insert Plates of Composite Steel-Concrete Structuremadhes4everNo ratings yet
- Friction Stir Welding of AA6082-T6 T-Joints: Process Engineering and Performance MeasurementDocument9 pagesFriction Stir Welding of AA6082-T6 T-Joints: Process Engineering and Performance Measurementsensoham03No ratings yet
- Local PWHTDocument6 pagesLocal PWHTcmeshibu100% (1)
- Investigating The Effect of TIG Welding On The SurDocument7 pagesInvestigating The Effect of TIG Welding On The Surcristian BastiasNo ratings yet
- Forming Sheet MetahlDocument7 pagesForming Sheet MetahlCarlos ArenasNo ratings yet
- White LDocument29 pagesWhite LAnupam AlokNo ratings yet
- Determination of The Interfacial Heat Transfer Coefficient in The Hot StampingDocument6 pagesDetermination of The Interfacial Heat Transfer Coefficient in The Hot StampingCaio GrisottoNo ratings yet
- 10 3390@jmmp4040122Document19 pages10 3390@jmmp4040122Jorge TapiaNo ratings yet
- Effect of Tool Temperature On The Reduction of The Springback of Aluminum SheetsDocument4 pagesEffect of Tool Temperature On The Reduction of The Springback of Aluminum SheetsJabbar AljanabyNo ratings yet
- Borealis ART399 WeldingDocument19 pagesBorealis ART399 WeldingBasanth VadlamudiNo ratings yet
- An Experimental Technique For The Measurement of Temperature Fields For The Orthogonal Cutting in High Speed MachiningDocument8 pagesAn Experimental Technique For The Measurement of Temperature Fields For The Orthogonal Cutting in High Speed Machiningkuba DefaruNo ratings yet
- Study of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsDocument12 pagesStudy of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsMuhammad Fatka FirmansyahNo ratings yet
- Heat Transfer Analysis of Pin Fin Array: March 2014Document6 pagesHeat Transfer Analysis of Pin Fin Array: March 2014Dinu ChoudharyNo ratings yet
- Gtaw of 800hDocument9 pagesGtaw of 800hpradeepNo ratings yet
- Behaviour of High Strength GradeDocument6 pagesBehaviour of High Strength GradeUğur DündarNo ratings yet
- Aluminium Die Heat Check Mark PDFDocument4 pagesAluminium Die Heat Check Mark PDFetamil870% (1)
- Effect of Welding Sequences On Residual StressesDocument14 pagesEffect of Welding Sequences On Residual Stressesdleroux96No ratings yet
- 1346-Article Text PDF-5048-1-10-20130303 PDFDocument8 pages1346-Article Text PDF-5048-1-10-20130303 PDFEdith UrbanoNo ratings yet
- 3 Plastic Welding PDFDocument5 pages3 Plastic Welding PDFdebasish sabatNo ratings yet
- Numerical Simulation and Experimental Research OnDocument11 pagesNumerical Simulation and Experimental Research OnSiul Otrebla AtelavazNo ratings yet
- Mathematical Modeling For The Solidification Heat-Transfer Phenomena During The Re Ow Process of Lead-Tin Alloy Solder Joint in Electronics PackagingDocument15 pagesMathematical Modeling For The Solidification Heat-Transfer Phenomena During The Re Ow Process of Lead-Tin Alloy Solder Joint in Electronics PackagingYahaira Ruiz OrtegaNo ratings yet
- Basic Calculation of Injection MoldDocument10 pagesBasic Calculation of Injection MoldJyoti KaleNo ratings yet
- Yang 2018Document8 pagesYang 2018Fajar Haris Fauzi fajarharis.2019No ratings yet
- Lab Manual Manufacturing Proccesses IIDocument80 pagesLab Manual Manufacturing Proccesses IIEntertainment Club100% (1)
- Evaluation of The Heat Transfer Coefficient at The Metal-Mould Interface During FlowDocument4 pagesEvaluation of The Heat Transfer Coefficient at The Metal-Mould Interface During FloweidelsayedNo ratings yet
- A New Approach To The Prediction of Temperature of The Workpiece of Face Milling PDFDocument8 pagesA New Approach To The Prediction of Temperature of The Workpiece of Face Milling PDFJuri JurieNo ratings yet
- PWHT For T 23 PanelDocument12 pagesPWHT For T 23 PanelSrinivasaNo ratings yet
- Transient Temperature Distribution in A Steel Rod Subjected To Friction WeldingDocument11 pagesTransient Temperature Distribution in A Steel Rod Subjected To Friction WeldingMuhammad Fatka FirmansyahNo ratings yet
- Zheng2012 PDFDocument5 pagesZheng2012 PDFanon_47684961No ratings yet
- Twisted Tape and Wire Coil InsertsDocument6 pagesTwisted Tape and Wire Coil InsertsAntoni MacierewiczNo ratings yet
- Characterization of Thermal Contact in Injection Molding Via The Combination of An Infrared Hollow Waveguide System and A Two-Thermocouple ProbeDocument7 pagesCharacterization of Thermal Contact in Injection Molding Via The Combination of An Infrared Hollow Waveguide System and A Two-Thermocouple ProbeHamed TouatiNo ratings yet
- Thermal Stress Evolution of The Roll During Rolling and Idling in Hot Strip Rolling ProcessDocument22 pagesThermal Stress Evolution of The Roll During Rolling and Idling in Hot Strip Rolling ProcessHarshalNo ratings yet
- Nik Weld ParameterDocument5 pagesNik Weld ParameterHarmish BhattNo ratings yet
- Extrusion: Extrusion Is A Process Used To CreateDocument62 pagesExtrusion: Extrusion Is A Process Used To CreateSwapnesh PatelNo ratings yet
- The Measurement of Thermal Changes On Concrete Box Girder bridgeMATEC Web of ConferencesDocument7 pagesThe Measurement of Thermal Changes On Concrete Box Girder bridgeMATEC Web of ConferencesPedro Juan Cavadia Ibañez PJNo ratings yet
- Mechanical Properties of Counter-Gravity Cast IN718Document11 pagesMechanical Properties of Counter-Gravity Cast IN718naderbahramiNo ratings yet
- Analisis Por Elementos FinitosDocument6 pagesAnalisis Por Elementos FinitosEnriqueGDNo ratings yet
- Knowledge SpilloversDocument10 pagesKnowledge SpilloversGligorcheNo ratings yet
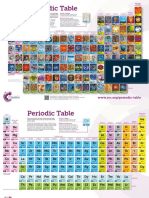
- Periodic Table Chart A4 WebDocument2 pagesPeriodic Table Chart A4 WebvibinNo ratings yet
- Invitation: PreliminaryDocument20 pagesInvitation: PreliminaryGligorcheNo ratings yet
- Reconfigurable Manufacturing Potential in SMES - 2016Document7 pagesReconfigurable Manufacturing Potential in SMES - 2016GligorcheNo ratings yet
- Generic Design Method For Reconfigurable MFG Systems - 2017Document17 pagesGeneric Design Method For Reconfigurable MFG Systems - 2017GligorcheNo ratings yet
- Can Models Be Protected by Copyright LawDocument5 pagesCan Models Be Protected by Copyright LawGligorcheNo ratings yet
- Design of Polymer Concrete Main Spindle HousingDocument13 pagesDesign of Polymer Concrete Main Spindle HousingGligorcheNo ratings yet
- DEMI 2011: Conference ProgramDocument14 pagesDEMI 2011: Conference ProgramGligorcheNo ratings yet
- Hristov Vrtanoski 2014 Establishing A National Regulator On Water Services in MacedoniaDocument18 pagesHristov Vrtanoski 2014 Establishing A National Regulator On Water Services in MacedoniaGligorcheNo ratings yet
- Hristov Vrtanoski 2014 Establishing A National Regulator On Water Services in MacedoniaDocument18 pagesHristov Vrtanoski 2014 Establishing A National Regulator On Water Services in MacedoniaGligorcheNo ratings yet
- The Influence of The Railway Fleet Modernization On The Energy EfficiencyDocument5 pagesThe Influence of The Railway Fleet Modernization On The Energy EfficiencyGligorcheNo ratings yet
- Cad/Cam Technology in Dental Medicine: Andonovic Vladan, Vrtanoski GligorceDocument6 pagesCad/Cam Technology in Dental Medicine: Andonovic Vladan, Vrtanoski GligorceGligorcheNo ratings yet
- Rapid Technology in Dental Biomechanics Vrtanoski Gligorce, Andonovic VladanDocument6 pagesRapid Technology in Dental Biomechanics Vrtanoski Gligorce, Andonovic VladanGligorcheNo ratings yet
- The Influence of The Railway Fleet Modernization On The Energy EfficiencyDocument5 pagesThe Influence of The Railway Fleet Modernization On The Energy EfficiencyGligorcheNo ratings yet
- Reverse Engineering - An Effective Tool For Design and Development of Mechanical PartsDocument6 pagesReverse Engineering - An Effective Tool For Design and Development of Mechanical PartsGligorcheNo ratings yet
- 50 - Vladan Andonovik1Document4 pages50 - Vladan Andonovik1GligorcheNo ratings yet
- Regulating Water Tariffs in Republic of Macedonia Initial AssessmentDocument14 pagesRegulating Water Tariffs in Republic of Macedonia Initial AssessmentGligorcheNo ratings yet
- Dynamic Testing of Innovative Railway Brake System For Freight WagonsDocument7 pagesDynamic Testing of Innovative Railway Brake System For Freight WagonsGligorcheNo ratings yet
- Determination of Earth Pressures On Retaining WallsDocument15 pagesDetermination of Earth Pressures On Retaining WallsSana UllahNo ratings yet
- Sarath KumarDocument2 pagesSarath KumargowthamNo ratings yet
- Consolidated: Consolidated Safety Valve Type 1700-2-S and 1700-3-SDocument69 pagesConsolidated: Consolidated Safety Valve Type 1700-2-S and 1700-3-SSravan DasariNo ratings yet
- PLK-G2516 Instruction ManualDocument43 pagesPLK-G2516 Instruction ManualYeni WulandariNo ratings yet
- Salberg A4 Catalogue RevisedDocument28 pagesSalberg A4 Catalogue RevisedSinenhlanhlaNo ratings yet
- SCI Stainless 150 Fittings 0709 PDFDocument8 pagesSCI Stainless 150 Fittings 0709 PDFEmilio Hugo Morales AvendañoNo ratings yet
- Pressure Technical Manual: For PVC and Polyethylene Pipe SystemsDocument107 pagesPressure Technical Manual: For PVC and Polyethylene Pipe SystemschokNo ratings yet
- Ab 036227 001 PDFDocument1 pageAb 036227 001 PDF8256No ratings yet
- Foxboro Flowmeter Pss1 - 6h4aDocument36 pagesFoxboro Flowmeter Pss1 - 6h4aMukti AwanNo ratings yet
- Manual de Partes ATC XAS 186 DDDocument114 pagesManual de Partes ATC XAS 186 DDsergio gonzalez50% (6)
- McGILL Tools Product Guide 2018Document8 pagesMcGILL Tools Product Guide 2018Carlo LabuyoNo ratings yet
- Cera ValveDocument36 pagesCera ValveNailesh MahetaNo ratings yet
- Enflow Floating BallvalvesDocument8 pagesEnflow Floating Ballvalvesa100acomNo ratings yet
- VALCO Air Separation Valves ENGDocument15 pagesVALCO Air Separation Valves ENGArun BabuNo ratings yet
- Tyfo® Fibrwrap® Systems: Blast Mitigation & Penstock RehabilitationDocument45 pagesTyfo® Fibrwrap® Systems: Blast Mitigation & Penstock RehabilitationBob AlaNo ratings yet
- Brochure UpvcDocument9 pagesBrochure UpvcfatjoebirdNo ratings yet
- Saes H 200Document9 pagesSaes H 200راجہ شہزاد انورNo ratings yet
- 120kl OhsrDocument21 pages120kl OhsrSrinivasa_DRao_6174100% (1)
- Harga Satuan (Idr) Volume Satuan NO Activities Description Total Harga Deliverable (Idr)Document5 pagesHarga Satuan (Idr) Volume Satuan NO Activities Description Total Harga Deliverable (Idr)Tito FebriantoNo ratings yet
- Catalogue Axces Silenciadores de EscapeDocument47 pagesCatalogue Axces Silenciadores de EscapeBenjamín AlainNo ratings yet
- Catalogo Modelo AquaPoolDocument2 pagesCatalogo Modelo AquaPoollloberasNo ratings yet
- Acuv SDocument32 pagesAcuv Sanoopkumar1231150No ratings yet
- Viega G3 INT K 2013Document26 pagesViega G3 INT K 2013ricochetoNo ratings yet
- SSV, SSV-D, SSV-M VerdelersDocument7 pagesSSV, SSV-D, SSV-M VerdelersBehi BshNo ratings yet
- Hydraulic Calculation FOR Automatic Wet Sprinkler Systems: Design of Plumbing SystemsDocument18 pagesHydraulic Calculation FOR Automatic Wet Sprinkler Systems: Design of Plumbing Systemshrstga100% (1)
- DOD-MST-INS-002, MST For Installation of Field Instruments.-Rev-1Document15 pagesDOD-MST-INS-002, MST For Installation of Field Instruments.-Rev-1BharathiNo ratings yet
- LNG Operations Manual Final Draft - 010515 - Web PDFDocument34 pagesLNG Operations Manual Final Draft - 010515 - Web PDFSushilNo ratings yet
- Safety OISD 115Document71 pagesSafety OISD 115shijuNo ratings yet
- As NZS 2041.6-2010 Buried Corrugated Metal Structures Bolted Plate StructuresDocument8 pagesAs NZS 2041.6-2010 Buried Corrugated Metal Structures Bolted Plate StructuresSAI Global - APACNo ratings yet
- 2023 01 Gasket-HandbookDocument216 pages2023 01 Gasket-Handbookrbnotosagoro100% (1)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesFrom EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraRating: 4.5 out of 5 stars4.5/5 (4)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)