You might also like
- Li Et Al. - 2020 - Bearing Fault Feature Selection Method Based On WeDocument18 pagesLi Et Al. - 2020 - Bearing Fault Feature Selection Method Based On Weseyfu mogesNo ratings yet
- Gan 10 PaperDocument6 pagesGan 10 PaperAryan Shivam AryaNo ratings yet
- Software Defect Prediction Using MLDocument6 pagesSoftware Defect Prediction Using MLsindujaNo ratings yet
- Quality Prediction Modeling For Multistage ManufacDocument6 pagesQuality Prediction Modeling For Multistage Manufacronald christenkksonNo ratings yet
- An Ensemble Oversampling Model For Class Imbalance Problem in Software Defect PredictionDocument12 pagesAn Ensemble Oversampling Model For Class Imbalance Problem in Software Defect PredictionphuongNo ratings yet
- OPABP NidhiSrivastavaDocument7 pagesOPABP NidhiSrivastavaTripti GautamNo ratings yet
- 1 s2.0 S0263224121002402 MainDocument19 pages1 s2.0 S0263224121002402 Mainvikas sharmaNo ratings yet
- Quantum Computing Assisted Deep Learning For Fault Detection and Diagnosis in Industrial Process SystemsDocument35 pagesQuantum Computing Assisted Deep Learning For Fault Detection and Diagnosis in Industrial Process SystemsPhạm HườngNo ratings yet
- Product Defect Detection Based On Convolutional Autoencoder and One-Class ClassificationDocument9 pagesProduct Defect Detection Based On Convolutional Autoencoder and One-Class ClassificationIAES IJAINo ratings yet
- Neurocomputing: Xin Gao, Fang Deng, Xianghu YueDocument8 pagesNeurocomputing: Xin Gao, Fang Deng, Xianghu YueAndre Van ZylNo ratings yet
- DiagnosticsDocument4 pagesDiagnostics16061977No ratings yet
- Process Fault Diagnosis - AAMDocument61 pagesProcess Fault Diagnosis - AAMsaynapogado18No ratings yet
- Review On Online Feature SelectionDocument4 pagesReview On Online Feature SelectionInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- MainDocument13 pagesMainBehrouz MinayiNo ratings yet
- Sensors: Bearing Fault Diagnosis Based On Statistical Locally Linear EmbeddingDocument23 pagesSensors: Bearing Fault Diagnosis Based On Statistical Locally Linear EmbeddingshilpiNo ratings yet
- HindawiDocument11 pagesHindawiUma MaheshwarNo ratings yet
- Neurocomputing: Chengming Yang, Jian HouDocument7 pagesNeurocomputing: Chengming Yang, Jian HouFelipePuentesCantorNo ratings yet
- IJCA Paper-F Ver 28-4-2018Document12 pagesIJCA Paper-F Ver 28-4-2018Ashraf Sayed AbdouNo ratings yet
- Final Project ReportDocument18 pagesFinal Project ReportjstpallavNo ratings yet
- Final PaperDocument15 pagesFinal PaperChen JasonNo ratings yet
- Limited Data Rolling Bearing Fault Diagnosis With Few-Shot LearningDocument10 pagesLimited Data Rolling Bearing Fault Diagnosis With Few-Shot LearningKoushik DurgapuNo ratings yet
- Churn Analysis Using Fuzzy Hybrid K-Mean Clustering With SVM Classifier TechniquesDocument10 pagesChurn Analysis Using Fuzzy Hybrid K-Mean Clustering With SVM Classifier Techniquesthirumuru jithesh kumarNo ratings yet
- Instrument JurnalDocument9 pagesInstrument JurnalKevin RioNo ratings yet
- Comparative Study Classification Algorit PDFDocument8 pagesComparative Study Classification Algorit PDFGustavo Adolfo GonzalezNo ratings yet
- Sensors: Naive Bayes Bearing Fault Diagnosis Based On Enhanced Independence of DataDocument17 pagesSensors: Naive Bayes Bearing Fault Diagnosis Based On Enhanced Independence of DataSérgio CustódioNo ratings yet
- Efficient Machine Learning On Edge Computing Through Data Compression TechniquesDocument10 pagesEfficient Machine Learning On Edge Computing Through Data Compression TechniquespataklavoNo ratings yet
- Predictive Maintenance and Monitoring ofDocument6 pagesPredictive Maintenance and Monitoring ofcarsonhungNo ratings yet
- Manufacturing Cost Estimation Based On The Machining Process and Deep-Learning MethodDocument12 pagesManufacturing Cost Estimation Based On The Machining Process and Deep-Learning MethodMoein.ShNo ratings yet
- Optimizing Support Vector Machine Parame PDFDocument6 pagesOptimizing Support Vector Machine Parame PDFDIONLY oneNo ratings yet
- A Comprehensive Analysis of Ensemble-Based Fault Prediction Models Using Product, Process, and Object-Oriented Metrics in Software EngineeringDocument8 pagesA Comprehensive Analysis of Ensemble-Based Fault Prediction Models Using Product, Process, and Object-Oriented Metrics in Software EngineeringInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Generalized Flow Performance Analysis of Intrusion Detection Using Azure Machine Learning ClassificationDocument6 pagesGeneralized Flow Performance Analysis of Intrusion Detection Using Azure Machine Learning ClassificationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Semi-Supervised Bearing Fault Diagnosis and Classification Using Variational Autoencoder-Based Deep Generative ModelsDocument11 pagesSemi-Supervised Bearing Fault Diagnosis and Classification Using Variational Autoencoder-Based Deep Generative ModelsRaouf BenabdesselamNo ratings yet
- Scalable and Effective Test Generation For Access Control SystemsDocument61 pagesScalable and Effective Test Generation For Access Control SystemsAnkur SinghNo ratings yet
- Structbbox 2Document21 pagesStructbbox 2api-3806986No ratings yet
- Li - 2020 - Software Reliability Growth Fault Correction Model Based On Machine Learning and Neural Network AlgorithmDocument5 pagesLi - 2020 - Software Reliability Growth Fault Correction Model Based On Machine Learning and Neural Network AlgorithmibrahimNo ratings yet
- After IJCA Comments Paper-F Ver 27-5-2018Document12 pagesAfter IJCA Comments Paper-F Ver 27-5-2018Ashraf Sayed AbdouNo ratings yet
- A Survey of Feature Selection and Feature Extraction Techniques in Machine LearningDocument7 pagesA Survey of Feature Selection and Feature Extraction Techniques in Machine LearningTaufiqAriWDamanikNo ratings yet
- 14 AprDocument9 pages14 AprSiva GaneshNo ratings yet
- 4 getPDF - JSPDocument4 pages4 getPDF - JSPLuis Felipe Rau AndradeNo ratings yet
- 2014 Workshop On Optimization Methods For Anomaly Detection: ProceedingsDocument21 pages2014 Workshop On Optimization Methods For Anomaly Detection: ProceedingsMauricio Londoño MontoyaNo ratings yet
- 1911 04386 PDFDocument43 pages1911 04386 PDFManou DenniNo ratings yet
- Semi-Supervised Semantic Segmentation Using Adversarial Learning For Pavement Crack DetectionDocument14 pagesSemi-Supervised Semantic Segmentation Using Adversarial Learning For Pavement Crack DetectionParisaNo ratings yet
- A New Snapshot Ensemble Convolutional Neural Network For Fault DiagnosisDocument11 pagesA New Snapshot Ensemble Convolutional Neural Network For Fault Diagnosisavk256No ratings yet
- ML 3Document7 pagesML 3shabir AhmadNo ratings yet
- Precisions Assembly Is A Unique BranchDocument6 pagesPrecisions Assembly Is A Unique Branchlabemanza03No ratings yet
- Intrusion Detection System Based On Support Vector Machines and The Two-Phase Bat AlgorithmDocument16 pagesIntrusion Detection System Based On Support Vector Machines and The Two-Phase Bat AlgorithmFemi AyoNo ratings yet
- Software Reliability Assessment Modeling and AlgorithmsDocument4 pagesSoftware Reliability Assessment Modeling and AlgorithmsayalewbelayNo ratings yet
- Credit Scoring With A Feature Selection Approach Based Deep Learning PDFDocument5 pagesCredit Scoring With A Feature Selection Approach Based Deep Learning PDFcagp5001No ratings yet
- 1 s2.0 S0169743920306547 MainDocument12 pages1 s2.0 S0169743920306547 MainChen JasonNo ratings yet
- An Online Fault Detection Model and Strategies Based On SVM-Grid in CloudsDocument12 pagesAn Online Fault Detection Model and Strategies Based On SVM-Grid in CloudsDr.Suresh Chavhan -IIITKNo ratings yet
- Stqa VivaDocument10 pagesStqa Vivaharshit gargNo ratings yet
- Support Vector Machines Based On K-Means Clustering For Real-Time Business Intelligence SystemsDocument11 pagesSupport Vector Machines Based On K-Means Clustering For Real-Time Business Intelligence SystemsDimitris IracleousNo ratings yet
- Ahpmaintenance3 ADocument12 pagesAhpmaintenance3 AJ.ReyesNo ratings yet
- Multisubspace Orthogonal Canonical Correlation Analysis For Quality-Related Plant-Wide Process MonitoringDocument11 pagesMultisubspace Orthogonal Canonical Correlation Analysis For Quality-Related Plant-Wide Process MonitoringIsac MartinsNo ratings yet
- A New Bearing Fault Diagnosis Method Based On Modified Convolutional Neural NetworksDocument9 pagesA New Bearing Fault Diagnosis Method Based On Modified Convolutional Neural NetworksRobert MaximilianNo ratings yet
- Paper 3Document20 pagesPaper 3Ankit kumar SainiNo ratings yet
- SSRN Id4080303Document3 pagesSSRN Id4080303Juan Lautaro LopezNo ratings yet
- Paper 7-Application of Relevance Vector Machines in Real Time Intrusion DetectionDocument6 pagesPaper 7-Application of Relevance Vector Machines in Real Time Intrusion DetectionEditor IJACSANo ratings yet
- DATA MINING and MACHINE LEARNING. PREDICTIVE TECHNIQUES: ENSEMBLE METHODS, BOOSTING, BAGGING, RANDOM FOREST, DECISION TREES and REGRESSION TREES.: Examples with MATLABFrom EverandDATA MINING and MACHINE LEARNING. PREDICTIVE TECHNIQUES: ENSEMBLE METHODS, BOOSTING, BAGGING, RANDOM FOREST, DECISION TREES and REGRESSION TREES.: Examples with MATLABNo ratings yet
- Contaminants in Landfill SoilsDocument8 pagesContaminants in Landfill SoilsChoi KhoironNo ratings yet
- The Common Java CookbookDocument333 pagesThe Common Java Cookbooktmo9d100% (20)
- MQXUSBDEVAPIDocument32 pagesMQXUSBDEVAPIwonderxNo ratings yet
- Course STKO+OpenSees FEUP-UMDocument1 pageCourse STKO+OpenSees FEUP-UManon_897435228No ratings yet
- Frequent Itemset MiningDocument58 pagesFrequent Itemset MiningMesut ErkekliNo ratings yet
- MSC Aerospace Engineering PresentationDocument14 pagesMSC Aerospace Engineering PresentationMahmud Al HassanNo ratings yet
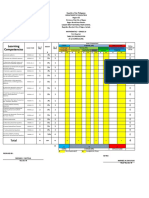
- Learning Competencies: TotalDocument4 pagesLearning Competencies: TotalLaira Joy Salvador - ViernesNo ratings yet
- Saudi Arabian Oil Company: Centrifugal Pump Data Sheet For Horizontal Pumps and Vertical In-Line PumpsDocument6 pagesSaudi Arabian Oil Company: Centrifugal Pump Data Sheet For Horizontal Pumps and Vertical In-Line PumpsAnshu K MuhammedNo ratings yet
- Answer Key Assignment No. 6 Carboxylic Acid and DerivativesDocument5 pagesAnswer Key Assignment No. 6 Carboxylic Acid and DerivativesREGINE CUEVASNo ratings yet
- 878Document47 pages878IulianCiobanuNo ratings yet
- Do-254 CTS - FaqDocument5 pagesDo-254 CTS - FaqpremNo ratings yet
- Model 4WI 100 - 800 HP Boilers: 1.4 SubmittalsDocument4 pagesModel 4WI 100 - 800 HP Boilers: 1.4 SubmittalssebaversaNo ratings yet
- Corekit User Manual EmulexDocument63 pagesCorekit User Manual Emulexprakashv44No ratings yet
- Hot Water SupplyDocument32 pagesHot Water SupplyRishikesh Wadekar100% (1)
- Art 002 p1Document6 pagesArt 002 p1Ariane Grace Hiteroza MargajayNo ratings yet
- SEEnergy Embedded NVR User ManualDocument99 pagesSEEnergy Embedded NVR User Manualmark rueNo ratings yet
- Network Device Monitoring Report Templet-Dec, 08-2021Document3 pagesNetwork Device Monitoring Report Templet-Dec, 08-2021Habtamu AsaytoNo ratings yet
- Mancova GuidanceDocument39 pagesMancova GuidancePhilemon NshimiyimanaNo ratings yet
- E 126 - 92 R98 Rteyng - PDFDocument6 pagesE 126 - 92 R98 Rteyng - PDFLuis Alberto Cristo GallegoNo ratings yet
- 02-Continental Drift TheoryDocument22 pages02-Continental Drift Theoryapi-242405009No ratings yet
- Python Lab 1Document4 pagesPython Lab 1vaskoreNo ratings yet
- Kconfig LanguageDocument5 pagesKconfig Languagenheroq4No ratings yet
- Chapter 1 - Systems of Linear Equations and InequalitiesDocument7 pagesChapter 1 - Systems of Linear Equations and InequalitiesRonald AlmagroNo ratings yet
- Test Section 2 QuizDocument5 pagesTest Section 2 QuizDavidNo ratings yet
- R.A. Jishi - Feynman Diagram Techniques in Condensed Matter Physics-Cambridge University Press (2013) PDFDocument413 pagesR.A. Jishi - Feynman Diagram Techniques in Condensed Matter Physics-Cambridge University Press (2013) PDFJ NunezNo ratings yet
- Invariant and MonovariantDocument3 pagesInvariant and MonovariantQuốc ĐạtNo ratings yet
- Theory of Escalation and Intl Conflict Jo CRDocument25 pagesTheory of Escalation and Intl Conflict Jo CRfuckyou321No ratings yet
- A Direct Displacement-Based Design Procedure For Base-Isolated Building Structures With Lead Rubber Bearings (LRBS)Document9 pagesA Direct Displacement-Based Design Procedure For Base-Isolated Building Structures With Lead Rubber Bearings (LRBS)Ion SococolNo ratings yet
- SPE 102828 Field Success in Carbonate Acid Diversion, Utilizing Laboratory Data Generated by Parallel Flow TestingDocument14 pagesSPE 102828 Field Success in Carbonate Acid Diversion, Utilizing Laboratory Data Generated by Parallel Flow TestingzachNo ratings yet
- Unit-1 (Cse 245)Document58 pagesUnit-1 (Cse 245)Harsh DubeyNo ratings yet