You might also like
- DocsDocument14 pagesDocsManprita BasumataryNo ratings yet
- 2016 - Nai - Chieh Et Al - An Innovative Way For Warehouse Storage Allocation PDFDocument19 pages2016 - Nai - Chieh Et Al - An Innovative Way For Warehouse Storage Allocation PDFGIANCARLO RENZO TAPIA RONDONNo ratings yet
- Archive of SIDDocument14 pagesArchive of SIDDejan DraganNo ratings yet
- Model Multi EchelonDocument13 pagesModel Multi EchelonLalit KhandelwalNo ratings yet
- One Warehouse Multiretailer System With Centralized Stock InformationDocument13 pagesOne Warehouse Multiretailer System With Centralized Stock InformationdeevaNo ratings yet
- Analisa Pengaruh PH Dan Kelembaban Pada Pertumbuhan Jamur Tankos Dengan Penambahan Solid Decanter Di Media TanamDocument22 pagesAnalisa Pengaruh PH Dan Kelembaban Pada Pertumbuhan Jamur Tankos Dengan Penambahan Solid Decanter Di Media TanamkhusnulNo ratings yet
- Reveiw of LiteratureDocument23 pagesReveiw of Literatureifrah anjumNo ratings yet
- An Inventory Control System For Spare Parts at A RefinerDocument32 pagesAn Inventory Control System For Spare Parts at A RefinerJubzJibz KamonchanokNo ratings yet
- Perishable Inventory System With A Finite Population and Repeated AttemptsDocument15 pagesPerishable Inventory System With A Finite Population and Repeated AttemptsinventionjournalsNo ratings yet
- Ijiec 2020 25Document14 pagesIjiec 2020 25ajid kosNo ratings yet
- Paper 1Document19 pagesPaper 1Aisha sheikh HassanNo ratings yet
- Implementation Class Based StorageDocument15 pagesImplementation Class Based StorageHard GainsNo ratings yet
- An Inventory-Location Model for Distribution CentersDocument24 pagesAn Inventory-Location Model for Distribution CentersAliNo ratings yet
- Accepted Manuscript: Computers & Industrial EngineeringDocument53 pagesAccepted Manuscript: Computers & Industrial EngineeringRisma IrwanieNo ratings yet
- Ahmed Taha Paper1Document9 pagesAhmed Taha Paper1Mohamed KhalilNo ratings yet
- Exact Evaluation of Batch-Ordering Inventory Policies in Two-Echelon Supply Chains With Periodic ReviewDocument20 pagesExact Evaluation of Batch-Ordering Inventory Policies in Two-Echelon Supply Chains With Periodic ReviewJayaprakash JeyarajuNo ratings yet
- Scientific Article JMR VrouenraetsDocument10 pagesScientific Article JMR Vrouenraets邵駿宇No ratings yet
- A Study On Inventory Replenishment PoliciesDocument7 pagesA Study On Inventory Replenishment PolicieserlanggamohamadNo ratings yet
- A Literature Review On Multi-Echelon Inventory Management Policies Case of Assembly SystemsDocument13 pagesA Literature Review On Multi-Echelon Inventory Management Policies Case of Assembly Systems刘向阳No ratings yet
- Agent-Based Simulation Model of Single Point Inventory SystemDocument7 pagesAgent-Based Simulation Model of Single Point Inventory SystemHadiBiesNo ratings yet
- A Decomposition Approach For The Performance Analysis of A Serial Multi-Echelon Supply ChainDocument17 pagesA Decomposition Approach For The Performance Analysis of A Serial Multi-Echelon Supply ChainnganmengNo ratings yet
- Why Inventory Management Matters for TransportationDocument30 pagesWhy Inventory Management Matters for TransportationBhaskar BhaskiNo ratings yet
- Document 346Document14 pagesDocument 346Syed ShahedNo ratings yet
- MM1 queue and lost sales inventory modelDocument12 pagesMM1 queue and lost sales inventory modelmeishuen123No ratings yet
- Stock and InventoryDocument13 pagesStock and InventoryajextopeNo ratings yet
- Two-Warehouse Fuzzy Inventory Model With K-Release RuleDocument17 pagesTwo-Warehouse Fuzzy Inventory Model With K-Release RuleScience DirectNo ratings yet
- A Location-Inventory Model With Lateral Transshipments: Hussein Naseraldin, Yale T. HererDocument20 pagesA Location-Inventory Model With Lateral Transshipments: Hussein Naseraldin, Yale T. HererSamuel ZelibeNo ratings yet
- Excess Inventories Redeployment Strategy For SpareDocument5 pagesExcess Inventories Redeployment Strategy For SpareBong ThoNo ratings yet
- Replenisment PolicyDocument12 pagesReplenisment PolicyDicky SudirgaNo ratings yet
- Simulated Annealing Optimal Raw Material Batch SizingDocument15 pagesSimulated Annealing Optimal Raw Material Batch SizingLinDã ArifãniNo ratings yet
- Lateral Transshipment PDFDocument13 pagesLateral Transshipment PDFAbhishek Pratap SinghNo ratings yet
- Mixed Integer PROGRAMMINGDocument11 pagesMixed Integer PROGRAMMINGSumit DhallNo ratings yet
- Case-Based Reinforcement Learning For Dynamic Inventory Control in A Multi-Agent Supply-Chain SystemDocument7 pagesCase-Based Reinforcement Learning For Dynamic Inventory Control in A Multi-Agent Supply-Chain SystemUmang SoniNo ratings yet
- An Innovative Heuristic in Multi-Item Replenishment Problem For One Warehouse and N RetailersDocument7 pagesAn Innovative Heuristic in Multi-Item Replenishment Problem For One Warehouse and N Retailersabelasisi14No ratings yet
- Implementing an Effective Inventory Management SystemDocument8 pagesImplementing an Effective Inventory Management SystemReymar VenturaNo ratings yet
- A Computationally Efficient Approach For Determining Inventory Levels in A Capacitated Multiechelon Production Distribution System PDFDocument22 pagesA Computationally Efficient Approach For Determining Inventory Levels in A Capacitated Multiechelon Production Distribution System PDFMoisés Mejía CastillaNo ratings yet
- Design and Control of An AS RS PDFDocument9 pagesDesign and Control of An AS RS PDFKaushik JackNo ratings yet
- Supply Chain Design Models and MethodsDocument22 pagesSupply Chain Design Models and MethodssankofakanianNo ratings yet
- SSRN Id3888794Document65 pagesSSRN Id3888794Mindaugas ZickusNo ratings yet
- 357Document6 pages357Eugene KNo ratings yet
- Replenishment Model-Indian ModelDocument11 pagesReplenishment Model-Indian ModeladeelNo ratings yet
- An Inventory Control Project in A MajorDocument34 pagesAn Inventory Control Project in A Majorfaisal jawadNo ratings yet
- Optimiztion ReportDocument17 pagesOptimiztion Report011Harshit ChauhanNo ratings yet
- Rev LogDocument18 pagesRev LogSHRAYANSH AGARWALNo ratings yet
- An Inventory-Location Model with Working and Safety Stock CostsDocument32 pagesAn Inventory-Location Model with Working and Safety Stock CostsEduardo GonzálezNo ratings yet
- A Net Present Value Approach in Developing Optimal Replenishment Policies For A Product Life CycleDocument14 pagesA Net Present Value Approach in Developing Optimal Replenishment Policies For A Product Life Cycle翁慈君No ratings yet
- OrderBatchingAndPickerScheduling Muter2021Document14 pagesOrderBatchingAndPickerScheduling Muter2021Trung NguyễnNo ratings yet
- Multi-Echelon Supply Chain Inventory Planning Using Simulation-Optimization With Data ResamplingDocument22 pagesMulti-Echelon Supply Chain Inventory Planning Using Simulation-Optimization With Data Resampling刘向阳No ratings yet
- A Multiple Objective Particle Swarm Optimization Approach For Inventory ClassificationDocument11 pagesA Multiple Objective Particle Swarm Optimization Approach For Inventory ClassificationFernando GómezNo ratings yet
- Optimal Replenishment Policies For The Case of A Demand Function With Product-Life-Cycle Shape in A Finite Planning HorizonDocument12 pagesOptimal Replenishment Policies For The Case of A Demand Function With Product-Life-Cycle Shape in A Finite Planning Horizon翁慈君No ratings yet
- Designing Layout For Manual Order Picking in WarehousesDocument34 pagesDesigning Layout For Manual Order Picking in WarehousesAnonymous 1gbsuaafddNo ratings yet
- Inventory Management Techniques & ModelsDocument17 pagesInventory Management Techniques & ModelsIbrahim El SharNo ratings yet
- Li2008 PDFDocument10 pagesLi2008 PDFSathyanarayana A Engineering MechanicalNo ratings yet
- Adida Perakis NRL 2007Document49 pagesAdida Perakis NRL 2007Santos QuezadaNo ratings yet
- Optimal Policies and Heuristics for Multi-Echelon Production/Inventory SystemsDocument43 pagesOptimal Policies and Heuristics for Multi-Echelon Production/Inventory SystemsShivani NidhiNo ratings yet
- Z × σLT × D avg Z is the desired service level, σLT is the standard deviation of lead time, and D avg is demand averageDocument9 pagesZ × σLT × D avg Z is the desired service level, σLT is the standard deviation of lead time, and D avg is demand averageRaj ChauhanNo ratings yet
- Managing perishable inventory with batch ordering and time-varying demandDocument21 pagesManaging perishable inventory with batch ordering and time-varying demandDanilo ZapataNo ratings yet
- Simulation of An Order Picking System in A Pharmaceutical WarehouseDocument6 pagesSimulation of An Order Picking System in A Pharmaceutical WarehousegaloNo ratings yet
- Strengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsFrom EverandStrengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsNo ratings yet
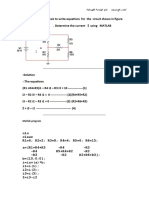
- R1 6Ω R4 4Ω R5 6Ω V1 10 VDocument63 pagesR1 6Ω R4 4Ω R5 6Ω V1 10 Vď èNo ratings yet
- MATLAB Programming for Image ProcessingDocument11 pagesMATLAB Programming for Image Processingď èNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- امثلة ماتلاب PDFDocument64 pagesامثلة ماتلاب PDFď è100% (1)
- الدارات الإلكترونية PDFDocument150 pagesالدارات الإلكترونية PDFď è100% (1)
- DSP Exam PDFDocument14 pagesDSP Exam PDFď èNo ratings yet
- الدارات الإلكترونية PDFDocument150 pagesالدارات الإلكترونية PDFď è100% (1)
- امثلة ماتلاب PDFDocument64 pagesامثلة ماتلاب PDFď è100% (1)
- Answer Four QuestionsDocument3 pagesAnswer Four Questionsď èNo ratings yet
- ريفيوووووووووو PDFDocument33 pagesريفيوووووووووو PDFď èNo ratings yet
- R1 6Ω R4 4Ω R5 6Ω V1 10 VDocument63 pagesR1 6Ω R4 4Ω R5 6Ω V1 10 Vď èNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- IJSC - V6 - I1 - paper - 4 - pp - 1083 - 1092 عدد جميل PDFDocument10 pagesIJSC - V6 - I1 - paper - 4 - pp - 1083 - 1092 عدد جميل PDFď èNo ratings yet
- Scanned Docs from CamScanner AppDocument14 pagesScanned Docs from CamScanner Appď èNo ratings yet
- بحث3 PDFDocument7 pagesبحث3 PDFď èNo ratings yet
- بحث 1 PDFDocument5 pagesبحث 1 PDFď èNo ratings yet
- Answer Four QuestionsDocument3 pagesAnswer Four Questionsď èNo ratings yet
- Ga3 PDFDocument16 pagesGa3 PDFď èNo ratings yet
- بحث2 PDFDocument5 pagesبحث2 PDFď èNo ratings yet
- Ga2 PDFDocument97 pagesGa2 PDFď èNo ratings yet
- ilkay - saracoglu - paper جدول تصنيف PDFDocument15 pagesilkay - saracoglu - paper جدول تصنيف PDFď èNo ratings yet
- Algoritmo Genético para MatlabDocument105 pagesAlgoritmo Genético para Matlabbonmarche28No ratings yet
- Genetic Algorithm Image Matching Journal Al-Rafidain Computer ScienceDocument12 pagesGenetic Algorithm Image Matching Journal Al-Rafidain Computer ScienceChafik BerdjouhNo ratings yet
- Chapter 10 Test BankDocument48 pagesChapter 10 Test BankRujean Salar AltejarNo ratings yet
- Tamil Nadu electricity open access rulesDocument21 pagesTamil Nadu electricity open access rulesHrutuja ChouguleNo ratings yet
- A Complete Guide To Credit Risk Modelling PDFDocument30 pagesA Complete Guide To Credit Risk Modelling PDFAvanish KumarNo ratings yet
- Smart Griid and Energy Challenges in Indonesia PLN PUSDIKLAT - ZainalDocument24 pagesSmart Griid and Energy Challenges in Indonesia PLN PUSDIKLAT - Zainalwuri prasetyoNo ratings yet
- DGS-2010-001 Design BasisDocument19 pagesDGS-2010-001 Design BasisJose ManjooranNo ratings yet
- Commercial Invoice Po#6600210291-5057004301 PDFDocument1 pageCommercial Invoice Po#6600210291-5057004301 PDFSandra Lubana Garcia GomezNo ratings yet
- S216 FinalDocument7 pagesS216 FinalrudolNo ratings yet
- 1 Annual Tanglaw Cup Case Study CompetitionDocument2 pages1 Annual Tanglaw Cup Case Study CompetitionDominic Dela VegaNo ratings yet
- Collection Development PDFDocument3 pagesCollection Development PDFolalekan jimohNo ratings yet
- Refrence Material 1 - Unit I-IIIDocument120 pagesRefrence Material 1 - Unit I-IIIFROSTOPNo ratings yet
- Ipo Broshura Proizvodstvo 2013 en 4455beeDocument12 pagesIpo Broshura Proizvodstvo 2013 en 4455beeFred Duarte CaldeiraNo ratings yet
- Cultural Difference Management, WalmartDocument6 pagesCultural Difference Management, WalmartMbugua Wa IrunguNo ratings yet
- Week 1-2 Unit1 English For ItDocument6 pagesWeek 1-2 Unit1 English For Itapi-262133173No ratings yet
- Multimodal TransportDocument58 pagesMultimodal TransportAbdurahmanNo ratings yet
- Design and Fabrication of Compound DieDocument7 pagesDesign and Fabrication of Compound DieRaj PremrajNo ratings yet
- DDE-Module 7 - CataloguingDocument7 pagesDDE-Module 7 - CataloguingBitchoseNo ratings yet
- Abbott Diagnostics Cell Dyn Emerald Operating Manual PDFDocument298 pagesAbbott Diagnostics Cell Dyn Emerald Operating Manual PDFAhmedMoussa0% (1)
- A Study On Marketing Strategy of Milky Bar ChocolateDocument43 pagesA Study On Marketing Strategy of Milky Bar ChocolateThakur Harshvardhan100% (3)
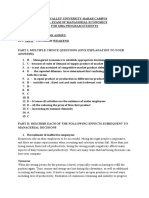
- Bedri Managerial Economics ExamDocument3 pagesBedri Managerial Economics ExamBedri M AhmeduNo ratings yet
- India's Balance of Payments Crisis and It's ImpactsDocument62 pagesIndia's Balance of Payments Crisis and It's ImpactsAkhil RupaniNo ratings yet
- GQ - November 2015 UKDocument426 pagesGQ - November 2015 UKDanh ẨnNo ratings yet
- Demand Letter - Meropolitan Cannon Insurance Company - Appointment of Advocate To Defend Suit On Behalf of AVIC Nyah 298of2021 - 20.7.2022-2Document3 pagesDemand Letter - Meropolitan Cannon Insurance Company - Appointment of Advocate To Defend Suit On Behalf of AVIC Nyah 298of2021 - 20.7.2022-2Muchangi KamitaNo ratings yet
- ABCDDocument10 pagesABCDmary maryNo ratings yet
- AfyaDocument1 pageAfyaVitória FernandesNo ratings yet
- Government and Corporate Social Responsibility (GCSR) Chapter 1: Strategic Public Policy Vision for CSRDocument4 pagesGovernment and Corporate Social Responsibility (GCSR) Chapter 1: Strategic Public Policy Vision for CSRLouelie Jean AlfornonNo ratings yet
- Podcasts For Real Estate Professionals Check Out Advantages and ExamplesDocument3 pagesPodcasts For Real Estate Professionals Check Out Advantages and Exampleskomal khanNo ratings yet
- Configure Quality Inspection in Ewm Step by Step ProcessDocument34 pagesConfigure Quality Inspection in Ewm Step by Step Processlostrider_991100% (4)
- What Is The APICS CPIM CertificationDocument6 pagesWhat Is The APICS CPIM CertificationDina EleyanNo ratings yet
- IGEM 2016 Key in Enquiry 10 Oct 2016Document38 pagesIGEM 2016 Key in Enquiry 10 Oct 2016rexNo ratings yet
- Dwnload Full Horngrens Accounting Volume 1 Canadian 10th Edition Nobles Solutions Manual PDFDocument36 pagesDwnload Full Horngrens Accounting Volume 1 Canadian 10th Edition Nobles Solutions Manual PDFduongnujl33q100% (11)