You might also like
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- AOD Chapter12Document4 pagesAOD Chapter12Nguyễn Văn ThanhNo ratings yet
- Direct Reduction and Smelting Processes - IMPORTANTDocument40 pagesDirect Reduction and Smelting Processes - IMPORTANTffgfgfgffgNo ratings yet
- Direct Reduction and Smelting ProcessesDocument40 pagesDirect Reduction and Smelting ProcessesAfza NurhakimNo ratings yet
- Understanding stainless steelmaking through computational thermodynamicsDocument10 pagesUnderstanding stainless steelmaking through computational thermodynamicsramizNo ratings yet
- Hydrogen Pick-Up After Vacuum Degassing: J. B. Hurtig and D. SichenDocument6 pagesHydrogen Pick-Up After Vacuum Degassing: J. B. Hurtig and D. SichenRasul BzNo ratings yet
- Vacuum DegassingDocument1 pageVacuum DegassingUnni KrishnanNo ratings yet
- Chapter 5Document20 pagesChapter 5Oscar Espinosa BonillaNo ratings yet
- Vanga Manocci ViscardiDocument6 pagesVanga Manocci Viscardieeajmal.cmdNo ratings yet
- Urea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Document12 pagesUrea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Claudio ArenasNo ratings yet
- BW Hydrogen Whitepaper EN PrintDocument10 pagesBW Hydrogen Whitepaper EN Printnikolamil1993No ratings yet
- Metal Dusting in A Laboratory Environment - Alloying Addition EffectsDocument15 pagesMetal Dusting in A Laboratory Environment - Alloying Addition EffectsClaudia MmsNo ratings yet
- AlokJain JindalDocument76 pagesAlokJain JindalArunprasad Murugesan100% (1)
- Low-Temperature Water-Gas Shift Reaction Over Cu-And Ni-Loaded Cerium Oxide CatalystsDocument13 pagesLow-Temperature Water-Gas Shift Reaction Over Cu-And Ni-Loaded Cerium Oxide CatalystsÖzlem YılmazNo ratings yet
- Basic Oxygen Steel MakingDocument3 pagesBasic Oxygen Steel Making06me395No ratings yet
- IR Ni LanthanaDocument6 pagesIR Ni LanthanaNelly RojasNo ratings yet
- Kho Swinbourne10 Mpm188 EAFDocument9 pagesKho Swinbourne10 Mpm188 EAFalilounahdisteNo ratings yet
- WGS Rat ReviewDocument117 pagesWGS Rat ReviewJavier Fdez SanzNo ratings yet
- 1-s2.0-S0360319921047893-mainDocument22 pages1-s2.0-S0360319921047893-maincailiiiNo ratings yet
- Cleanliness of Low Carbon Aluminum-Killed Steels During Secondary Refining ProcessesDocument17 pagesCleanliness of Low Carbon Aluminum-Killed Steels During Secondary Refining ProcessesPhuNguyenVanNo ratings yet
- Catalyst Development For Water-Gas Shift: Volume 3, Part 2, PP 190-201 inDocument13 pagesCatalyst Development For Water-Gas Shift: Volume 3, Part 2, PP 190-201 inleonardoNo ratings yet
- Control Atmospheric Brazing Technology For Heat Exchangers ManufacturingDocument23 pagesControl Atmospheric Brazing Technology For Heat Exchangers ManufacturingInternational Journal of Innovative Science and Research Technology100% (1)
- Aluminum and Aluminum Alloys As Sources of Hydrogen For Fuel Cell ApplicationsDocument6 pagesAluminum and Aluminum Alloys As Sources of Hydrogen For Fuel Cell ApplicationsAlberto Rincon VargasNo ratings yet
- Melting, Casting, and ProcessingDocument6 pagesMelting, Casting, and Processingcanveraza3122No ratings yet
- Producing Iron Carbide at Low TemperaturesDocument29 pagesProducing Iron Carbide at Low TemperaturesSteve AguilarNo ratings yet
- Thermodynamic Analysis of Formation of Black Powder in Sales Gas PipelinesDocument15 pagesThermodynamic Analysis of Formation of Black Powder in Sales Gas PipelinesQueenNo ratings yet
- Production of Stainless SteelDocument6 pagesProduction of Stainless SteelPedroNettoNo ratings yet
- 10208-15101387124325secondary Steel Making OverviewDocument13 pages10208-15101387124325secondary Steel Making OverviewOmar TahaNo ratings yet
- Water Gas Shift and Catalyst PaperDocument13 pagesWater Gas Shift and Catalyst Paperzanilu70No ratings yet
- Applied Catalysis A: General: Wei Di, Jihong Cheng, Shuxun Tian, Jing Li, Jingyun Chen, Qi SunDocument16 pagesApplied Catalysis A: General: Wei Di, Jihong Cheng, Shuxun Tian, Jing Li, Jingyun Chen, Qi Sun李承家No ratings yet
- Manuscript - Final 16-10-2022 WithoutDocument18 pagesManuscript - Final 16-10-2022 WithoutMaher MahmoodNo ratings yet
- Lect 2-Chapter II DR IDocument43 pagesLect 2-Chapter II DR IManisekaran N VNo ratings yet
- Stainless Steel RefiDocument19 pagesStainless Steel RefiDaiara Budi AlvesNo ratings yet
- Argon Purging Systems (APS), Applicable To Purging Induction Melting Furnaces and Induction PowerDocument12 pagesArgon Purging Systems (APS), Applicable To Purging Induction Melting Furnaces and Induction Powernirav patelNo ratings yet
- Unit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039Document39 pagesUnit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039nityaNo ratings yet
- Indian Steel Making ProcessesDocument10 pagesIndian Steel Making ProcessesSarbajitManna100% (1)
- AodDocument20 pagesAodanon_945096555100% (2)
- Hydrogen Control of Large Bottom Poured Forging Ingots at Ellwood Quality SteelsDocument14 pagesHydrogen Control of Large Bottom Poured Forging Ingots at Ellwood Quality SteelsJJNo ratings yet
- 10.1016@S0921 34490200010 1Document12 pages10.1016@S0921 34490200010 1Daniel ParraNo ratings yet
- Vacuum Treatment of Molten Steel, RH (Rurhstahl Heraeus) Versus VTD (Vacuum Tank Degasser)Document11 pagesVacuum Treatment of Molten Steel, RH (Rurhstahl Heraeus) Versus VTD (Vacuum Tank Degasser)Al M JamilNo ratings yet
- 3 - Demir Ve Celik Uretimi - 2021 - 3Document52 pages3 - Demir Ve Celik Uretimi - 2021 - 3atilla kayangilNo ratings yet
- Training 2 LF FundamentalsDocument64 pagesTraining 2 LF Fundamentalsprasenjitsayantan100% (1)
- Pressurized: Pressure VesselsDocument26 pagesPressurized: Pressure VesselsMada TetoNo ratings yet
- Midrex - Nitrogen ControlDocument22 pagesMidrex - Nitrogen ControlAnca ElenaNo ratings yet
- Kho Swinbourne10 mpm188 EAFDocument9 pagesKho Swinbourne10 mpm188 EAFRICCO LauwisNo ratings yet
- FUNDAMENTALS OF ZINC RECOVERY FROM METALLURGICAL Wastes in The Enviroplas Process PDFDocument14 pagesFUNDAMENTALS OF ZINC RECOVERY FROM METALLURGICAL Wastes in The Enviroplas Process PDFManojlovic Vaso100% (1)
- 2 Calcium Aluminate Cements - Raw Materials, Diffferences, Hydration and PropertiesDocument82 pages2 Calcium Aluminate Cements - Raw Materials, Diffferences, Hydration and PropertiesAditya Bhorde100% (1)
- Sponge Iron ManufacturingDocument14 pagesSponge Iron Manufacturingapi-2604165367% (3)
- Modern Steelmaking TechnologyDocument8 pagesModern Steelmaking Technologylakon 22No ratings yet
- Sakurai 5MPa RWGSDocument2 pagesSakurai 5MPa RWGSDanielNo ratings yet
- (192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalDocument20 pages(192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalNguyễn Văn HòaNo ratings yet
- The Development and Research Prospect On Catalytic Coal GasificationDocument6 pagesThe Development and Research Prospect On Catalytic Coal GasificationPRASSAN SHAHNo ratings yet
- Recent Trends in Extractive MetallurgyDocument14 pagesRecent Trends in Extractive MetallurgyHerlina Pebriani 5100% (1)
- ALTA Part 4Document16 pagesALTA Part 4klshfyusbdfkNo ratings yet
- Contro Corrosion FactorsDocument10 pagesContro Corrosion Factorsramadoss_alwar7307No ratings yet
- Secondary Steel Making DraftDocument25 pagesSecondary Steel Making DraftSanjeev SahuNo ratings yet
- If SteelDocument2 pagesIf Steelarijit-nandi-7153No ratings yet
- Sulfuric Acid Manufacture: Analysis, Control and OptimizationFrom EverandSulfuric Acid Manufacture: Analysis, Control and OptimizationRating: 3.5 out of 5 stars3.5/5 (3)
- Global CityDocument3 pagesGlobal Citycr lamigoNo ratings yet
- Written Report Maneco FinalDocument31 pagesWritten Report Maneco FinalKymicah DesiertoNo ratings yet
- CW3 - 4Document2 pagesCW3 - 4Rigel Zabate100% (1)
- TD102 Conductor - Standard ConductorsDocument2 pagesTD102 Conductor - Standard ConductorsHFandino1No ratings yet
- Balcony AnalysysDocument4 pagesBalcony AnalysysKory EstesNo ratings yet
- Was Bali 2005Document786 pagesWas Bali 2005RoyOrtegaNo ratings yet
- ) (Significant Digits Are Bounded To 1 Due To 500m. However I Will Use 2SD To Make More Sense of The Answers)Document4 pages) (Significant Digits Are Bounded To 1 Due To 500m. However I Will Use 2SD To Make More Sense of The Answers)JeevikaGoyalNo ratings yet
- 3 Kinds of de Facto Government:: CharacteristicsDocument10 pages3 Kinds of de Facto Government:: CharacteristicsAbigael SeverinoNo ratings yet
- LeCroy 1996 Catalog (Reduced Size) PDFDocument196 pagesLeCroy 1996 Catalog (Reduced Size) PDFpetrocelliNo ratings yet
- MCMT 2 eDocument461 pagesMCMT 2 eRonNo ratings yet
- Excel - Bachelorprojekt - Bertil Theis JørgensenDocument944 pagesExcel - Bachelorprojekt - Bertil Theis JørgensenBertil JørgensenNo ratings yet
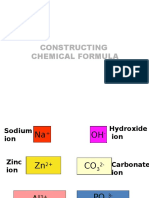
- Chemical EquationsDocument22 pagesChemical EquationsSiti Norasikin MuhyaddinNo ratings yet
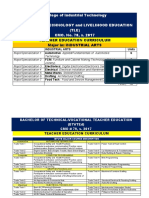
- College of Industrial Technology Bachelor of Technology and Livelihood Education (TLE) CMO. No. 78, S. 2017Document5 pagesCollege of Industrial Technology Bachelor of Technology and Livelihood Education (TLE) CMO. No. 78, S. 2017Industrial TechnologyNo ratings yet
- HQ 170aDocument82 pagesHQ 170aTony WellsNo ratings yet
- Land Sale Dispute Interest Rate CaseDocument3 pagesLand Sale Dispute Interest Rate CaseAnne MiguelNo ratings yet
- PTL Ls Programme HandbookDocument34 pagesPTL Ls Programme Handbooksalak946290No ratings yet
- GATE Previous Year Solved Papers CSDocument152 pagesGATE Previous Year Solved Papers CSNagaraja Rao100% (1)
- International Journal of Plasticity: Dong Phill Jang, Piemaan Fazily, Jeong Whan YoonDocument17 pagesInternational Journal of Plasticity: Dong Phill Jang, Piemaan Fazily, Jeong Whan YoonGURUDAS KARNo ratings yet
- HACCP Plan With Flow Chart-1Document23 pagesHACCP Plan With Flow Chart-1Anonymous aZA07k8TXfNo ratings yet
- An Improved TS Algorithm For Loss-Minimum Reconfiguration in Large-Scale Distribution SystemsDocument10 pagesAn Improved TS Algorithm For Loss-Minimum Reconfiguration in Large-Scale Distribution Systemsapi-3697505No ratings yet
- 11 Core CompetenciesDocument11 pages11 Core CompetenciesrlinaoNo ratings yet
- IBM OpenPages Admin Guide 7.0 PDFDocument822 pagesIBM OpenPages Admin Guide 7.0 PDFMba NaniNo ratings yet
- Test IMO EnglezaDocument4 pagesTest IMO EnglezaCristina PopovNo ratings yet
- Proposed Rule: Employment: Adverse ActionsDocument4 pagesProposed Rule: Employment: Adverse ActionsJustia.comNo ratings yet
- CCST+Cybersecurity+Objecitve+Domain Cisco Final wCiscoLogoDocument3 pagesCCST+Cybersecurity+Objecitve+Domain Cisco Final wCiscoLogoQazi ZayadNo ratings yet
- Parent DC Promo Ui LogDocument193 pagesParent DC Promo Ui LogRachell SmithNo ratings yet
- FIAMM FLB Battery Range Delivers Highest PerformanceDocument4 pagesFIAMM FLB Battery Range Delivers Highest PerformanceDrgnNo ratings yet
- Genetic Modified FoodDocument16 pagesGenetic Modified FoodKishoNo ratings yet
- Instructions To Employee For Submitting Online Application For Transfer Under Rule - 38 of Postal Manual Vol.-IVDocument6 pagesInstructions To Employee For Submitting Online Application For Transfer Under Rule - 38 of Postal Manual Vol.-IVSankarMathi VaigundhamNo ratings yet
- Navigating The Digital Age PDFDocument369 pagesNavigating The Digital Age PDFSteve GilsonNo ratings yet