You might also like
- Mind Power SecretsDocument38 pagesMind Power SecretsIan Faian92% (52)
- Discover the training secrets of legendary bodybuildersDocument129 pagesDiscover the training secrets of legendary bodybuildersfatmir100% (7)
- Training To See Auras v4 - Robert BruceDocument68 pagesTraining To See Auras v4 - Robert BruceYazan Ali100% (1)
- Neonatal Ventilation, Step by StepDocument99 pagesNeonatal Ventilation, Step by StepMarely Ovando Castillo93% (14)
- Impossible Dovetails: Baffle Your Friends With Perplexing JointsDocument13 pagesImpossible Dovetails: Baffle Your Friends With Perplexing JointsCarlosNo ratings yet
- Ice Cream - New PDFDocument16 pagesIce Cream - New PDFTamizh TamizhNo ratings yet
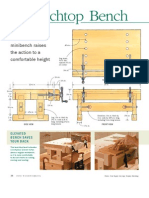
- Build A Stout Workbench: Tail Vise Is at The Heart of This Versatile BenchDocument10 pagesBuild A Stout Workbench: Tail Vise Is at The Heart of This Versatile BenchSebastian ClementoniNo ratings yet
- Structural Notes and Specifications for ConcreteDocument1 pageStructural Notes and Specifications for Concreteroger100% (2)
- Premium Plan: Router-Made Picture FramesDocument5 pagesPremium Plan: Router-Made Picture FramesCarlos0% (1)
- Biscuit, Cookie and Cracker Manufacturing Manuals: Manual 1: IngredientsFrom EverandBiscuit, Cookie and Cracker Manufacturing Manuals: Manual 1: IngredientsRating: 1 out of 5 stars1/5 (1)
- Woodworking - Plans - Library TableDocument7 pagesWoodworking - Plans - Library TableRolando Daclan100% (7)
- Effect of Fat Aggregate Size and Percentage On The Melting Properties of Ice CreamDocument9 pagesEffect of Fat Aggregate Size and Percentage On The Melting Properties of Ice CreamdavidNo ratings yet
- Smart Shop Storage: Build Your Own CabinetsDocument10 pagesSmart Shop Storage: Build Your Own CabinetsCarlosNo ratings yet
- End Table: RocklerDocument6 pagesEnd Table: RocklerCarlosNo ratings yet
- EmulsifiersDocument10 pagesEmulsifiersMadhu ShaliniNo ratings yet
- Moxon Vise Table TopDocument4 pagesMoxon Vise Table TopScribber1234100% (5)
- BX10/BX10 MB: Weighing Terminals Technical ManualDocument60 pagesBX10/BX10 MB: Weighing Terminals Technical Manualfelipezambrano50% (2)
- Bonanza A36 ChecklistDocument10 pagesBonanza A36 Checklistalbucur100% (4)
- LWT - Food Science and Technology: Priscilla Nuernberg Rossa, Vívian Maria Burin, Marilde T. Bordignon-LuizDocument7 pagesLWT - Food Science and Technology: Priscilla Nuernberg Rossa, Vívian Maria Burin, Marilde T. Bordignon-LuizGRACIELANo ratings yet
- Workbench Cutting Diagram PDFDocument4 pagesWorkbench Cutting Diagram PDFCarlosNo ratings yet
- Ice CreamDocument6 pagesIce CreamAndres Tellez RochaNo ratings yet
- Basic Science JSS 1 2NDDocument29 pagesBasic Science JSS 1 2NDAdeoye Olufunke100% (2)
- Ibsen in PracticeDocument17 pagesIbsen in PracticevictorkalkaNo ratings yet
- Community-Based Forest ManagementDocument7 pagesCommunity-Based Forest ManagementZiazel ThereseNo ratings yet
- Application of Palm-Based Interesterified FatsDocument7 pagesApplication of Palm-Based Interesterified FatsHendrik Lin Han XiangNo ratings yet
- Formulation of Trans Free and Low Saturated MargarineDocument10 pagesFormulation of Trans Free and Low Saturated Margarinegutierrez_rgcNo ratings yet
- Drug study on TegretolDocument2 pagesDrug study on TegretolSophia Kaye AguinaldoNo ratings yet
- Effects of Pre-Emulsification by Three Food-Grade Emulsifiers On Theproperties of Emulsified Surimi SausageDocument8 pagesEffects of Pre-Emulsification by Three Food-Grade Emulsifiers On Theproperties of Emulsified Surimi SausageLueradathNo ratings yet
- Eleonora Loffredi, Maria Eletta Moriano, Letizia Masseroni, Cristina AlampreseDocument8 pagesEleonora Loffredi, Maria Eletta Moriano, Letizia Masseroni, Cristina AlampreseMagdalenaNo ratings yet
- PIIS0022030203739435Document10 pagesPIIS0022030203739435Rafael Antônio AraújoNo ratings yet
- Food Hydrocolloids: Jinju Cheng, Olayemi Eyituoyo Dudu, Xiaodong Li, Tingsheng YanDocument11 pagesFood Hydrocolloids: Jinju Cheng, Olayemi Eyituoyo Dudu, Xiaodong Li, Tingsheng YanChintong LylayNo ratings yet
- Article KoloidDocument9 pagesArticle KoloidMichael HeryantoNo ratings yet
- Waxy Durum Acts As A Unique Form of Crumb Softener in BreadDocument7 pagesWaxy Durum Acts As A Unique Form of Crumb Softener in BreadAlejoldmNo ratings yet
- Mozzarella Cheese Analogue As Affected by GumsDocument3 pagesMozzarella Cheese Analogue As Affected by Gumsnils2484No ratings yet
- Renzetti 2015Document9 pagesRenzetti 2015nhiNo ratings yet
- Bai Et Al 2017Document10 pagesBai Et Al 2017Dulce RomeroNo ratings yet
- Zambrano Et Al 2004.the Use of Guar And....... X (1) ArtDocument9 pagesZambrano Et Al 2004.the Use of Guar And....... X (1) ArtKevine Kenmoe MocheNo ratings yet
- 13197_2017_Article_2942Document10 pages13197_2017_Article_2942Muhammad AbrarNo ratings yet
- NAZAetal 2008 IJDT DateicecreamDocument6 pagesNAZAetal 2008 IJDT DateicecreamdavidNo ratings yet
- Sung and Goff, 2010Document6 pagesSung and Goff, 2010Towhid HasanNo ratings yet
- 2007 4026 Inagbi 9 02 63 EsDocument22 pages2007 4026 Inagbi 9 02 63 EsAlejandro BarragánNo ratings yet
- 麦芽糊精与复配糖比例对降糖... 脂奶油搅打性能和品质的影响 曾勇超Document7 pages麦芽糊精与复配糖比例对降糖... 脂奶油搅打性能和品质的影响 曾勇超jie zhaoNo ratings yet
- 1 s2.0 S0141813016329142 MainDocument9 pages1 s2.0 S0141813016329142 MainDiego AiresNo ratings yet
- J-Yogurt FactorsDocument9 pagesJ-Yogurt FactorsMary GinetaNo ratings yet
- Loi Chia Chun 2019 PH DDocument239 pagesLoi Chia Chun 2019 PH DPranjoy MukherjeeNo ratings yet
- 2014JOPR264 MiskandarDocument16 pages2014JOPR264 MiskandarRiandi SaputraNo ratings yet
- IJAB ualityEvaluationofIceCreamPreparedwithDifferent PDFDocument4 pagesIJAB ualityEvaluationofIceCreamPreparedwithDifferent PDFFandy RoevNo ratings yet
- The Physicochemical Characteristics of Nonfat Set Yoghurt Containing Some HydrocolloidsDocument8 pagesThe Physicochemical Characteristics of Nonfat Set Yoghurt Containing Some HydrocolloidsAzizah MunitaNo ratings yet
- Effect of Fat-Type On Cookie Dough and Cookie QualDocument8 pagesEffect of Fat-Type On Cookie Dough and Cookie QualSHARON TEY YE QIAN / UPMNo ratings yet
- Dispersible Blend for Smoother Ice Cream MixingDocument2 pagesDispersible Blend for Smoother Ice Cream Mixingcklcat1437No ratings yet
- Influence of Various Hydrocolloids On Cottage Cheese Cream DressingDocument10 pagesInfluence of Various Hydrocolloids On Cottage Cheese Cream DressingLorenzo LeurinoNo ratings yet
- 1 s2.0 S0144861711008666 MainDocument9 pages1 s2.0 S0144861711008666 MainRamanuj SamalNo ratings yet
- The Chemistry of Coconut Milk and Cream - Coconut HandbookDocument10 pagesThe Chemistry of Coconut Milk and Cream - Coconut Handbooksyahirah abubakarNo ratings yet
- Jurnal UtamaDocument8 pagesJurnal UtamaKevin SanjayaNo ratings yet
- 10 1016@j Jfoodeng 2010 02 010Document8 pages10 1016@j Jfoodeng 2010 02 010LorenzoNo ratings yet
- Journal of Food EngineeringDocument15 pagesJournal of Food EngineeringAline liraNo ratings yet
- Giacomozzi 2018 - Muffins Elaborated With Optimized Monoglycerides OleogelsDocument11 pagesGiacomozzi 2018 - Muffins Elaborated With Optimized Monoglycerides OleogelsAnabella GiacomozziNo ratings yet
- Tire Ki 2021Document12 pagesTire Ki 2021hoangvipro99No ratings yet
- Review Colloidal Aspects of Ice Cream A PDFDocument11 pagesReview Colloidal Aspects of Ice Cream A PDFYong LiNo ratings yet
- Modeling particle size distribution of sonicated coconut milkDocument6 pagesModeling particle size distribution of sonicated coconut milkCedie MacalisangNo ratings yet
- Modifying Palm Oil Properties Through Soybean Oil BlendingDocument8 pagesModifying Palm Oil Properties Through Soybean Oil BlendingAristonNo ratings yet
- Almond Gum-Emulsifying AbilityDocument11 pagesAlmond Gum-Emulsifying AbilityshrishtikhatodNo ratings yet
- Molecules: Development and Physicochemical Properties of Low Saturation Alternative Fat For Whipping CreamDocument17 pagesMolecules: Development and Physicochemical Properties of Low Saturation Alternative Fat For Whipping CreamOpen House 2021No ratings yet
- Exp 3 Semi Solid Production PDFDocument3 pagesExp 3 Semi Solid Production PDFbellaNo ratings yet
- Akhtar&Dickinson_FoodHydroColl_2007 - Whey - Maltodextrin Conjugate as a Gum Arabic ReplacerDocument10 pagesAkhtar&Dickinson_FoodHydroColl_2007 - Whey - Maltodextrin Conjugate as a Gum Arabic ReplacerliaminemohammediNo ratings yet
- Composite Structure Formation in Whey Protein Stabilized O in W Emulsions. I. Influence of The Dispersed Phase On Viscoelastic PropertiesDocument14 pagesComposite Structure Formation in Whey Protein Stabilized O in W Emulsions. I. Influence of The Dispersed Phase On Viscoelastic PropertiescunmaikhanhNo ratings yet
- Chapter 6.3 MigrineDocument45 pagesChapter 6.3 Migrineshym hjrNo ratings yet
- J Sci Food Agric - 2005 - Lakshminarayan - Effect of maltodextrin and emulsifiers on the viscosity of cake batter and onDocument7 pagesJ Sci Food Agric - 2005 - Lakshminarayan - Effect of maltodextrin and emulsifiers on the viscosity of cake batter and onPaulo De Tarso CarvalhoNo ratings yet
- Giacomo ZZ I 2018Document11 pagesGiacomo ZZ I 2018Iram CisnerosNo ratings yet
- 6 fr-2021-763 AbdullahDocument5 pages6 fr-2021-763 AbdullahwidyaNo ratings yet
- 1 Rasidah Et Al.Document7 pages1 Rasidah Et Al.Kemuel MatthewNo ratings yet
- Sucrose Cristyallization in CaramelDocument11 pagesSucrose Cristyallization in CaramelMargarita Torres AvilaNo ratings yet
- De Campo 2017 - Microencapsulación Con Mucilago de ChiaDocument9 pagesDe Campo 2017 - Microencapsulación Con Mucilago de ChiaMich MbappéeNo ratings yet
- Ping SunDocument9 pagesPing SunYanesky SanchezNo ratings yet
- Food Hydrocolloids: Jinju Cheng, Ying Ma, Xisheng Li, Tingsheng Yan, Jie CuiDocument10 pagesFood Hydrocolloids: Jinju Cheng, Ying Ma, Xisheng Li, Tingsheng Yan, Jie CuiJoel PeñaNo ratings yet
- Texture-Structure Relationships in Foamed Dairy Emulsions Shivam Arora, Arpit Nigam, Shaily Kasaundhan HBTI, KanpurDocument1 pageTexture-Structure Relationships in Foamed Dairy Emulsions Shivam Arora, Arpit Nigam, Shaily Kasaundhan HBTI, KanpurVaibhav GuptaNo ratings yet
- Addition of Olein From Milk Fat Positively Affects The Firmness of ButterDocument8 pagesAddition of Olein From Milk Fat Positively Affects The Firmness of ButterIra SinagaNo ratings yet
- Development and Characterization of Edible Chitosanolive Oil Emulsion FilmsDocument8 pagesDevelopment and Characterization of Edible Chitosanolive Oil Emulsion FilmsElkyn BohórquezNo ratings yet
- Food Texture Design and OptimizationFrom EverandFood Texture Design and OptimizationYadunandan Lal DarNo ratings yet
- Simple Blade Sharpening Jig: Here's An Accurate Way To Keep Those Over-Sized Plane Irons SharpDocument4 pagesSimple Blade Sharpening Jig: Here's An Accurate Way To Keep Those Over-Sized Plane Irons SharpCarlosNo ratings yet
- Kakashi Mask 180mm SingleDocument1 pageKakashi Mask 180mm SingleCarlosNo ratings yet
- Thor Hammer Dali 270mm SingleDocument1 pageThor Hammer Dali 270mm SingleCarlosNo ratings yet
- Kakashi Mask 165mm Single PDFDocument1 pageKakashi Mask 165mm Single PDFmkalidas2006No ratings yet
- R chin neck back visor mouth topDocument1 pageR chin neck back visor mouth topJhon Baldeon UgarteNo ratings yet
- Fine-Tune Your S: Ingenious Carts, Tables, and Storage Solutions Improve Your Work EnvironmentDocument4 pagesFine-Tune Your S: Ingenious Carts, Tables, and Storage Solutions Improve Your Work EnvironmentCarlosNo ratings yet
- Mapa 4.1 Tiposquimicosagua z1Document1 pageMapa 4.1 Tiposquimicosagua z1CarlosNo ratings yet
- Thor Hammer PDFDocument6 pagesThor Hammer PDFVrandeurNo ratings yet
- Celendin: 0 625 1 250 1 875 2 500 312.5 M Escala: 1:40 000Document1 pageCelendin: 0 625 1 250 1 875 2 500 312.5 M Escala: 1:40 000CarlosNo ratings yet
- Power Rangers 160 Single NinosDocument1 pagePower Rangers 160 Single NinosCarlosNo ratings yet
- Adjustable Laptop Desk: Project PlanDocument6 pagesAdjustable Laptop Desk: Project PlancajemarNo ratings yet
- Back Saw HandleDocument1 pageBack Saw HandlemnmiteffNo ratings yet
- Folding Bench PatternsDocument12 pagesFolding Bench PatternsCarlosNo ratings yet
- Make & Take: Rockler SeriesDocument3 pagesMake & Take: Rockler SeriesAe JeyNo ratings yet
- 6' CD/DVD Tower: CD Tower Materials List TXWXL Qty. DVD Tower Materials List TXWXL QtyDocument1 page6' CD/DVD Tower: CD Tower Materials List TXWXL Qty. DVD Tower Materials List TXWXL QtyCarlosNo ratings yet
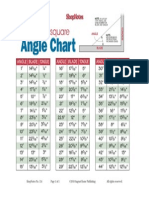
- Framing SquareDocument1 pageFraming SquareflerziNo ratings yet
- Effect On The Emulsion PropertiessDocument10 pagesEffect On The Emulsion PropertiessCarlosNo ratings yet
- Storage Cabinet Plan RocklerDocument9 pagesStorage Cabinet Plan Rocklerrobthegerman100% (1)
- MoA-Classification v9.4Document30 pagesMoA-Classification v9.4Ian Kevi Arce RodriguezNo ratings yet
- Technological Failures Caused by Cephalexin in Set Type Sheep S Milk YogurtDocument8 pagesTechnological Failures Caused by Cephalexin in Set Type Sheep S Milk YogurtCarlosNo ratings yet
- Measuring Dry Extract in Dairy Products Optimizing The MethodologyDocument7 pagesMeasuring Dry Extract in Dairy Products Optimizing The MethodologyCarlosNo ratings yet
- BInggrisDocument19 pagesBInggrisanwar318No ratings yet
- Individual Differences and Personality in "Ugly Betty", S01E01Document6 pagesIndividual Differences and Personality in "Ugly Betty", S01E01Starling HunterNo ratings yet
- How To Check A Capacitor With Digital Multimeter and Analog AVO Meter. by Four (5) Methods With Pictorial ViewDocument7 pagesHow To Check A Capacitor With Digital Multimeter and Analog AVO Meter. by Four (5) Methods With Pictorial ViewDivagar PNo ratings yet
- Candidate 1 (Reservoir Engineering Panel) : ONGC SAMPLE INTERVIEW QUESTIONS (Based Upon Memory of Appeared Candidates)Document3 pagesCandidate 1 (Reservoir Engineering Panel) : ONGC SAMPLE INTERVIEW QUESTIONS (Based Upon Memory of Appeared Candidates)Neha AhiraoNo ratings yet
- Choosing the Right Handbag or Food Product (38 charactersDocument24 pagesChoosing the Right Handbag or Food Product (38 charactersNiceman NatiqiNo ratings yet
- GER Bangladesh EngDocument12 pagesGER Bangladesh Engfarhan.anjum20032004No ratings yet
- NanocatalysisDocument9 pagesNanocatalysisNouran ElbadawiNo ratings yet
- ZavzpretDocument21 pagesZavzpretNeethu Anna StephenNo ratings yet
- Bab 06 PindahPanasDocument41 pagesBab 06 PindahPanasPurna Satria NugrahaNo ratings yet
- Income Tax BasicsDocument48 pagesIncome Tax BasicsAzad Singh BajariaNo ratings yet
- Payroll Accounting 2015 1st Edition Landin Test Bank 1Document106 pagesPayroll Accounting 2015 1st Edition Landin Test Bank 1dorothy100% (47)
- Counter Argument Against Euthanasia (40Document4 pagesCounter Argument Against Euthanasia (40Daphniee PosingNo ratings yet
- Report On PantaloonsDocument63 pagesReport On PantaloonsKashish AroraNo ratings yet
- Tugas UNtar 3Document28 pagesTugas UNtar 3Daniel Filemon PosoNo ratings yet
- APC Symmetra PX-2Document8 pagesAPC Symmetra PX-2drastir_777No ratings yet
- Benign EntitiesDocument37 pagesBenign EntitiesleartaNo ratings yet
- Online Pharmacy: Customer ProfilingDocument6 pagesOnline Pharmacy: Customer ProfilingGeorge SebastianNo ratings yet
- DC-FAST 1.000, 2.000, 3.000, 5.000, 6.000 e 7.000 - New Project - 2021 - PT - BRDocument65 pagesDC-FAST 1.000, 2.000, 3.000, 5.000, 6.000 e 7.000 - New Project - 2021 - PT - BRCentrifugal SeparatorNo ratings yet
- GCS Guilford County Schools 2020 Staff Manual Omits Obesity From CDC Covid WarningsDocument26 pagesGCS Guilford County Schools 2020 Staff Manual Omits Obesity From CDC Covid WarningscitizenwellsNo ratings yet