You might also like
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Sabry Six Sigma 1 2020Document6 pagesSabry Six Sigma 1 2020speed.h4v4ytNo ratings yet
- Prediction and Optimization of Weld Bead Volume For The Submerged Arc Process - Part 1Document9 pagesPrediction and Optimization of Weld Bead Volume For The Submerged Arc Process - Part 1hamidharvardNo ratings yet
- Amp 05Document4 pagesAmp 05dgdhan5339No ratings yet
- Quality Index For Friction Stir Welds in 7050 Aluminum PlatesDocument10 pagesQuality Index For Friction Stir Welds in 7050 Aluminum PlatesGabriel AguirreNo ratings yet
- Riopipeline2019 1237 1237 19 RPL Revisao Enviada 11Document9 pagesRiopipeline2019 1237 1237 19 RPL Revisao Enviada 11barraocos emailsNo ratings yet
- Spot Welding ThesisDocument7 pagesSpot Welding Thesisafcnugzpd100% (1)
- Fatigue Assessment and Lefm Analysis of Cruciform Joints Fabricated With Different Welding ProcessesDocument13 pagesFatigue Assessment and Lefm Analysis of Cruciform Joints Fabricated With Different Welding Processeslionking1No ratings yet
- Importante b31.gDocument10 pagesImportante b31.gJennifer Julieth Triana ForeroNo ratings yet
- Development of Regression Models and Optimization of FCAW Process Parameter of 2205 Duplex Stainless SteelDocument6 pagesDevelopment of Regression Models and Optimization of FCAW Process Parameter of 2205 Duplex Stainless SteelEder SamaniegoNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsDocument8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016Document8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016615513No ratings yet
- WAFA 2015 PresentationDocument32 pagesWAFA 2015 Presentationkiki FaadNo ratings yet
- Numerical Simulation of Resistance Spot Welding of Steel Sheets HCT600X ZFDocument5 pagesNumerical Simulation of Resistance Spot Welding of Steel Sheets HCT600X ZFEditor IJTSRDNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- Engineering Journal Sensitivity Analysis For Prediction of Bead Geometry Using Plasma Arc Welding in Bellows SegmentDocument8 pagesEngineering Journal Sensitivity Analysis For Prediction of Bead Geometry Using Plasma Arc Welding in Bellows SegmentEngineering JournalNo ratings yet
- Effect of Cooling Rate On Microstructure of Saw Welded Mild Steel Plate (Grade C 25 As Per IS 1570)Document7 pagesEffect of Cooling Rate On Microstructure of Saw Welded Mild Steel Plate (Grade C 25 As Per IS 1570)sivaNo ratings yet
- Experiment On Optimization of Robot Welding Process ParametersDocument4 pagesExperiment On Optimization of Robot Welding Process ParametersRaj SoniNo ratings yet
- Investigation On Mechanical Properties of Wire Arc Additive Manufacturing (WAAM) of Stainless Steel Using FEM Simulation and ExperimentDocument18 pagesInvestigation On Mechanical Properties of Wire Arc Additive Manufacturing (WAAM) of Stainless Steel Using FEM Simulation and ExperimentMohd AymanNo ratings yet
- Alief Muhammad, Dani Hari Tunggal Prasetiyo, Akbar Anugrah Ikhsani, Dan Setyo PambudiDocument5 pagesAlief Muhammad, Dani Hari Tunggal Prasetiyo, Akbar Anugrah Ikhsani, Dan Setyo PambudikontlNo ratings yet
- R. Stroetmann, T. Kästner: A New Design Model For Welded JointsDocument1 pageR. Stroetmann, T. Kästner: A New Design Model For Welded JointsmrmerajNo ratings yet
- Primary Circuit Dynamic Resistance Monitoring and Its Application To Quality Estimation During Resistance Spot WeldingDocument8 pagesPrimary Circuit Dynamic Resistance Monitoring and Its Application To Quality Estimation During Resistance Spot Weldingbadboys123No ratings yet
- The Influence of Shielding Gas in Hybrid LASER-MIG WeldingDocument4 pagesThe Influence of Shielding Gas in Hybrid LASER-MIG Weldingnestor leonardonNo ratings yet
- Optimization of Arc Welding Parameters PDFDocument7 pagesOptimization of Arc Welding Parameters PDFMohammad ziyaNo ratings yet
- 10 11648 J Ajmie 20230801 12Document11 pages10 11648 J Ajmie 20230801 12Elina EsfandiariNo ratings yet
- Self Piercing RivetDocument11 pagesSelf Piercing RivetyomansahajNo ratings yet
- Marine Structures: Jae-Ho Lee, Beom-Seon Jang, Hyeon-Jin Kim, Sang Hoon Shim, Sung Woo ImDocument24 pagesMarine Structures: Jae-Ho Lee, Beom-Seon Jang, Hyeon-Jin Kim, Sang Hoon Shim, Sung Woo ImGustavo TeixeiraNo ratings yet
- Performance of Predictive Models To Determine Weld Bead Shape - 2022 - Marine STDocument13 pagesPerformance of Predictive Models To Determine Weld Bead Shape - 2022 - Marine STAditya KumarNo ratings yet
- Deepak Kumar ChoudharyDocument7 pagesDeepak Kumar ChoudharyidgadibNo ratings yet
- Effect of Welding FixturesDocument4 pagesEffect of Welding FixturesNanda KumarNo ratings yet
- The Seismic Behavior of An Asymmetric Exterior Precast Beam-Column ConnectionDocument10 pagesThe Seismic Behavior of An Asymmetric Exterior Precast Beam-Column ConnectionlangxuzengNo ratings yet
- The Seismic Behavior OfAnAsymmetric ExteriorPrecastDocument10 pagesThe Seismic Behavior OfAnAsymmetric ExteriorPrecastAhmed DhyiaaNo ratings yet
- Eurocode 9 To Estimate The Fatigue Life of Friction Stir Welded Aluminium Panels PDFDocument7 pagesEurocode 9 To Estimate The Fatigue Life of Friction Stir Welded Aluminium Panels PDFdjordjeueNo ratings yet
- 10 1016@j Matpr 2020 02 382Document4 pages10 1016@j Matpr 2020 02 382Desalegn DgaNo ratings yet
- Prediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDocument16 pagesPrediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDhruv PatelNo ratings yet
- Regression Modeling of Macrohardness ofDocument5 pagesRegression Modeling of Macrohardness ofabraham silva hernandezNo ratings yet
- Temper Bead TechniqueDocument4 pagesTemper Bead TechniqueOctavio ChableNo ratings yet
- Mechanical Properties of High Strength Steel Weld Metals Obtained by Gmaw Process With Rotating ElectrodeDocument9 pagesMechanical Properties of High Strength Steel Weld Metals Obtained by Gmaw Process With Rotating Electrodebarraocos emailsNo ratings yet
- 1 s2.0 S0308016116303064 MainDocument14 pages1 s2.0 S0308016116303064 Mainwolfer INo ratings yet
- Energy Reduction For The Spot Welding Process in The Automotive IndustryDocument7 pagesEnergy Reduction For The Spot Welding Process in The Automotive IndustrySatrioBagusNo ratings yet
- SI 2015 For LUPINDocument23 pagesSI 2015 For LUPINr_saniosNo ratings yet
- Segarra 2008Document10 pagesSegarra 2008felipeqbrasilNo ratings yet
- Monitoring of Molten Pool Image During Pipe Welding in Gas Metal Arc Welding (GMAW) Using Machine VisionDocument4 pagesMonitoring of Molten Pool Image During Pipe Welding in Gas Metal Arc Welding (GMAW) Using Machine VisionBalvinderNo ratings yet
- MET 48 3 181 185 Samardzic PDFDocument5 pagesMET 48 3 181 185 Samardzic PDF0000No ratings yet
- Cyclic Behavior and Seismic Design of Bolted Flange Plate Steel Moment ConnectionsDocument12 pagesCyclic Behavior and Seismic Design of Bolted Flange Plate Steel Moment ConnectionsJoaquin PalermoNo ratings yet
- On The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingDocument5 pagesOn The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingKaushik SenguptaNo ratings yet
- Optimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodDocument4 pagesOptimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodrichadNo ratings yet
- Kurji Coniglio 2014Document18 pagesKurji Coniglio 2014xaxafagaNo ratings yet
- Parameter Condition of Being Optimized For MIG Welding of Austenitic Stainless Steel & Low Carbon Steel Using Taguchi MethodDocument3 pagesParameter Condition of Being Optimized For MIG Welding of Austenitic Stainless Steel & Low Carbon Steel Using Taguchi MethodIjrtsNo ratings yet
- Analysis of Fatigue-Related Aspects of FCAW and GMAW Butt-Welded Joints in A Structural SteelDocument13 pagesAnalysis of Fatigue-Related Aspects of FCAW and GMAW Butt-Welded Joints in A Structural Steelalex totiNo ratings yet
- An Approach To Optimize MIG Welding Parameters by Using Design of ExperimentsDocument14 pagesAn Approach To Optimize MIG Welding Parameters by Using Design of ExperimentsRadhe shamNo ratings yet
- Statistical Analysis On Mechanical Properties of Friction-Stir-Welded AA 1050/AA 5083 CouplesDocument8 pagesStatistical Analysis On Mechanical Properties of Friction-Stir-Welded AA 1050/AA 5083 CouplesShine KunnathNo ratings yet
- Machine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Document10 pagesMachine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Sirajuddin ANo ratings yet
- SAW ThesisDocument96 pagesSAW ThesisvikasgahlyanNo ratings yet
- Analysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsDocument5 pagesAnalysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsSudhanshu KumarNo ratings yet
- Ie 312 Joining Module Lab Recitation Fa22!2!1701745238364Document4 pagesIe 312 Joining Module Lab Recitation Fa22!2!1701745238364Karnati SatwikNo ratings yet
- Experimental Investigation On The Effects of ProceDocument17 pagesExperimental Investigation On The Effects of ProceHussain AlsaadyNo ratings yet
- PTC 2009 1.2 FokensDocument7 pagesPTC 2009 1.2 Fokenskaliappan45490No ratings yet
- Prediction of Weld BeadDocument8 pagesPrediction of Weld BeadJimmy RodriguesNo ratings yet
- Inserting Images - ShareLaTeX, Online LaTeX EditorDocument11 pagesInserting Images - ShareLaTeX, Online LaTeX EditorAviraj3892No ratings yet
- Technical Support Engineer - Home AssignmentDocument5 pagesTechnical Support Engineer - Home AssignmentRahul KohliNo ratings yet
- ReadmeRC8007 PDFDocument2 pagesReadmeRC8007 PDFمنير أحمدNo ratings yet
- Test A: Two-Dimensional Motion and VectorsDocument9 pagesTest A: Two-Dimensional Motion and VectorsAref DahabrahNo ratings yet
- IP03 Loops-4slides PDFDocument10 pagesIP03 Loops-4slides PDFRamesh GNo ratings yet
- Infinix NOTE 5 Stylus Quick Guide: Together We Can!Document16 pagesInfinix NOTE 5 Stylus Quick Guide: Together We Can!LescribeurNo ratings yet
- V-Ray For SketchUp Rendering An Exterior Scene PDFDocument7 pagesV-Ray For SketchUp Rendering An Exterior Scene PDFDevohNo ratings yet
- CS 161 (Stanford, Winter 2024)Document2 pagesCS 161 (Stanford, Winter 2024)Catriel LopezNo ratings yet
- FCE 331 Strength of Materials IIA CAT, January 2022Document2 pagesFCE 331 Strength of Materials IIA CAT, January 2022devNo ratings yet
- Cobol Language Fundamentals: Structured COBOL Programming, Stern & Stern, 9th Ed ItionDocument53 pagesCobol Language Fundamentals: Structured COBOL Programming, Stern & Stern, 9th Ed ItionAsk NameNo ratings yet
- Lecture 4: Expert Systems: What Is An Expert System?Document5 pagesLecture 4: Expert Systems: What Is An Expert System?Zerihun BekeleNo ratings yet
- CoolebrookDocument31 pagesCoolebrookloganatahnNo ratings yet
- IIEE La Union Harmonics AnalysisDocument128 pagesIIEE La Union Harmonics AnalysisCarlnagum 123456789No ratings yet
- 3questions Measurements and UncertaintyDocument2 pages3questions Measurements and UncertaintyLeanne DerigeNo ratings yet
- 04 Extended Graphics DesignDocument34 pages04 Extended Graphics DesignEngenheiro AmoedoNo ratings yet
- WDM Bi553Document138 pagesWDM Bi553florea_madfoxNo ratings yet
- Modern Age Waste Water ProblemsDocument364 pagesModern Age Waste Water Problemsromaehab201912No ratings yet
- Question & Answers: Unity Solutions Specialist Exam For Implementation EngineersDocument6 pagesQuestion & Answers: Unity Solutions Specialist Exam For Implementation EngineersAhmad Abd-dayeemNo ratings yet
- Sentiment AnalysisDocument5 pagesSentiment AnalysisShruti PantNo ratings yet
- CS (Ece) (Eee) (Instr) F241 - Mpi - 2023 - 24Document3 pagesCS (Ece) (Eee) (Instr) F241 - Mpi - 2023 - 24f20212358No ratings yet
- Microsoft OfficeDocument1 pageMicrosoft OfficesavinaumarNo ratings yet
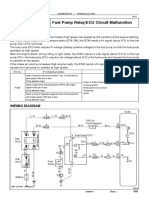
- DTC P1200 Fuel Pump Relay/ECU Circuit MalfunctionDocument4 pagesDTC P1200 Fuel Pump Relay/ECU Circuit MalfunctiononealNo ratings yet
- Viscosity Measurements On Oligoesters From Terephthalic Acid and GlycoDocument7 pagesViscosity Measurements On Oligoesters From Terephthalic Acid and GlycoMaria RincondeNo ratings yet
- Full Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter ChapterDocument36 pagesFull Test Bank For Understanding Pathophysiology 6Th Edition by Huether PDF Docx Full Chapter Chapterexequycheluract6oi100% (9)
- Thermodynamics NotesDocument2 pagesThermodynamics Notesjpu_48No ratings yet
- Assignment 176020307045 PDFDocument82 pagesAssignment 176020307045 PDFnikita gohelNo ratings yet
- HCS2000Document6 pagesHCS2000Nermin PalićNo ratings yet
- 07 Bubble BreakDocument25 pages07 Bubble BreakWeb LogueandoNo ratings yet
- Chapter 11Document53 pagesChapter 11Vijendhar ReddyNo ratings yet
- Design of Machine Elements II PDFDocument6 pagesDesign of Machine Elements II PDFRavi RanjanNo ratings yet