You might also like
- Erbe Service Manual Icc200 Icc300h-E Icc350Document266 pagesErbe Service Manual Icc200 Icc300h-E Icc350tonybimbo73% (15)
- Submerged Arc Welding ParametersDocument14 pagesSubmerged Arc Welding ParametersbozzecNo ratings yet
- SD) Relay Settings CalculationsDocument8 pagesSD) Relay Settings CalculationsElectrical RadicalNo ratings yet
- Linkedin Emerging Jobs Report Indonesia FinalDocument24 pagesLinkedin Emerging Jobs Report Indonesia Finallontong4925No ratings yet
- Optimization of High-Pressure Die-Casting Process Parameters Using Artificial Neural NetworkDocument8 pagesOptimization of High-Pressure Die-Casting Process Parameters Using Artificial Neural NetworkSamuel gc333No ratings yet
- AnovaDocument7 pagesAnovaARUN VNo ratings yet
- Prediction of Weld Bead Geometry of Mag Welding Based On Xgboost AlgorithmDocument13 pagesPrediction of Weld Bead Geometry of Mag Welding Based On Xgboost AlgorithmAbraham Rojas Z.No ratings yet
- Materials Today: Proceedings: Rishabh Narang, Vibhu Maheshwari, Pradeep KhannaDocument9 pagesMaterials Today: Proceedings: Rishabh Narang, Vibhu Maheshwari, Pradeep KhannaLê Văn ThảoNo ratings yet
- Lineal Determination Anf Neural Network ImplementationDocument6 pagesLineal Determination Anf Neural Network ImplementationFrancisco PachonNo ratings yet
- Kumar An 2011Document13 pagesKumar An 2011Nihas NoushadNo ratings yet
- Optimization Process Parametersof Submerged Arc Welding Using Taguchi MethodDocument5 pagesOptimization Process Parametersof Submerged Arc Welding Using Taguchi MethodidgadibNo ratings yet
- Deepak Kumar ChoudharyDocument7 pagesDeepak Kumar ChoudharyidgadibNo ratings yet
- Robust Optimization For Reducing Welding-Induced Angular Distortion in Fiber Laser Keyhole Welding Under Process Parameter UncertaintyDocument14 pagesRobust Optimization For Reducing Welding-Induced Angular Distortion in Fiber Laser Keyhole Welding Under Process Parameter UncertaintyAli NasserNo ratings yet
- (I Articulo) 2013 APEM8-1 - 013-024Document12 pages(I Articulo) 2013 APEM8-1 - 013-024Esteban MerinoNo ratings yet
- Analysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsDocument5 pagesAnalysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsSudhanshu KumarNo ratings yet
- Performance of Predictive Models To Determine Weld Bead Shape - 2022 - Marine STDocument13 pagesPerformance of Predictive Models To Determine Weld Bead Shape - 2022 - Marine STAditya KumarNo ratings yet
- Selection of Wire Electrical Discharge Machining Process Parameters Using Non-Traditional Optimization AlgorithmsDocument11 pagesSelection of Wire Electrical Discharge Machining Process Parameters Using Non-Traditional Optimization AlgorithmsBrijKishoreSinghNo ratings yet
- Engineering Journal Sensitivity Analysis For Prediction of Bead Geometry Using Plasma Arc Welding in Bellows SegmentDocument8 pagesEngineering Journal Sensitivity Analysis For Prediction of Bead Geometry Using Plasma Arc Welding in Bellows SegmentEngineering JournalNo ratings yet
- JJMIE-46!13!01 PSO Based Neurak Network Prediction and Its Utilization in Gmaw ProcessDocument10 pagesJJMIE-46!13!01 PSO Based Neurak Network Prediction and Its Utilization in Gmaw Processmeckup123No ratings yet
- Modeling and Optimization of Nd:YAG Laser Micro-Weld Process Using Taguchi Method and A Neural NetworkDocument10 pagesModeling and Optimization of Nd:YAG Laser Micro-Weld Process Using Taguchi Method and A Neural Networkelie chaneNo ratings yet
- Ijmet 06 10 002Document18 pagesIjmet 06 10 002IAEME PublicationNo ratings yet
- 10 1016@j Matpr 2020 02 382Document4 pages10 1016@j Matpr 2020 02 382Desalegn DgaNo ratings yet
- 15.P.sathIYA 2009 Optimization of Friction Welding Parameters UsingDocument9 pages15.P.sathIYA 2009 Optimization of Friction Welding Parameters UsingSyarif HidayatullahNo ratings yet
- Mathematical Modeling For Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt WeldsDocument6 pagesMathematical Modeling For Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt WeldsAnusua DasNo ratings yet
- Estimation of Machinability Performance in Wire EDM On Titanium Alloy Using Neural NetworksDocument13 pagesEstimation of Machinability Performance in Wire EDM On Titanium Alloy Using Neural NetworksMugilan mechNo ratings yet
- Optimization of Process Parameters in Wedm Process On Two Workpieces of Materials Hardox-400 and Hardox-500Document12 pagesOptimization of Process Parameters in Wedm Process On Two Workpieces of Materials Hardox-400 and Hardox-500TJPRC PublicationsNo ratings yet
- Anova 4Document6 pagesAnova 4ARUN VNo ratings yet
- 69 Bonić BrekaloDocument7 pages69 Bonić BrekaloIvan DunđerNo ratings yet
- Materials 15 01838 v2Document11 pagesMaterials 15 01838 v2Seçkin KoçNo ratings yet
- Experiment On Optimization of Robot Welding Process ParametersDocument4 pagesExperiment On Optimization of Robot Welding Process ParametersRaj SoniNo ratings yet
- Automatic Gap Tracking During High Power Laser Welding Based On Particle FilteringDocument12 pagesAutomatic Gap Tracking During High Power Laser Welding Based On Particle Filteringadnan domlogeNo ratings yet
- 1-s2 (1) .0-S2452414X21000182-mainDocument16 pages1-s2 (1) .0-S2452414X21000182-mainshiv ramanNo ratings yet
- J Jii 2021 100218Document16 pagesJ Jii 2021 100218selvamNo ratings yet
- Selecting Parameters For GMAW Using Dimensional Analysis: Welding ResearchDocument7 pagesSelecting Parameters For GMAW Using Dimensional Analysis: Welding Researchnandu_computechNo ratings yet
- AEL00182Document6 pagesAEL00182Indira DeetaNo ratings yet
- Artificial Intelligent Modeling To Predict Tensile StrengthDocument9 pagesArtificial Intelligent Modeling To Predict Tensile StrengthAgus WidyiantoNo ratings yet
- 1 s2.0 S2214785322056073 MainDocument7 pages1 s2.0 S2214785322056073 MainManikandan HariharanNo ratings yet
- Quality Prediction and Classification of ResistanceDocument17 pagesQuality Prediction and Classification of ResistanceJahaziel BorjaNo ratings yet
- Optimal Control of Screwing Speed in Assembly With Thread-Forming ScrewsDocument6 pagesOptimal Control of Screwing Speed in Assembly With Thread-Forming ScrewsFatima MEHDAOUINo ratings yet
- 887FD9648279 Taguchi PDFDocument13 pages887FD9648279 Taguchi PDFmirian motta MeloNo ratings yet
- Determination of Optimum SLA Process Parameters of H-Shaped PartsDocument7 pagesDetermination of Optimum SLA Process Parameters of H-Shaped PartsCraciun AlexNo ratings yet
- Materials and Design: Liang Tian, Yu Luo, Yang Wang, Xiao WuDocument15 pagesMaterials and Design: Liang Tian, Yu Luo, Yang Wang, Xiao WuEsteban MerinoNo ratings yet
- Major Project Phase-1Document12 pagesMajor Project Phase-12020mesakshamjainbNo ratings yet
- Robust Estimation of Clinch Joint Characteristics Based On Data-Driven MethodsDocument13 pagesRobust Estimation of Clinch Joint Characteristics Based On Data-Driven MethodsEdmilson LimaNo ratings yet
- Optimization of Process Parameters in Submerged Arc Welding Using Multi-Objectives Taguchi MethodDocument12 pagesOptimization of Process Parameters in Submerged Arc Welding Using Multi-Objectives Taguchi MethodDesalegn DgaNo ratings yet
- Process Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignDocument9 pagesProcess Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignSREEJITH S NAIRNo ratings yet
- Modelling and Multi Objective Optimization of Ultrasonic Inserting Parameters Through Fuzzy Logic and Genetic AlgorithmDocument20 pagesModelling and Multi Objective Optimization of Ultrasonic Inserting Parameters Through Fuzzy Logic and Genetic AlgorithmHarish KrishnaNo ratings yet
- DOE Approach For Improving Wire Bonding QualityDocument5 pagesDOE Approach For Improving Wire Bonding QualityAsachan rujeephisitNo ratings yet
- Prediction of Material Removal Rate For Aluminum BIS-24345 Alloy in Wire-Cut EDMDocument11 pagesPrediction of Material Removal Rate For Aluminum BIS-24345 Alloy in Wire-Cut EDMGopinath GangadhariNo ratings yet
- A Fast Optimization Approach For Multipass Wire Drawing ProcessDocument9 pagesA Fast Optimization Approach For Multipass Wire Drawing ProcessTaner DemirelNo ratings yet
- Monitoring of Molten Pool Image During Pipe Welding in Gas Metal Arc Welding (GMAW) Using Machine VisionDocument4 pagesMonitoring of Molten Pool Image During Pipe Welding in Gas Metal Arc Welding (GMAW) Using Machine VisionBalvinderNo ratings yet
- Ijaerv10n68spl 113Document4 pagesIjaerv10n68spl 113Pandian PitchipooNo ratings yet
- Parametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologyDocument7 pagesParametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologySrinivas DsNo ratings yet
- Parametric Optimization of Gas Metal Arc Welding Process by Taguchi Method On Weld DilutionDocument5 pagesParametric Optimization of Gas Metal Arc Welding Process by Taguchi Method On Weld DilutionAbbas KhanNo ratings yet
- Experimental Investigation On The Effects of ProceDocument17 pagesExperimental Investigation On The Effects of ProceHussain AlsaadyNo ratings yet
- Decision Tree Based Weld Defect Classification Using Current and Voltage Signatures in GMAW ProcessDocument10 pagesDecision Tree Based Weld Defect Classification Using Current and Voltage Signatures in GMAW ProcessNarendra KalerNo ratings yet
- IUST v19n4p1 enDocument10 pagesIUST v19n4p1 enS Rao PNo ratings yet
- 1-Imp - Application of Genetic Algorithm Optimization Technique in TIG Welding oDocument11 pages1-Imp - Application of Genetic Algorithm Optimization Technique in TIG Welding oKalpNo ratings yet
- Palani2006 11 PDFDocument8 pagesPalani2006 11 PDFAmal MechanicNo ratings yet
- Finite Element Analysis and Opmization of Weld Distortion ChassisDocument6 pagesFinite Element Analysis and Opmization of Weld Distortion ChassisJuan Sebastian CameroNo ratings yet
- 2021 IJAMT Shape Optimization of Square Weld Nut in ProjectioDocument16 pages2021 IJAMT Shape Optimization of Square Weld Nut in ProjectioMaher MahmoodNo ratings yet
- Optimization of Submerged Arc WeldingDocument4 pagesOptimization of Submerged Arc WeldingricardoNo ratings yet
- Certificate For Covid 19 PDFDocument1 pageCertificate For Covid 19 PDFMohammad ziyaNo ratings yet
- IRCTC TicketDocument2 pagesIRCTC TicketPuja DasNo ratings yet
- MID TERM (ERP) PDFDocument11 pagesMID TERM (ERP) PDFMohammad ziyaNo ratings yet
- D571 A11 Admit CardDocument1 pageD571 A11 Admit CardMohammad ziyaNo ratings yet
- Macroscopicandmicroscopictesting of The Steel WeldedjointDocument7 pagesMacroscopicandmicroscopictesting of The Steel WeldedjointMohammad ziyaNo ratings yet
- Macroscopicandmicroscopictesting of The Steel WeldedjointDocument7 pagesMacroscopicandmicroscopictesting of The Steel WeldedjointMohammad ziyaNo ratings yet
- Optimization of Arc Welding Parameters PDFDocument7 pagesOptimization of Arc Welding Parameters PDFMohammad ziyaNo ratings yet
- Tensile Test of T-Joint WeldDocument11 pagesTensile Test of T-Joint WeldMohammad ziyaNo ratings yet
- FEA TextbookDocument308 pagesFEA TextbookMohammad ziyaNo ratings yet
- TIG Welding Reviw PDFDocument6 pagesTIG Welding Reviw PDFMohammad ziyaNo ratings yet
- Kertas Tugasan Modul 4: B04-03-14 SUPERVISORYDocument23 pagesKertas Tugasan Modul 4: B04-03-14 SUPERVISORYAzhar ArisNo ratings yet
- Advance Adgressor 3220D Parts ManualDocument52 pagesAdvance Adgressor 3220D Parts Manualerik49No ratings yet
- Arduino Nano DHT11 Temperature and Humidity VisualDocument12 pagesArduino Nano DHT11 Temperature and Humidity Visualpower systemNo ratings yet
- TPS65150 Low Input Voltage, Compact LCD Bias IC With VCOM BufferDocument48 pagesTPS65150 Low Input Voltage, Compact LCD Bias IC With VCOM BufferNurudeen KaikaiNo ratings yet
- Flashattention: Fast and Memory-Efficient Exact Attention With Io-AwarenessDocument34 pagesFlashattention: Fast and Memory-Efficient Exact Attention With Io-AwarenessMarcos CostaNo ratings yet
- IGCSE COMMERCE Chapter 10.1Document5 pagesIGCSE COMMERCE Chapter 10.1Tahmid Raihan100% (1)
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Detailed Advertisement JR Asst MGR IDBI Bank PGDBF 2023 24Document26 pagesDetailed Advertisement JR Asst MGR IDBI Bank PGDBF 2023 24Udit SinghNo ratings yet
- D-Code Presentation - Building ABAP Applications Using Code PushdownDocument71 pagesD-Code Presentation - Building ABAP Applications Using Code PushdownMohit PandyaNo ratings yet
- SBxx-1SP-US-40-IA-xx-16 Instruct ManDocument224 pagesSBxx-1SP-US-40-IA-xx-16 Instruct ManSmellyDog360No ratings yet
- SABA Migration RunBook v1.0 20210913xlsxDocument54 pagesSABA Migration RunBook v1.0 20210913xlsxZakaria AlmamariNo ratings yet
- Edukasyon Sa Pagpapakatao 6 q1w4Document26 pagesEdukasyon Sa Pagpapakatao 6 q1w4Juliet Del RosarioNo ratings yet
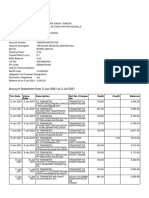
- Account Statement From 3 Jan 2021 To 3 Jul 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument8 pagesAccount Statement From 3 Jan 2021 To 3 Jul 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceSanatan ThakurNo ratings yet
- Fs Project ReportDocument50 pagesFs Project Reportfizzy thingsNo ratings yet
- Process Data Sheet For Gas Oil Storage Tank (Tk-1101A/B) (Cheshme Shour Pump Station)Document4 pagesProcess Data Sheet For Gas Oil Storage Tank (Tk-1101A/B) (Cheshme Shour Pump Station)aliNo ratings yet
- First Order Logic: Artificial Intelligence COSC-3112 Ms. Humaira AnwerDocument24 pagesFirst Order Logic: Artificial Intelligence COSC-3112 Ms. Humaira AnwerKhizrah RafiqueNo ratings yet
- Research Paper Latex ExampleDocument8 pagesResearch Paper Latex Exampleafnkjdhxlewftq100% (1)
- M2 Pre-Task: Application Software - System Software Driver Software Programming SoftwareDocument2 pagesM2 Pre-Task: Application Software - System Software Driver Software Programming SoftwareBee Anne BiñasNo ratings yet
- Running IDocument3 pagesRunning IQuality Design & ConstructionNo ratings yet
- Weld-On Brackets Type 35Document1 pageWeld-On Brackets Type 35Achraf BoudayaNo ratings yet
- EM0505 3.0v1 Introduction To Sophos EmailDocument19 pagesEM0505 3.0v1 Introduction To Sophos EmailemendozaNo ratings yet
- Oracle Database 12c: Administration Workshop Student Guide Volume 2 D78846GC10 - sg2Document374 pagesOracle Database 12c: Administration Workshop Student Guide Volume 2 D78846GC10 - sg2Nelson NelsonNo ratings yet
- The Cybersecurity Sorcery Cube Scatter Quizlet - Gonzalez Garcia GabrielDocument3 pagesThe Cybersecurity Sorcery Cube Scatter Quizlet - Gonzalez Garcia GabrielSharon AlvarezNo ratings yet
- Pucknell Vlsi Design PDF - CompressDocument2 pagesPucknell Vlsi Design PDF - CompressKotresh HothurNo ratings yet
- Seminar3 enDocument7 pagesSeminar3 enandreiNo ratings yet
- Medium-Low Speed AD LiDAR Perception Solution Brochure EN 20200312Document2 pagesMedium-Low Speed AD LiDAR Perception Solution Brochure EN 20200312nazi1945No ratings yet
- Selection of Competencies Requiring Ict IntegrationDocument27 pagesSelection of Competencies Requiring Ict IntegrationMarShel Vlogs100% (1)