You might also like
- Performance Analysis of Different Friction Models in The Numerical Simulation of The Isothermal Forging ProcessDocument8 pagesPerformance Analysis of Different Friction Models in The Numerical Simulation of The Isothermal Forging ProcessIJAERS JOURNALNo ratings yet
- Performance of Predictive Models To Determine Weld Bead Shape - 2022 - Marine STDocument13 pagesPerformance of Predictive Models To Determine Weld Bead Shape - 2022 - Marine STAditya KumarNo ratings yet
- Numerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsDocument7 pagesNumerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsØussama BoutebelNo ratings yet
- 15.P.sathIYA 2009 Optimization of Friction Welding Parameters UsingDocument9 pages15.P.sathIYA 2009 Optimization of Friction Welding Parameters UsingSyarif HidayatullahNo ratings yet
- ANN and fuzzy logic models for predicting weld residual stressDocument10 pagesANN and fuzzy logic models for predicting weld residual stressEsteban MerinoNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016Document8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016615513No ratings yet
- Materials Today: Proceedings: E. Mohan, L. Mamundi Azaath, U. Natarajan, S. RaghuramanDocument6 pagesMaterials Today: Proceedings: E. Mohan, L. Mamundi Azaath, U. Natarajan, S. RaghuramanAzaath AzuNo ratings yet
- Preprints201810 0249 v1Document34 pagesPreprints201810 0249 v1kenneth lohNo ratings yet
- Materials and Design: Farid Vakili-Tahami, Ali Ziaei-AslDocument9 pagesMaterials and Design: Farid Vakili-Tahami, Ali Ziaei-AslHaile SolomonNo ratings yet
- Study and Analysis of Tool Chip Interface Friction in Orthogonal Metal Cutting by Finite Element Method IJERTCONV3IS19138Document8 pagesStudy and Analysis of Tool Chip Interface Friction in Orthogonal Metal Cutting by Finite Element Method IJERTCONV3IS19138Abhishek BihariNo ratings yet
- Finite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsDocument10 pagesFinite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsAzaath AzuNo ratings yet
- Mathematical Modeling For Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt WeldsDocument6 pagesMathematical Modeling For Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt WeldsAnusua DasNo ratings yet
- 2 MankovaDocument4 pages2 MankovaBehailu FelekeNo ratings yet
- Experiment On Optimization of Robot Welding Process ParametersDocument4 pagesExperiment On Optimization of Robot Welding Process ParametersRaj SoniNo ratings yet
- Welding Project Report PDFDocument61 pagesWelding Project Report PDFEzzadin Baban50% (6)
- Design and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewDocument10 pagesDesign and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewTJPRC PublicationsNo ratings yet
- Sadhana PaperDocument16 pagesSadhana PaperPearl IPNo ratings yet
- Finite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyDocument15 pagesFinite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyEdo DestradaNo ratings yet
- A Comparison of Orthogonal Cutting Data From Experiments With Three Different Finite Element ModelsDocument12 pagesA Comparison of Orthogonal Cutting Data From Experiments With Three Different Finite Element ModelsAHMED MSPNo ratings yet
- Ijaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)Document9 pagesIjaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)IAEME PublicationNo ratings yet
- Numerical Modeling of Temperature Distribution in Laser Beam Welding of 304 Stainless SteelDocument12 pagesNumerical Modeling of Temperature Distribution in Laser Beam Welding of 304 Stainless SteelTJPRC PublicationsNo ratings yet
- Materials and Design: Liang Tian, Yu Luo, Yang Wang, Xiao WuDocument15 pagesMaterials and Design: Liang Tian, Yu Luo, Yang Wang, Xiao WuEsteban MerinoNo ratings yet
- New Parametric Study On Nugget Size in Resistance Spot Welding Using Finite Element MethodDocument10 pagesNew Parametric Study On Nugget Size in Resistance Spot Welding Using Finite Element MethodJoel BrasilBorgesNo ratings yet
- Analysis of Thermal Stresses and Its Effect in The MultipDocument8 pagesAnalysis of Thermal Stresses and Its Effect in The MultipmarcosNo ratings yet
- Experimental Investigation On The Effects of ProceDocument17 pagesExperimental Investigation On The Effects of ProceHussain AlsaadyNo ratings yet
- Statistical Modeling and Optimization of Resistance Spot WeldingDocument11 pagesStatistical Modeling and Optimization of Resistance Spot WeldingLívia Rodrigues0% (1)
- Modeling of The MIG Welding Process Using Statistical ApproachesDocument25 pagesModeling of The MIG Welding Process Using Statistical ApproachesBarnik Saha RoyNo ratings yet
- An Approach To Optimize MIG Welding Parameters by Using Design of ExperimentsDocument14 pagesAn Approach To Optimize MIG Welding Parameters by Using Design of ExperimentsRadhe shamNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsDocument8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковNo ratings yet
- Finite Element Analysis and Opmization of Weld Distortion ChassisDocument6 pagesFinite Element Analysis and Opmization of Weld Distortion ChassisJuan Sebastian CameroNo ratings yet
- Previous Paper - EditedDocument7 pagesPrevious Paper - EditedNaveen KumarNo ratings yet
- Parametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodDocument11 pagesParametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodNarendra KalerNo ratings yet
- Effect of Operating Parameters On Plate Bending by Laser Line HeatingDocument8 pagesEffect of Operating Parameters On Plate Bending by Laser Line HeatingBiplab DasNo ratings yet
- Failure Theories - Lotfi2018 - Article - 3DNumericalAnalysisOfDrillingPDocument11 pagesFailure Theories - Lotfi2018 - Article - 3DNumericalAnalysisOfDrillingPkhaled matougNo ratings yet
- Materials Today: Proceedings: Rishabh Narang, Vibhu Maheshwari, Pradeep KhannaDocument9 pagesMaterials Today: Proceedings: Rishabh Narang, Vibhu Maheshwari, Pradeep KhannaLê Văn ThảoNo ratings yet
- Ijmet 06 10 002Document18 pagesIjmet 06 10 002IAEME PublicationNo ratings yet
- Materials: 2D Finite Element Modeling of The Cutting Force in Peripheral Milling of Cellular MetalsDocument15 pagesMaterials: 2D Finite Element Modeling of The Cutting Force in Peripheral Milling of Cellular MetalsOmar RabehNo ratings yet
- Mechanical Properties AA 1050/5083 Friction Stir WeldsDocument8 pagesMechanical Properties AA 1050/5083 Friction Stir WeldsShine KunnathNo ratings yet
- 15 3 14 PDFDocument15 pages15 3 14 PDFaliNo ratings yet
- 2nd PaperDocument11 pages2nd PaperGaurav PandeyNo ratings yet
- 10 11648 J Ajmie 20230801 12Document11 pages10 11648 J Ajmie 20230801 12Elina EsfandiariNo ratings yet
- Optimization of Process Parameters of Friction Stir Welding of Aa 6082-T6 Using Grey Based Taguchi MethodDocument8 pagesOptimization of Process Parameters of Friction Stir Welding of Aa 6082-T6 Using Grey Based Taguchi MethodTJPRC PublicationsNo ratings yet
- IEI Journal PaperDocument7 pagesIEI Journal PaperPearl IPNo ratings yet
- Spot Welding ThesisDocument7 pagesSpot Welding Thesisafcnugzpd100% (1)
- Manuscript Tesfaye.GDocument17 pagesManuscript Tesfaye.Gtesfaye gurmesaNo ratings yet
- JJMIE-46!13!01 PSO Based Neurak Network Prediction and Its Utilization in Gmaw ProcessDocument10 pagesJJMIE-46!13!01 PSO Based Neurak Network Prediction and Its Utilization in Gmaw Processmeckup123No ratings yet
- NJMSE - Vol 9 Finite Element Modelling Cutting Speed Oluwajobi and EgbebodeDocument9 pagesNJMSE - Vol 9 Finite Element Modelling Cutting Speed Oluwajobi and EgbebodeDani SaadNo ratings yet
- Two-Dimensional Finite Element Analysis of Turning ProcessesDocument11 pagesTwo-Dimensional Finite Element Analysis of Turning Processesneeraj0309No ratings yet
- 1 s2.0 S1018364717303336 Main PDFDocument8 pages1 s2.0 S1018364717303336 Main PDFMathias BoldtNo ratings yet
- Modal AnalysisDocument4 pagesModal AnalysisJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Simulation Modelling Practice and Theory: C. Heinze, C. Schwenk, M. RethmeierDocument13 pagesSimulation Modelling Practice and Theory: C. Heinze, C. Schwenk, M. RethmeierKay WhiteNo ratings yet
- Comparison of Multiple Regression and Radial Basis PDFDocument8 pagesComparison of Multiple Regression and Radial Basis PDFM. Sadiq. A. PachapuriNo ratings yet
- Use of Taguchi Method To Develop A Robust Design For The Magnesium Alloy Die Casting ProcessDocument6 pagesUse of Taguchi Method To Develop A Robust Design For The Magnesium Alloy Die Casting ProcessAnonymous bxSHQNErxNo ratings yet
- Optimal machining parameters for EDM of SS304 using GRA and Taguchi methodDocument8 pagesOptimal machining parameters for EDM of SS304 using GRA and Taguchi methodBrijKishoreSinghNo ratings yet
- 10 1016@j Matpr 2020 02 382Document4 pages10 1016@j Matpr 2020 02 382Desalegn DgaNo ratings yet
- MIg Welding PRocessDocument7 pagesMIg Welding PRocesspratul acharyaNo ratings yet
- (I Articulo) 2013 APEM8-1 - 013-024Document12 pages(I Articulo) 2013 APEM8-1 - 013-024Esteban MerinoNo ratings yet
- Process Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignDocument9 pagesProcess Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignSREEJITH S NAIRNo ratings yet
- Optimization of EDM Process Parameters in Machining of 17-4 PH Steel Using Taguchi MethodDocument8 pagesOptimization of EDM Process Parameters in Machining of 17-4 PH Steel Using Taguchi Method317-Darpan SatijaNo ratings yet
- Multiscale Modeling of Additively Manufactured Metals: Application to Laser Powder Bed Fusion ProcessFrom EverandMultiscale Modeling of Additively Manufactured Metals: Application to Laser Powder Bed Fusion ProcessNo ratings yet
- Problem FormulationDocument7 pagesProblem FormulationManikandan HariharanNo ratings yet
- Class Time Table Template Updated 2Document3 pagesClass Time Table Template Updated 2Manikandan HariharanNo ratings yet
- Congratulations! Payment For Invoice No. Is SuccessfulDocument1 pageCongratulations! Payment For Invoice No. Is SuccessfulManikandan HariharanNo ratings yet
- CE - SyllabusDocument1 pageCE - SyllabusManikandan HariharanNo ratings yet
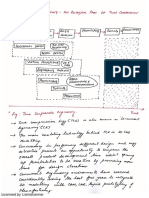
- Time Compression EnggDocument2 pagesTime Compression EnggManikandan HariharanNo ratings yet
- RPDocument246 pagesRPParth ModiNo ratings yet
- Blisk TechnologyDocument25 pagesBlisk TechnologyMichele AndreozziNo ratings yet
- Experimental Analysis of Rotary Friction Joining Process by EN1A Bright Mild Steel Under Normal Air and Wet Environment ConditionDocument6 pagesExperimental Analysis of Rotary Friction Joining Process by EN1A Bright Mild Steel Under Normal Air and Wet Environment ConditionRafael PriambadhaNo ratings yet
- Performance of Dynamometer With Sensor Type Single Bar For Measuring Drive Power of Rotary Friction Welding MachineDocument8 pagesPerformance of Dynamometer With Sensor Type Single Bar For Measuring Drive Power of Rotary Friction Welding MachineAldi muhammad al-muhdarNo ratings yet
- A Study On Rotary Friction Welding of Titanium AllDocument10 pagesA Study On Rotary Friction Welding of Titanium AllmadhukarNo ratings yet
- A Holistic Approach On The Simulation of Rotary-Friction-WeldingDocument6 pagesA Holistic Approach On The Simulation of Rotary-Friction-WeldingMohammed SakhlainNo ratings yet