You might also like
- BS En-12285-1Document159 pagesBS En-12285-1shaggeruk85% (13)
- Welding Project Report PDFDocument61 pagesWelding Project Report PDFEzzadin Baban50% (6)
- Temperature and Torque in FSSW of Steel Sheets: Experimental Measurements and ModellingDocument12 pagesTemperature and Torque in FSSW of Steel Sheets: Experimental Measurements and ModellingSree SabariNo ratings yet
- Preprints201810 0249 v1Document34 pagesPreprints201810 0249 v1kenneth lohNo ratings yet
- A Study On Rotary Friction Welding of Titanium AllDocument10 pagesA Study On Rotary Friction Welding of Titanium AllmadhukarNo ratings yet
- Finite Element Modeling of Multi-Pass Welding and Shaped Metal Deposition ProcessesDocument17 pagesFinite Element Modeling of Multi-Pass Welding and Shaped Metal Deposition ProcessesDuarte NetoNo ratings yet
- Journal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆDocument9 pagesJournal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆasdfNo ratings yet
- RESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCDocument26 pagesRESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCGabriel PaesNo ratings yet
- 2nd PaperDocument11 pages2nd PaperGaurav PandeyNo ratings yet
- Theoretical and Applied Fracture Mechanics: D.G. Karalis, V.J. Papazoglou, D.I. PantelisDocument8 pagesTheoretical and Applied Fracture Mechanics: D.G. Karalis, V.J. Papazoglou, D.I. PantelismonikeshNo ratings yet
- 1 s2.0 S2214785322056073 MainDocument7 pages1 s2.0 S2214785322056073 MainManikandan HariharanNo ratings yet
- 1 s2.0 S0261306913007541 Main PDFDocument12 pages1 s2.0 S0261306913007541 Main PDFAnonymous UYu1WyONo ratings yet
- Materials 15 02545 v2Document23 pagesMaterials 15 02545 v2Bhawesh SthaNo ratings yet
- JMMP 02 00063Document19 pagesJMMP 02 00063kishoreNo ratings yet
- Three-Dimensional Welding Analysis Using An Adaptive Mesh SchemeDocument9 pagesThree-Dimensional Welding Analysis Using An Adaptive Mesh Schemehosseinidokht86No ratings yet
- Software Estimates Steel WeldabilityDocument5 pagesSoftware Estimates Steel WeldabilitySudeep Kumar SinghNo ratings yet
- 2 MankovaDocument4 pages2 MankovaBehailu FelekeNo ratings yet
- Sadhana PaperDocument16 pagesSadhana PaperPearl IPNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016Document8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016615513No ratings yet
- IEI Journal PaperDocument7 pagesIEI Journal PaperPearl IPNo ratings yet
- Prediction of Hot Tear Defects in Steel Castings Using A Damage Based ModelDocument8 pagesPrediction of Hot Tear Defects in Steel Castings Using A Damage Based ModelAdilchelakotNo ratings yet
- Preliminary Study On Rapid Prototyping TechnologyDocument11 pagesPreliminary Study On Rapid Prototyping Technology开始关心你No ratings yet
- A Method To Improve Efficiency in Welding Simulations For Simulation Driven DesignDocument10 pagesA Method To Improve Efficiency in Welding Simulations For Simulation Driven DesignV DhinakaranNo ratings yet
- Additive Manufacturing: Shukri Afazov, Willem A.D. Denmark, Borja Lazaro Toralles, Adam Holloway, Anas YaghiDocument8 pagesAdditive Manufacturing: Shukri Afazov, Willem A.D. Denmark, Borja Lazaro Toralles, Adam Holloway, Anas YaghiAbdullah UYSALNo ratings yet
- Finite Element Prediction of Temperature Rise Distribution in Turning Process of AISI 1045 Carbon SteelDocument19 pagesFinite Element Prediction of Temperature Rise Distribution in Turning Process of AISI 1045 Carbon Steelasitzone4uNo ratings yet
- Finite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsDocument10 pagesFinite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsAzaath AzuNo ratings yet
- Numerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsDocument7 pagesNumerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsØussama BoutebelNo ratings yet
- 1 s2.0 S221478532038651X Main PDFDocument10 pages1 s2.0 S221478532038651X Main PDFChigoChigoNo ratings yet
- 7206 9292 1 PB PDFDocument11 pages7206 9292 1 PB PDFMichael SerraNo ratings yet
- Numerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladeDocument11 pagesNumerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladepinkungNo ratings yet
- New Parametric Study On Nugget Size in Resistance Spot Welding Using Finite Element MethodDocument10 pagesNew Parametric Study On Nugget Size in Resistance Spot Welding Using Finite Element MethodJoel BrasilBorgesNo ratings yet
- Advances in Engineering Software: SciencedirectDocument11 pagesAdvances in Engineering Software: SciencedirectCesar10TNo ratings yet
- Control and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsDocument16 pagesControl and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsMostafaNo ratings yet
- Predicting Weld Resid Stres Dissimilar Metal Girth Weld Pipe Using 3D FEM With A Simplified Heat SourceDocument9 pagesPredicting Weld Resid Stres Dissimilar Metal Girth Weld Pipe Using 3D FEM With A Simplified Heat SourceAngelo GontijoNo ratings yet
- V1i7 Ijertv1is7399 PDFDocument9 pagesV1i7 Ijertv1is7399 PDFPuti FikriNo ratings yet
- Research On Welding Deformation For Box Girder ofDocument12 pagesResearch On Welding Deformation For Box Girder oframiNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- 3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDocument7 pages3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDebabrata PodderNo ratings yet
- Laser Welding Process Specification Base On Welding TheoriesDocument7 pagesLaser Welding Process Specification Base On Welding TheoriesIlea VladNo ratings yet
- Numerical Simulation and Experimental Research OnDocument11 pagesNumerical Simulation and Experimental Research OnSiul Otrebla AtelavazNo ratings yet
- Mig Welding Research PaperDocument4 pagesMig Welding Research Papers0l1nawymym3100% (1)
- Fulltext02 PDFDocument51 pagesFulltext02 PDFAbdelkader LoussaiefNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsDocument8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковNo ratings yet
- Thermo-Mechanical Model of A TIG Welding Process FDocument6 pagesThermo-Mechanical Model of A TIG Welding Process FGiustNo ratings yet
- Manuscript Tesfaye.GDocument17 pagesManuscript Tesfaye.Gtesfaye gurmesaNo ratings yet
- Building blocks for a digital twin of additive manufacturingDocument10 pagesBuilding blocks for a digital twin of additive manufacturingsahilnagula0504No ratings yet
- Determination of Temperature Distribution in The Cutting Zone PDFDocument8 pagesDetermination of Temperature Distribution in The Cutting Zone PDFJuri JurieNo ratings yet
- Study of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelDocument10 pagesStudy of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelSüleymanŞentürkNo ratings yet
- A Simplified Modelling Approach For Thermal Behaviour Analysis in Hybrid Plasma Arc-Laser Additive ManufacturingDocument20 pagesA Simplified Modelling Approach For Thermal Behaviour Analysis in Hybrid Plasma Arc-Laser Additive Manufacturingmoe chenNo ratings yet
- Thermophysical PropertiesDocument14 pagesThermophysical PropertiesKalinga BalNo ratings yet
- Sysweld Welding ReportDocument23 pagesSysweld Welding ReportAsiahKuzaimanNo ratings yet
- The Optimization of Friction Stir Welding Process Parameters To Achievemaximum Tensile Strength in Polyethylene Sheets PDFDocument6 pagesThe Optimization of Friction Stir Welding Process Parameters To Achievemaximum Tensile Strength in Polyethylene Sheets PDFSantiago EscobarNo ratings yet
- FEM Study On The Effect of The Tool Geometry On The Machining Aspects (Turning) of Steel AlloyDocument36 pagesFEM Study On The Effect of The Tool Geometry On The Machining Aspects (Turning) of Steel AlloyManoj Kumar ReddyNo ratings yet
- Numerical Modelling of Welded T-Joint Configurations Using SysweldDocument10 pagesNumerical Modelling of Welded T-Joint Configurations Using SysweldJulio Andrés Casal RamosNo ratings yet
- Design and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewDocument10 pagesDesign and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewTJPRC PublicationsNo ratings yet
- Heat Transfer Modeling of Metal Deposition Employing Welding Heat SourceDocument9 pagesHeat Transfer Modeling of Metal Deposition Employing Welding Heat SourcefelavinNo ratings yet
- Numerical Optimization On Hot Forging PRDocument7 pagesNumerical Optimization On Hot Forging PRAnkit SahuNo ratings yet
- Finite Element Modelling of Temperature Distribution in The Cutting Zone in Turning Processes With Differently Coated Tools - 2005 - Journal of MaterialsDocument8 pagesFinite Element Modelling of Temperature Distribution in The Cutting Zone in Turning Processes With Differently Coated Tools - 2005 - Journal of MaterialsRiston SinagaNo ratings yet
- Friction Stir Welding Material ABSDocument23 pagesFriction Stir Welding Material ABSBambang KusharjantaNo ratings yet
- Hot Rolling ThesisDocument8 pagesHot Rolling ThesisClaire Webber100% (1)
- Kidsafe SA Fencing Playspaces Info Sheet 2019Document2 pagesKidsafe SA Fencing Playspaces Info Sheet 2019Haile SolomonNo ratings yet
- Xiu-Chun WU, Wen-Qiang ZHENG, Pan Zhou: Topology Optimization Design of Bus Body Structure Based On Altair-OptistructDocument6 pagesXiu-Chun WU, Wen-Qiang ZHENG, Pan Zhou: Topology Optimization Design of Bus Body Structure Based On Altair-OptistructHaile SolomonNo ratings yet
- Study On The Stiffness Improvement of Bus Structure: Paper Series 931995Document10 pagesStudy On The Stiffness Improvement of Bus Structure: Paper Series 931995Haile SolomonNo ratings yet
- 7 Torsional Stiffness and Weight OptimizationDocument7 pages7 Torsional Stiffness and Weight OptimizationtesfayeNo ratings yet
- Surface Roughness and Its Effects in Tribology: Mitjan Kalin, Janez KogovšekDocument33 pagesSurface Roughness and Its Effects in Tribology: Mitjan Kalin, Janez KogovšekAli Faiz AbotiheenNo ratings yet
- Graphical Display: Graphics Cards Tested : Release 19.1 Minimum Graphics RequirementsDocument2 pagesGraphical Display: Graphics Cards Tested : Release 19.1 Minimum Graphics RequirementsHaile SolomonNo ratings yet
- Research Article: Multivariate Streamflow Simulation Using Hybrid Deep Learning ModelsDocument16 pagesResearch Article: Multivariate Streamflow Simulation Using Hybrid Deep Learning ModelsHaile SolomonNo ratings yet
- Research Article: Multivariate Streamflow Simulation Using Hybrid Deep Learning ModelsDocument16 pagesResearch Article: Multivariate Streamflow Simulation Using Hybrid Deep Learning ModelsHaile SolomonNo ratings yet
- Information For Authors: 1. Aims and ScopeDocument7 pagesInformation For Authors: 1. Aims and ScopeHaile SolomonNo ratings yet
- Engineering Fracture Mechanics: Michele Zappalorto, Marco Salviato, Marino QuaresiminDocument15 pagesEngineering Fracture Mechanics: Michele Zappalorto, Marco Salviato, Marino QuaresiminHaile SolomonNo ratings yet
- IPC-TM-650 Test Methods Manual: 3000 Lakeside Drive, Suite 309S Bannockburn, IL 60015-1249Document8 pagesIPC-TM-650 Test Methods Manual: 3000 Lakeside Drive, Suite 309S Bannockburn, IL 60015-1249Haile SolomonNo ratings yet
- IPC-TM-650 Test Methods Manual: 3000 Lakeside Drive, Suite 309S Bannockburn, IL 60015-1249Document8 pagesIPC-TM-650 Test Methods Manual: 3000 Lakeside Drive, Suite 309S Bannockburn, IL 60015-1249Haile SolomonNo ratings yet
- 5.1 Development of Finite Element ModelDocument21 pages5.1 Development of Finite Element ModelHaile SolomonNo ratings yet
- Finite Elements in Analysis and Design: Frédéric Druesne, Mohamed Bader Boubaker, Pascal LardeurDocument14 pagesFinite Elements in Analysis and Design: Frédéric Druesne, Mohamed Bader Boubaker, Pascal LardeurHaile SolomonNo ratings yet
- Rollover Analysis of Passenger Bus As Per AIS-031Document11 pagesRollover Analysis of Passenger Bus As Per AIS-031Ivan ObandoNo ratings yet
- Rollover Analysis of Passenger Bus As Per AIS-031Document11 pagesRollover Analysis of Passenger Bus As Per AIS-031Ivan ObandoNo ratings yet
- Engineering Fracture Mechanics: Michele Zappalorto, Marco Salviato, Marino QuaresiminDocument15 pagesEngineering Fracture Mechanics: Michele Zappalorto, Marco Salviato, Marino QuaresiminHaile SolomonNo ratings yet
- 4 6021360109643367463 PDFDocument265 pages4 6021360109643367463 PDFEndayenewMollaNo ratings yet
- Performance Analysis On Public Bus Transport of The City of Addis AbabaDocument8 pagesPerformance Analysis On Public Bus Transport of The City of Addis AbabaHaile SolomonNo ratings yet
- Abaqus Technology Brief. Automobile Roof Crush Analysis With AbaqusDocument5 pagesAbaqus Technology Brief. Automobile Roof Crush Analysis With AbaqusHaile SolomonNo ratings yet
- How To Write A Scientific Manuscript For PublicatiDocument11 pagesHow To Write A Scientific Manuscript For PublicatiHaile SolomonNo ratings yet
- Shell StructureDocument2 pagesShell StructureHaile SolomonNo ratings yet
- Introducing MATLABDocument31 pagesIntroducing MATLABHaile SolomonNo ratings yet
- Advanced MechanicsDocument26 pagesAdvanced MechanicsHaile SolomonNo ratings yet
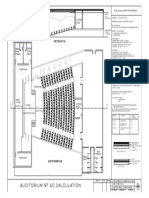
- RT 60 Calculation for AuditoriumDocument1 pageRT 60 Calculation for AuditoriumAniket WayalNo ratings yet
- Paint and coating products guideDocument3 pagesPaint and coating products guideErica ReomaNo ratings yet
- Mock 3R Chemistry QDocument3 pagesMock 3R Chemistry QLucid Lynx100% (1)
- Light Emitting PolymerDocument21 pagesLight Emitting PolymerGurpreet UppalNo ratings yet
- Henry Dee Taking Off Beme For Office Building of 40m October 2016Document257 pagesHenry Dee Taking Off Beme For Office Building of 40m October 2016Henry DiyokeNo ratings yet
- Santer W4 + TugasDocument67 pagesSanter W4 + Tugasoreo-orion100% (1)
- Methodology For Definition of Bending Radius and Pullback Force in HDD Operations Danilo Machado L. Da Silva, Marcos V. Rodrigues, Asle Venås Antonio Roberto de MedeirosDocument8 pagesMethodology For Definition of Bending Radius and Pullback Force in HDD Operations Danilo Machado L. Da Silva, Marcos V. Rodrigues, Asle Venås Antonio Roberto de MedeirosMAHESH CHAND100% (1)
- Thermal PCT 2 (PDL) Gold GmoDocument1 pageThermal PCT 2 (PDL) Gold Gmojuan herreraNo ratings yet
- 2011, Ippolito, Drinking Water Treatment Residuals A Review of RecDocument13 pages2011, Ippolito, Drinking Water Treatment Residuals A Review of RecAfranio Neves JrNo ratings yet
- Martensite in SteelDocument18 pagesMartensite in SteelcorsamaxxNo ratings yet
- PRESTRESSED CONCRETE 03 Rev00Document4 pagesPRESTRESSED CONCRETE 03 Rev00Hussein MuslihNo ratings yet
- CLASS 08 NSTSE-2023-Paper UN489Document24 pagesCLASS 08 NSTSE-2023-Paper UN489User__123No ratings yet
- Combination Flame Arrester & Free VentDocument4 pagesCombination Flame Arrester & Free Ventyulianus_srNo ratings yet
- Chemistry Investigatory Project 2018-19: Setting of CementDocument18 pagesChemistry Investigatory Project 2018-19: Setting of CementNitin Sai AvirneniNo ratings yet
- Operation Refilling and Maintenance Manual: Hatsuta Seisakusho Co. LTDDocument7 pagesOperation Refilling and Maintenance Manual: Hatsuta Seisakusho Co. LTDNego1975No ratings yet
- Biodegradable Therapeutic Mofs For The Delivery of Bioactive MoleculesDocument4 pagesBiodegradable Therapeutic Mofs For The Delivery of Bioactive MoleculesJavier NeriNo ratings yet
- RAN Chemicals - Products - Powder Paint - Pure Polyster - For 93:7 - Carboxylated Polyester (R-3930)Document3 pagesRAN Chemicals - Products - Powder Paint - Pure Polyster - For 93:7 - Carboxylated Polyester (R-3930)crplzNo ratings yet
- CTOD Testing - Job Knowledge 76 TWIDocument3 pagesCTOD Testing - Job Knowledge 76 TWIryan.sNo ratings yet
- Ravi CellDocument45 pagesRavi Cellapi-3725726100% (1)
- Diagram Alir Pembuatan 2-Etil Heksanol Dari Propilen Dan Gas Sintesa Kapasitas 100.000 Ton/TahunDocument1 pageDiagram Alir Pembuatan 2-Etil Heksanol Dari Propilen Dan Gas Sintesa Kapasitas 100.000 Ton/TahunSafira KhairinaNo ratings yet
- Comparative Study On The Combustion Performance of Coals On A Pilot-Scale Test Rig Simulating Blast Furnace Pulverized Coal Injection and A Lab-Scale Drop-Tube FurnaceDocument6 pagesComparative Study On The Combustion Performance of Coals On A Pilot-Scale Test Rig Simulating Blast Furnace Pulverized Coal Injection and A Lab-Scale Drop-Tube FurnaceAlan Carneiro100% (1)
- Role of Washing-Off Agents in Textile Wet-ProcessingDocument3 pagesRole of Washing-Off Agents in Textile Wet-ProcessingFathi MustafaNo ratings yet
- Bulk Modulus - My DataBookDocument4 pagesBulk Modulus - My DataBookดั๊มพ์ วาสนาทิพย์No ratings yet
- 10 Provisional RestorationsDocument15 pages10 Provisional RestorationsDaniel Espinoza EspinozaNo ratings yet
- Me Gate Books Highly RecommendedDocument3 pagesMe Gate Books Highly RecommendedMusycal FynncNo ratings yet
- Aramco Specific Evaluations For WeldingDocument6 pagesAramco Specific Evaluations For WeldingTrived MahankaliNo ratings yet
- LNG DehydrationDocument17 pagesLNG Dehydrationmctimlim100% (1)
- Experimental and Numerical Investigations of Athletic Prosthetic Feet Made of Fiber Glass Reinforced EpoxyDocument6 pagesExperimental and Numerical Investigations of Athletic Prosthetic Feet Made of Fiber Glass Reinforced EpoxyMohsin NooriNo ratings yet
- SEMESTER-X - Physics Questions - 2020 - AU PDFDocument7 pagesSEMESTER-X - Physics Questions - 2020 - AU PDFRaunak AnjumNo ratings yet