You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Footprints Katalog enDocument68 pagesFootprints Katalog enorthopluschiosNo ratings yet
- S Aaa SWG MV Dist 11 Fixed 0.4 Ac (Rev.0 2011)Document23 pagesS Aaa SWG MV Dist 11 Fixed 0.4 Ac (Rev.0 2011)mahmoudNo ratings yet
- Method Statement - Installation of Ss & Ms Pipe ScribdDocument12 pagesMethod Statement - Installation of Ss & Ms Pipe Scribddadz mingi100% (7)
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- ReboilerDocument20 pagesReboilerSuryaprakashNo ratings yet
- TR 47-180 Floor Deck Profile Data Sheet 9-12-14 PDFDocument3 pagesTR 47-180 Floor Deck Profile Data Sheet 9-12-14 PDFAkhil VNNo ratings yet
- Guidelines & Specifications - Civil & Tower Works PDFDocument32 pagesGuidelines & Specifications - Civil & Tower Works PDFHeaven's Prince0% (1)
- CosolvancyDocument6 pagesCosolvancyyashpandya01No ratings yet
- Smelting Potential of Hismelt Technology For High-Phosphorus Iron Ore and IlmeniteDocument5 pagesSmelting Potential of Hismelt Technology For High-Phosphorus Iron Ore and IlmeniteamrohNo ratings yet
- Incinerator PDFDocument11 pagesIncinerator PDFDhayalan NethirananthamNo ratings yet
- PDF PDFDocument10 pagesPDF PDFirpansejatiNo ratings yet
- Model Est For CC RoadsDocument51 pagesModel Est For CC RoadsThota Revanth100% (1)
- Ice Freezer CatalogDocument32 pagesIce Freezer CatalogBog QuinteroNo ratings yet
- FBC Boiler Operation PDFDocument2 pagesFBC Boiler Operation PDFNicholasNo ratings yet
- DiclorosilanoDocument15 pagesDiclorosilanoLeo GatesNo ratings yet
- 3.4 Electrolytic and Voltaic CellsDocument3 pages3.4 Electrolytic and Voltaic CellsSY ChowNo ratings yet
- Technical Textile 1st LectureDocument13 pagesTechnical Textile 1st LectureZeshan AbdullahNo ratings yet
- Biogas: Sources, Purification and Uses: Martín Ramírez J. M. GómezDocument29 pagesBiogas: Sources, Purification and Uses: Martín Ramírez J. M. GómezDian AlbertoNo ratings yet
- 2015 ASME Table 1BDocument253 pages2015 ASME Table 1BfrankNo ratings yet
- List DME II ProjectsDocument1 pageList DME II ProjectsshekhusatavNo ratings yet
- A Heart Pounding Presence: BranchesDocument8 pagesA Heart Pounding Presence: Branchesmax_koolNo ratings yet
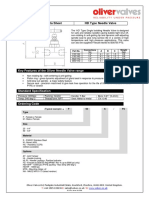
- Product Data Sheet Product Data Sheet HD Type Needle Valve HD Type Needle ValveDocument1 pageProduct Data Sheet Product Data Sheet HD Type Needle Valve HD Type Needle Valvesadegh moeini farNo ratings yet
- TME87Document1 pageTME87bishwajit salamNo ratings yet
- Vacuum Insulation Panels For Building ApplicationsDocument10 pagesVacuum Insulation Panels For Building ApplicationsBadar Ayub IzharNo ratings yet
- Prospects of Low Cost Housing in IndiaDocument6 pagesProspects of Low Cost Housing in IndiaRam Prabesh YadavNo ratings yet
- Homework #2 For Chemical Process Calculation PDFDocument2 pagesHomework #2 For Chemical Process Calculation PDFUrgen TamangNo ratings yet
- Axminster EX-21 Scroll Saw ManualDocument36 pagesAxminster EX-21 Scroll Saw ManualSquinkleNo ratings yet
- Jensen Mixer Series 400 IomDocument12 pagesJensen Mixer Series 400 IomEbrian SalmanNo ratings yet
- ASME FiltroDocument11 pagesASME FiltroDenise AGNo ratings yet
- 1.2 (H) MM, Single-Side Recoil TypeDocument4 pages1.2 (H) MM, Single-Side Recoil TypeshyhuNo ratings yet