You might also like
- Drawing For Interior Design 2nd Edition PDFDocument192 pagesDrawing For Interior Design 2nd Edition PDFrishab paharia100% (1)
- Flash On English For MECHANICS & ELECTRONICS - Answer Key and Transcripts Unit 1, Pp. 4-7 1 5Document17 pagesFlash On English For MECHANICS & ELECTRONICS - Answer Key and Transcripts Unit 1, Pp. 4-7 1 5jaagood100% (1)
- Introduction To CAD/CAMDocument81 pagesIntroduction To CAD/CAMTafesse100% (6)
- Journal Paper 1Document6 pagesJournal Paper 1viswanand2203No ratings yet
- Evalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantDocument9 pagesEvalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantInternational Organization of Scientific Research (IOSR)No ratings yet
- Carbid InsetsDocument3 pagesCarbid InsetsGokulraju RangasamyNo ratings yet
- High Speed Milling of Hardened Steel Convex SurfaceDocument12 pagesHigh Speed Milling of Hardened Steel Convex SurfaceZerina ČustovićNo ratings yet
- A Review Paper On Latest Trend On Face Milling Tool-41282Document3 pagesA Review Paper On Latest Trend On Face Milling Tool-41282ajayNo ratings yet
- Luciano Mantovano, Marcos Ponciano, Santiago Serebrinsky, Hugo Ernst, Teresa Pérez, Martin Valdez, Luis ChadDocument10 pagesLuciano Mantovano, Marcos Ponciano, Santiago Serebrinsky, Hugo Ernst, Teresa Pérez, Martin Valdez, Luis ChadMarcelo Varejão CasarinNo ratings yet
- Experimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyDocument6 pagesExperimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyEditor IJTSRDNo ratings yet
- Optimization of Cutting Parameters in Hard Turning of AISI 4340 SteelDocument6 pagesOptimization of Cutting Parameters in Hard Turning of AISI 4340 SteelIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- 41 Ijmperdjun201941Document8 pages41 Ijmperdjun201941TJPRC PublicationsNo ratings yet
- Experimental Study On The High Speed Machining of Hardened Steel KulenovicDocument5 pagesExperimental Study On The High Speed Machining of Hardened Steel KulenovicAustin ShawNo ratings yet
- Experimental Investigation of Face Milling Surface Study On AA1100 by Using VMCDocument7 pagesExperimental Investigation of Face Milling Surface Study On AA1100 by Using VMCIJRASETPublicationsNo ratings yet
- Term Paper: Investigation of The Interaction Between The Surface Quality and Rake Angle in Machining of Aisi 1040 SteelDocument9 pagesTerm Paper: Investigation of The Interaction Between The Surface Quality and Rake Angle in Machining of Aisi 1040 SteelSandeep NairNo ratings yet
- Influence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsDocument6 pagesInfluence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsaliNo ratings yet
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDocument10 pagesA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariNo ratings yet
- 3 25 31 Elamin A Galil: February 2016Document8 pages3 25 31 Elamin A Galil: February 2016Izzah HzmhNo ratings yet
- Process Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24Document8 pagesProcess Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24IJRASETPublicationsNo ratings yet
- Experimental Analysis On Surface Roughness of CNC End Milling Process Using Taguchi Design MethodDocument6 pagesExperimental Analysis On Surface Roughness of CNC End Milling Process Using Taguchi Design MethodYayati JadhavNo ratings yet
- 2d Pentograph MachineDocument11 pages2d Pentograph Machinethekla21_971383176No ratings yet
- Optimization of Process Parameters For Turning Operation On D3 Die SteelDocument4 pagesOptimization of Process Parameters For Turning Operation On D3 Die SteelInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 2 67 1588079784 14ijmperdjun202014Document12 pages2 67 1588079784 14ijmperdjun202014TJPRC PublicationsNo ratings yet
- Machining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelDocument8 pagesMachining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelIJRASETPublicationsNo ratings yet
- International Journal of Chemtech Research: Pravin Pawar, Raj Ballav, Amaresh KumarDocument6 pagesInternational Journal of Chemtech Research: Pravin Pawar, Raj Ballav, Amaresh KumarMuhamad BaharudiantoNo ratings yet
- ProjectDocument51 pagesProjectRushikesh DandagwhalNo ratings yet
- Experimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsDocument5 pagesExperimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Study On Cutting Parameters To Reduce The Surface Roughness in Hard Turning of SKD 61 Steel Using Taguchi MethodDocument4 pagesStudy On Cutting Parameters To Reduce The Surface Roughness in Hard Turning of SKD 61 Steel Using Taguchi MethodEditor IJTSRDNo ratings yet
- Question CDocument10 pagesQuestion CDesalegn DgaNo ratings yet
- Feed RateDocument14 pagesFeed RateAbdallah Irfaan RamjanNo ratings yet
- FEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationDocument6 pagesFEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationpawanrajNo ratings yet
- Ijmet 06 09 001Document9 pagesIjmet 06 09 001IAEME PublicationNo ratings yet
- Machinng MinitabDocument5 pagesMachinng MinitabParanjothi Rajasekar -PD-WINCNo ratings yet
- Acayaba 2015Document6 pagesAcayaba 2015Azaath AzuNo ratings yet
- Bai Bao Nuoc Ngoai Sau TS 12Document8 pagesBai Bao Nuoc Ngoai Sau TS 12EL NeidNo ratings yet
- Comparison of Dry and Flood Turning in Terms of Quality of Turned PartsDocument6 pagesComparison of Dry and Flood Turning in Terms of Quality of Turned PartsBainun AkmalNo ratings yet
- Ijaret: © IaemeDocument17 pagesIjaret: © IaemeIAEME PublicationNo ratings yet
- Study Regarding The Optimal Milling Parameters For Finishing 3D Printed Parts From Abs and Pla MaterialsDocument7 pagesStudy Regarding The Optimal Milling Parameters For Finishing 3D Printed Parts From Abs and Pla MaterialsDaniel BarakNo ratings yet
- Jaser4001 PDFDocument10 pagesJaser4001 PDFFikri SiplhoNo ratings yet
- E8/8#) .8/8F-5&G$ (-G56: Gh&i@'7jklm'ij@Document6 pagesE8/8#) .8/8F-5&G$ (-G56: Gh&i@'7jklm'ij@Adarsh KumarNo ratings yet
- Assessment of Process Parameters in Abrasive Waterjet Cutting of GraniteDocument5 pagesAssessment of Process Parameters in Abrasive Waterjet Cutting of GranitecevherimNo ratings yet
- Ignou Project Rake AngleDocument25 pagesIgnou Project Rake Angledashlucky88No ratings yet
- Application of Modelling and Optimization Methods in Abrasive Water Jet MachiningDocument4 pagesApplication of Modelling and Optimization Methods in Abrasive Water Jet MachiningviverefeliceNo ratings yet
- AWJCDocument29 pagesAWJCМарија МиловановићNo ratings yet
- GD KT Pro-0296-0513 Sen Abs V1Document176 pagesGD KT Pro-0296-0513 Sen Abs V1DougPabitonNo ratings yet
- Mohammad Hafizuddin MokhtarDocument24 pagesMohammad Hafizuddin MokhtarGabryel BogdanNo ratings yet
- Crossmark: Robotics and Computer - Integrated ManufacturingDocument11 pagesCrossmark: Robotics and Computer - Integrated ManufacturingJohn Crister CañeteNo ratings yet
- 2 67 1587472886 2.ijmperdjun20202Document12 pages2 67 1587472886 2.ijmperdjun20202TJPRC PublicationsNo ratings yet
- HTL - 15-5 PH - Effect of The Influence of Cutting Parameters On 15-5PH Stainless Steel ForDocument10 pagesHTL - 15-5 PH - Effect of The Influence of Cutting Parameters On 15-5PH Stainless Steel ForSridhar AtlaNo ratings yet
- Selection of Process Parameters in Abrasive Waterjet Cutting of TitaniumDocument6 pagesSelection of Process Parameters in Abrasive Waterjet Cutting of Titaniumhamza masoodNo ratings yet
- Annals of Oradea Manduka AbazDocument10 pagesAnnals of Oradea Manduka Abazshiny2701No ratings yet
- ICoTA Canada 2010 PresentationDocument33 pagesICoTA Canada 2010 PresentationMahesh sinhaNo ratings yet
- RPT Sheet Metal FormingDocument9 pagesRPT Sheet Metal FormingdevheadbotNo ratings yet
- 2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DDocument7 pages2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DSupriya SahuNo ratings yet
- Tool TolerancesDocument7 pagesTool TolerancesrugwNo ratings yet
- Received On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreDocument20 pagesReceived On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreAlexandrina BugaNo ratings yet
- 79IJMPERDJUN201979Document8 pages79IJMPERDJUN201979TJPRC PublicationsNo ratings yet
- Prosmes 996 Halaman - CompressedDocument996 pagesProsmes 996 Halaman - CompressedAmmarul NafikNo ratings yet
- High Speed Ball Nose End Milling of Inconel718: - PI +PF +pinDocument6 pagesHigh Speed Ball Nose End Milling of Inconel718: - PI +PF +pinKin HamzahNo ratings yet
- Design and Development of Fixture For Eccentric ShaftDocument6 pagesDesign and Development of Fixture For Eccentric ShafttuongnvNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Ijdmt: ©iaemeDocument7 pagesIjdmt: ©iaemeIAEME PublicationNo ratings yet
- Petek PDFDocument10 pagesPetek PDFNigus TeklehaymanotNo ratings yet
- Finite Element Modelling and Validation of Thermomechanical Behaviour For Layered Aluminium Parts Made by Composite Metal Foil ManufacturingDocument18 pagesFinite Element Modelling and Validation of Thermomechanical Behaviour For Layered Aluminium Parts Made by Composite Metal Foil ManufacturingNigus TeklehaymanotNo ratings yet
- Effects of Process Parameters On Thickness Thinning and Mechanical Properties of The Formed Parts in Incremental Sheet FormingDocument10 pagesEffects of Process Parameters On Thickness Thinning and Mechanical Properties of The Formed Parts in Incremental Sheet FormingNigus TeklehaymanotNo ratings yet
- Song2017 PDFDocument6 pagesSong2017 PDFNigus TeklehaymanotNo ratings yet
- Arfa 2012Document28 pagesArfa 2012Nigus TeklehaymanotNo ratings yet
- Nirala2018.pdf SpringerDocument20 pagesNirala2018.pdf SpringerNigus TeklehaymanotNo ratings yet
- Formability and Failure Analyses of Al/SUS Bilayer Sheet in Single Point Incremental FormingDocument14 pagesFormability and Failure Analyses of Al/SUS Bilayer Sheet in Single Point Incremental FormingNigus TeklehaymanotNo ratings yet
- Process Simulation and Quality Evaluation of Incremental Sheet FormingDocument13 pagesProcess Simulation and Quality Evaluation of Incremental Sheet FormingNigus TeklehaymanotNo ratings yet
- Thickness Distribution and Mechanical Property of Sheet Metal Incremental Forming Based On Numerical SimulationDocument7 pagesThickness Distribution and Mechanical Property of Sheet Metal Incremental Forming Based On Numerical SimulationNigus TeklehaymanotNo ratings yet
- Applied Sciences: Manufacturing of Non-Stick Molds From Pre-Painted Aluminum Sheets Via Single Point Incremental FormingDocument11 pagesApplied Sciences: Manufacturing of Non-Stick Molds From Pre-Painted Aluminum Sheets Via Single Point Incremental FormingNigus TeklehaymanotNo ratings yet
- IJRTE - Paper 2 PDFDocument5 pagesIJRTE - Paper 2 PDFNigus TeklehaymanotNo ratings yet
- Failure Prediction in Incremental Sheet Forming Based On Lemaitre Damage ModelDocument7 pagesFailure Prediction in Incremental Sheet Forming Based On Lemaitre Damage ModelNigus TeklehaymanotNo ratings yet
- Experimental and Numerical Studies On FormabilityDocument15 pagesExperimental and Numerical Studies On FormabilityNigus TeklehaymanotNo ratings yet
- Ced R: Simulation of Single Point Incremental Forming of Polymer SheetsDocument15 pagesCed R: Simulation of Single Point Incremental Forming of Polymer SheetsNigus TeklehaymanotNo ratings yet
- Optimization of Incremental Sheet Metal Forming Process Using Grey Relational AnalysisDocument7 pagesOptimization of Incremental Sheet Metal Forming Process Using Grey Relational AnalysisNigus TeklehaymanotNo ratings yet
- 15 - 69239-IJAER Ok 101-107 PDFDocument7 pages15 - 69239-IJAER Ok 101-107 PDFNigus TeklehaymanotNo ratings yet
- Improvement of Engine Combustion With Diesel-Biodiesel Blend Using NanoparticlesDocument4 pagesImprovement of Engine Combustion With Diesel-Biodiesel Blend Using NanoparticlesNigus TeklehaymanotNo ratings yet
- Advances in Force Modelling For Spif.: R. Aerens, J.R. Duflou, P. Eyckens, A. Van BaelDocument4 pagesAdvances in Force Modelling For Spif.: R. Aerens, J.R. Duflou, P. Eyckens, A. Van BaelNigus TeklehaymanotNo ratings yet
- Petek PDFDocument10 pagesPetek PDFNigus TeklehaymanotNo ratings yet
- Jte 2013 PDFDocument13 pagesJte 2013 PDFNigus TeklehaymanotNo ratings yet
- Mechanical Engineering StudentDocument8 pagesMechanical Engineering Studentsohail abdulqadirNo ratings yet
- Cad CamDocument231 pagesCad CamSrinivask LeeNo ratings yet
- Introduction To Cad/Cam: Arvind DeshpandeDocument38 pagesIntroduction To Cad/Cam: Arvind Deshpandearvan04No ratings yet
- Mastering Digitally Controlled Machines Laser Cutters 3D Printers CNC Mills and Vinyl Cutters To Make Almost Anything Maker Innovations Series 1St Edition Jean Michel Molenaar Full ChapterDocument68 pagesMastering Digitally Controlled Machines Laser Cutters 3D Printers CNC Mills and Vinyl Cutters To Make Almost Anything Maker Innovations Series 1St Edition Jean Michel Molenaar Full Chapterroger.buckner430100% (2)
- Cad Product CycleDocument27 pagesCad Product Cyclechandra shekhar azad33% (3)
- Definition of CadDocument3 pagesDefinition of CadAssy AkuinNo ratings yet
- Information Technology A New Competitive WeaponDocument17 pagesInformation Technology A New Competitive Weaponabha vermaNo ratings yet
- Operations PlanningDocument10 pagesOperations PlanningLisaNo ratings yet
- CD 5291 Computer Aided Tools For ManufactiringDocument2 pagesCD 5291 Computer Aided Tools For ManufactiringGnaneswaran Narayanan63% (8)
- The History of 3d Printing 1Document3 pagesThe History of 3d Printing 1api-543590380No ratings yet
- DWX-52D BrochureDocument4 pagesDWX-52D Brochureayoub korbaneNo ratings yet
- Modeling of A Radial Engine and Analysis of Articulated RodDocument5 pagesModeling of A Radial Engine and Analysis of Articulated RodSumit RoyNo ratings yet
- Unit 5 Cad StandardsDocument57 pagesUnit 5 Cad StandardsArun K K100% (1)
- The Orthogonal Decomposition Method in The Post-Processing of Redundant Machining OperationsDocument4 pagesThe Orthogonal Decomposition Method in The Post-Processing of Redundant Machining OperationsRamu NelapatiNo ratings yet
- Prospectus Infinity EngineeringDocument28 pagesProspectus Infinity EngineeringMubeenNo ratings yet
- Reverse Engineering - A General Review PDFDocument5 pagesReverse Engineering - A General Review PDFIsmael Aguilar100% (1)
- Words and LifeDocument63 pagesWords and LifeShahzad Asghar ArainNo ratings yet
- Computer Aided Process Planning (CAPP)Document30 pagesComputer Aided Process Planning (CAPP)brijkishor2017100% (1)
- Cim Unit 4 PDFDocument20 pagesCim Unit 4 PDFSarthak KingerNo ratings yet
- Computer Aided ManufacturingDocument28 pagesComputer Aided ManufacturingSheik AbdullahNo ratings yet
- Thrust Force Prediction of Twist Drill Tools Using A 3DDocument16 pagesThrust Force Prediction of Twist Drill Tools Using A 3DNguyen Danh TuyenNo ratings yet
- Results For IV B.Tech I Semester (R16) RegularSupplementary Examinations Nov 2019Document178 pagesResults For IV B.Tech I Semester (R16) RegularSupplementary Examinations Nov 2019Naveen KumarNo ratings yet
- 2.chapter 16 Use of Sustainable Practices in Cement Production IndustryDocument340 pages2.chapter 16 Use of Sustainable Practices in Cement Production IndustryzeeNo ratings yet
- EML2322L-CNC Machining PDFDocument17 pagesEML2322L-CNC Machining PDFIvan JarebNo ratings yet
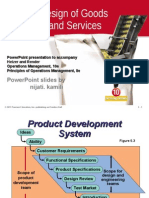
- Heizer Om10 Ch05Document28 pagesHeizer Om10 Ch05Nijat Kamil100% (1)
- Static and Dynamic Analysis For A Turbo Propeller Engine and Its OptimizationDocument47 pagesStatic and Dynamic Analysis For A Turbo Propeller Engine and Its OptimizationNationalinstituteDsnr100% (1)
- 03.03.2017 Resume - Quazi Rased IqbalDocument2 pages03.03.2017 Resume - Quazi Rased IqbalAnonymous yZSq9a69QNo ratings yet