You might also like
- Determining The Aerobic Aquatic Biodegradation of Lubricants or Their Components Using The Gledhill Shake FlaskDocument8 pagesDetermining The Aerobic Aquatic Biodegradation of Lubricants or Their Components Using The Gledhill Shake FlaskahmedNo ratings yet
- Astm D 5210 - 92 - RduymtatotiDocument4 pagesAstm D 5210 - 92 - RduymtatotiSamuel EduardoNo ratings yet
- Astmd6139 12619Document8 pagesAstmd6139 12619johann tousNo ratings yet
- Extraction with environmentally friendly solventsDocument14 pagesExtraction with environmentally friendly solventsbabder1235No ratings yet
- Application Note 119Document6 pagesApplication Note 119Trung DũngNo ratings yet
- OzonoDocument6 pagesOzonoJorge VecinoNo ratings yet
- Cox 2002Document7 pagesCox 2002Md.Nowsher Hossain RidoyNo ratings yet
- Remove of Rhodamine B by Ozone-Based Advanced Oxidation Process PDFDocument7 pagesRemove of Rhodamine B by Ozone-Based Advanced Oxidation Process PDFtifanifaraziskaNo ratings yet
- 1 s2.0 S0896844601000766 MainDocument10 pages1 s2.0 S0896844601000766 MainAbdelhamed SakrNo ratings yet
- Phenol Removal Using Pulsation Bubble Column and Inverse Fluidization Air Loop ReactorDocument8 pagesPhenol Removal Using Pulsation Bubble Column and Inverse Fluidization Air Loop Reactorali abdulrahman al-ezziNo ratings yet
- Sustratos BioremDocument8 pagesSustratos BioremDiana Angelica Guerrero HigueraNo ratings yet
- Response Surface-Optimized Fenton's Pre-Treatment For Chemical Precipitation of Struvite and Recycling of Water Through Downstream NanofiltrationDocument12 pagesResponse Surface-Optimized Fenton's Pre-Treatment For Chemical Precipitation of Struvite and Recycling of Water Through Downstream NanofiltrationMaria AlvarezNo ratings yet
- E 1798 - 96 - Rte3otgtotyDocument12 pagesE 1798 - 96 - Rte3otgtotyDavid AriasNo ratings yet
- Fresh - Vol 37 FoodDocument5 pagesFresh - Vol 37 FoodchemtabNo ratings yet
- AdsorptionModelingEl Naas PDocument22 pagesAdsorptionModelingEl Naas Pdiyar cheNo ratings yet
- Water: Removal of Cod and So From Oil Refinery Wastewater Using A Photo-Catalytic System-Comparing Tio and Zeolite EDocument14 pagesWater: Removal of Cod and So From Oil Refinery Wastewater Using A Photo-Catalytic System-Comparing Tio and Zeolite Epattan madhuNo ratings yet
- 1 s2.0 S0165993617300870 MainDocument14 pages1 s2.0 S0165993617300870 MainAldo RamirezNo ratings yet
- Complete Reference X: Research ArticleDocument14 pagesComplete Reference X: Research ArticleShahrul AzmiNo ratings yet
- Efficient Encapsulation of Toxic Dye From Wastewater Using Biodegradable Polymeric AdsorbentDocument10 pagesEfficient Encapsulation of Toxic Dye From Wastewater Using Biodegradable Polymeric AdsorbentdivyaNo ratings yet
- Removing Dissolved Organic Contaminants From Water: Second of A Sir-Part Series Water Treatment ProcessesDocument10 pagesRemoving Dissolved Organic Contaminants From Water: Second of A Sir-Part Series Water Treatment Processeslm2109306No ratings yet
- Total, Organic, and Inorganic Carbon in High Purity Water by Ultraviolet (UV) or Persulfate Oxidation, or Both, and Infrared DetectionDocument6 pagesTotal, Organic, and Inorganic Carbon in High Purity Water by Ultraviolet (UV) or Persulfate Oxidation, or Both, and Infrared Detectionsaifullah629No ratings yet
- Optimisation and Assessment of Different PDFDocument8 pagesOptimisation and Assessment of Different PDFMonico DeytiquezNo ratings yet
- 2 Lai Ho - 2012 - Ozone Membrane ReactorDocument8 pages2 Lai Ho - 2012 - Ozone Membrane ReactorEthan PierceNo ratings yet
- ASTM D 2330 - 02 - RDIZMZA - (Methylene Blue Active Substances)Document8 pagesASTM D 2330 - 02 - RDIZMZA - (Methylene Blue Active Substances)Osmel García Morfi100% (1)
- Biodegradability Studies With Organic Priority Pollutant CompoundsDocument17 pagesBiodegradability Studies With Organic Priority Pollutant CompoundsVic KeyNo ratings yet
- Membranes 11 00415Document17 pagesMembranes 11 00415Mi doremiNo ratings yet
- Patente FenolDocument12 pagesPatente FenolNaydaNo ratings yet
- ASTM D2667 Biodegradability of SulfonatesDocument10 pagesASTM D2667 Biodegradability of SulfonatesEli Peña PontónNo ratings yet
- Sd ArticleDocument44 pagesSd ArticleSimon ChovauNo ratings yet
- Separation and Purification TechnologyDocument12 pagesSeparation and Purification TechnologygherdaouichemseddineNo ratings yet
- Tafreshi 2019Document11 pagesTafreshi 2019Heshan KamaljithNo ratings yet
- Experimental and Theoretical Study On The Adsorptive Drying of Primary Alcohols in A Fixed Bed AdsorberDocument11 pagesExperimental and Theoretical Study On The Adsorptive Drying of Primary Alcohols in A Fixed Bed AdsorberBamrung SungnoenNo ratings yet
- 10 1016@j Jenvman 2018 03 022-1Document8 pages10 1016@j Jenvman 2018 03 022-1Rahmin KimNo ratings yet
- Ngec23.04.2012 22.31.57sciDocument10 pagesNgec23.04.2012 22.31.57sciazerfazNo ratings yet
- Cleaning and Cleaning Validation PDFDocument6 pagesCleaning and Cleaning Validation PDFedgar palominoNo ratings yet
- Combination of Physico-Chemical Treatment and Nanofiltration To Reuse Wastewater of A Printing, Dyeing and Finishing Textile IndustryDocument8 pagesCombination of Physico-Chemical Treatment and Nanofiltration To Reuse Wastewater of A Printing, Dyeing and Finishing Textile IndustrywaqaskhanNo ratings yet
- 1 s2.0 S1387700323006263 MainDocument14 pages1 s2.0 S1387700323006263 Mainnadahamrouche16No ratings yet
- 10 1016@j Cogsc 2017 03 010Document5 pages10 1016@j Cogsc 2017 03 010rahmanNo ratings yet
- 8.2013 Ultrasonics Sonochemistry White Paper Hybrid Reactor Concept To RealityDocument9 pages8.2013 Ultrasonics Sonochemistry White Paper Hybrid Reactor Concept To RealityBhaskar BethiNo ratings yet
- 2222 PDFDocument13 pages2222 PDFhshobeyriNo ratings yet
- Deshusses 1999Document9 pagesDeshusses 1999maria.millet.extNo ratings yet
- Control Engineering Practice: Vishal Mahindrakar, Juergen HahnDocument11 pagesControl Engineering Practice: Vishal Mahindrakar, Juergen HahnLAURA KATHERINE CENTENO JAIMESNo ratings yet
- Defoaming Effect of Calcium Soap: Hui Zhang, Clarence A. Miller, Peter R. Garrett, Kirk H. RaneyDocument9 pagesDefoaming Effect of Calcium Soap: Hui Zhang, Clarence A. Miller, Peter R. Garrett, Kirk H. RaneyJuan Camilo RodriguezNo ratings yet
- ASTM D 4940 - 98-2003 - Conductimetric Analysis of Water Soluble Ionic Contamination of Blasting AbrasivesDocument3 pagesASTM D 4940 - 98-2003 - Conductimetric Analysis of Water Soluble Ionic Contamination of Blasting AbrasivesJosè Sandoval100% (1)
- OzonoDocument8 pagesOzonoDaniella CelisNo ratings yet
- Ijetr022614 PDFDocument8 pagesIjetr022614 PDFerpublicationNo ratings yet
- Photocatalytic and Electrochemical Combined Treatment of Textile Wash WaterDocument8 pagesPhotocatalytic and Electrochemical Combined Treatment of Textile Wash Waterapi-3828788No ratings yet
- Astm D-5338 PDFDocument6 pagesAstm D-5338 PDFUST ASL100% (1)
- H. Zhang Et Al. Separation and Purification Technology 63 (2008) 264-268Document5 pagesH. Zhang Et Al. Separation and Purification Technology 63 (2008) 264-268ZIA UR REHMANNo ratings yet
- Scott and OllisDocument16 pagesScott and OllisReynaldo Caballero QuirozNo ratings yet
- Green-chemistry-3-2Document21 pagesGreen-chemistry-3-2lethanhtunglamt66No ratings yet
- Biodegradability of Alkylbenzene Sulfonates: Standard Test Method ForDocument10 pagesBiodegradability of Alkylbenzene Sulfonates: Standard Test Method ForPabloNo ratings yet
- Ammonia and Detailed ModelDocument11 pagesAmmonia and Detailed ModelrichardNo ratings yet
- Ultrasonics Sonochemistry: Manisha V. Bagal, Parag R. GogateDocument14 pagesUltrasonics Sonochemistry: Manisha V. Bagal, Parag R. GogateBhaskar BethiNo ratings yet
- Rene 2012Document21 pagesRene 2012Kiki KartikaNo ratings yet
- SCWO Journal Review Destroys Toxic Organic WastewatersDocument10 pagesSCWO Journal Review Destroys Toxic Organic WastewatersRodolfo Angulo OlaisNo ratings yet
- Performance Study of Ceramic Micro FiltrationDocument7 pagesPerformance Study of Ceramic Micro FiltrationAntonio SempereNo ratings yet
- Particle Deposition and Aggregation: Measurement, Modelling and SimulationFrom EverandParticle Deposition and Aggregation: Measurement, Modelling and SimulationNo ratings yet
- FLEX Hot Cell for Radiopharmaceutical DispensingDocument2 pagesFLEX Hot Cell for Radiopharmaceutical DispensingAnna OlszewskaNo ratings yet
- Rentetzi 2017Document12 pagesRentetzi 2017Anna OlszewskaNo ratings yet
- GloveboxesDocument97 pagesGloveboxesAnna Olszewska100% (1)
- Gloves - Plutonium Facility - Los AlamosDocument20 pagesGloves - Plutonium Facility - Los AlamosAnna OlszewskaNo ratings yet
- Pangborn1996 - PurificationDocument3 pagesPangborn1996 - PurificationAnna OlszewskaNo ratings yet
- 2018-06 Glove Boxes Hotcells Catalogue UkDocument6 pages2018-06 Glove Boxes Hotcells Catalogue UkAnna OlszewskaNo ratings yet
- Purification of Solvents: Degassing and Removal of ImpuritiesDocument1 pagePurification of Solvents: Degassing and Removal of ImpuritiesAnna OlszewskaNo ratings yet
- Vencel2004 - Oxygen RemovalDocument4 pagesVencel2004 - Oxygen RemovalAnna OlszewskaNo ratings yet
- Alaimo2001 - PurificationDocument1 pageAlaimo2001 - PurificationAnna OlszewskaNo ratings yet
- Glovebox - Control System - PublikacjaDocument23 pagesGlovebox - Control System - PublikacjaAnna OlszewskaNo ratings yet
- Glovebox - Regeneration - Old InstructionDocument6 pagesGlovebox - Regeneration - Old InstructionAnna OlszewskaNo ratings yet
- CuO Reduction Mechanism PDFDocument9 pagesCuO Reduction Mechanism PDFAnna OlszewskaNo ratings yet
- Modular Glovebox Systems Gas Purifier UnitsDocument8 pagesModular Glovebox Systems Gas Purifier UnitsAnna OlszewskaNo ratings yet
- Bartley1988 - Copper OxidationDocument14 pagesBartley1988 - Copper OxidationAnna OlszewskaNo ratings yet
- Working With MicrospheresDocument20 pagesWorking With MicrospheresSreeman MypatiNo ratings yet
- Use of Reference Material in The LaboratoryDocument6 pagesUse of Reference Material in The LaboratoryAnna OlszewskaNo ratings yet
- Modular Glovebox Systems Gas Purifier UnitsDocument8 pagesModular Glovebox Systems Gas Purifier UnitsAnna OlszewskaNo ratings yet
- CellStructureWorksheet1watermark 230214 101313 MergedDocument84 pagesCellStructureWorksheet1watermark 230214 101313 MergedManojna Raj OjhaNo ratings yet
- CHM138 Lab 6Document8 pagesCHM138 Lab 6ZAMRI BIN ABDULLAH MoeNo ratings yet
- Bio - 9th - Revision Assignment Improvement in Food Resources (Final)Document13 pagesBio - 9th - Revision Assignment Improvement in Food Resources (Final)Dharmendra SinghNo ratings yet
- Paper 10 - J. SaravananDocument4 pagesPaper 10 - J. SaravananSaravanan JayabalanNo ratings yet
- Method Statement - FStructural Steel Fabrication - VR MallDocument18 pagesMethod Statement - FStructural Steel Fabrication - VR MallAkash YadavNo ratings yet
- Practical General and Inorganic Chemistry Manual (Unlocked)Document194 pagesPractical General and Inorganic Chemistry Manual (Unlocked)fosfos1510No ratings yet
- 2022 Hilti Product Catalogue Firestop PDFDocument32 pages2022 Hilti Product Catalogue Firestop PDFecjr consNo ratings yet
- Test Bank For CHEM 2 Chemistry in Your World 2nd Edition by Hogg ISBN 113396298X 9781133962984Document11 pagesTest Bank For CHEM 2 Chemistry in Your World 2nd Edition by Hogg ISBN 113396298X 9781133962984michaelsanchezetsprbaymn100% (23)
- PHR-224L (Pharmaceutical Analysis Lab) - IDocument22 pagesPHR-224L (Pharmaceutical Analysis Lab) - ISanjida Khandoker 1911009049No ratings yet
- Heating Coil Pipe Stress AnalysisDocument6 pagesHeating Coil Pipe Stress AnalysisEnoch TwumasiNo ratings yet
- Composite Rocket Propellants Based On THDocument6 pagesComposite Rocket Propellants Based On THAlperen BozdemirNo ratings yet
- Formularium ApotekDocument12 pagesFormularium ApotekNurul Evi kurniatiNo ratings yet
- SDS Acid CleanerDocument9 pagesSDS Acid CleanerMohamed AlamariNo ratings yet
- Sampling Points and Parameters For LP Steam Generators CT 2020Document9 pagesSampling Points and Parameters For LP Steam Generators CT 2020moiNo ratings yet
- SCH4U1 CH 7 ReviewDocument1 pageSCH4U1 CH 7 ReviewRashmi PrabhakarNo ratings yet
- Fatigue of Welded ST STDocument163 pagesFatigue of Welded ST STJune KnappNo ratings yet
- Mechanical Seal ESD32T: Dry-RunningDocument2 pagesMechanical Seal ESD32T: Dry-RunningFelySaezNo ratings yet
- Electrochemical Cells: Prepared by Shadrach Quainoo Dps International Ghana ChemistryDocument15 pagesElectrochemical Cells: Prepared by Shadrach Quainoo Dps International Ghana Chemistryrolirai193No ratings yet
- Properties of refractories: Physical, thermal & chemicalDocument4 pagesProperties of refractories: Physical, thermal & chemicalengr kazamNo ratings yet
- Interaction Between Active Sites and Sorbents During TheDocument9 pagesInteraction Between Active Sites and Sorbents During TheJulian De BedoutNo ratings yet
- Theoretical FrameworkDocument3 pagesTheoretical FrameworkHannah MeloNo ratings yet
- Benzoin Essential Oil COA GC AnalysisDocument2 pagesBenzoin Essential Oil COA GC AnalysisAgung RianaNo ratings yet
- Fertilizer and Lime Regulations in SCDocument9 pagesFertilizer and Lime Regulations in SCAnas El Kadiri100% (2)
- Analytical Chem Week 5Document37 pagesAnalytical Chem Week 5ANGELICA FRANSCINE GOMEZNo ratings yet
- Chiller Plant: S.No Hydrogen Part Problems Results 1Document9 pagesChiller Plant: S.No Hydrogen Part Problems Results 1Shahzad AhmedNo ratings yet
- Boq FHCDocument3 pagesBoq FHCHang ChethaNo ratings yet
- g11 Cell Respiration 2Document23 pagesg11 Cell Respiration 2AH 78No ratings yet
- Introduction To Refrigeration SystemsDocument27 pagesIntroduction To Refrigeration SystemsChristian Breth BurgosNo ratings yet
- Individual AssignmentDocument4 pagesIndividual AssignmentGetachew GetachewNo ratings yet
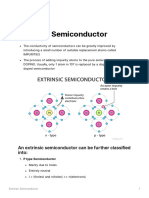
- Extrinsic Semiconductor: An Extrinsic Semiconductor Can Be Further Classified IntoDocument2 pagesExtrinsic Semiconductor: An Extrinsic Semiconductor Can Be Further Classified IntoRitvik ChaturvediNo ratings yet