You might also like
- Merchant EquationDocument7 pagesMerchant EquationDung Truong50% (2)
- Recycling of Spent Lithium-Ion Batteries in View of Lithium Recovery RewievDocument13 pagesRecycling of Spent Lithium-Ion Batteries in View of Lithium Recovery RewievEnzo Bellini100% (1)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Biomass For Jet FuelDocument21 pagesBiomass For Jet Fuellkhoang pham100% (1)
- Aakash Rank Booster Test Series For NEET-2020Document16 pagesAakash Rank Booster Test Series For NEET-2020Anish TakshakNo ratings yet
- Presentation Admixture For ConcreteDocument51 pagesPresentation Admixture For Concretemohan mohanNo ratings yet
- Heat Treatment Assignment My-005Document10 pagesHeat Treatment Assignment My-005HANZALAH AHMEDNo ratings yet
- Materials in Dental DentistryDocument11 pagesMaterials in Dental DentistryAriana de LeonNo ratings yet
- Synthesis of Biolubricants From Non Edible OilsDocument5 pagesSynthesis of Biolubricants From Non Edible OilsAnonymous kw8Yrp0R5rNo ratings yet
- Fuel Processing Technology: Umer Rashid, Farooq Anwar, Gerhard KnotheDocument7 pagesFuel Processing Technology: Umer Rashid, Farooq Anwar, Gerhard KnothejoanitanakamuraNo ratings yet
- Biodiesel Production From Waste Chicken Fat Based Sources and Evaluation With MG Based Additive in A Diesel EngiDocument7 pagesBiodiesel Production From Waste Chicken Fat Based Sources and Evaluation With MG Based Additive in A Diesel EngiwhutecompressorNo ratings yet
- Biodiesel Development From High Acid Value Polanga Seed Oil and Performance Evaluation in A CI EngineDocument7 pagesBiodiesel Development From High Acid Value Polanga Seed Oil and Performance Evaluation in A CI Enginesrinithims78No ratings yet
- Research 2Document12 pagesResearch 2Gelo LunarioNo ratings yet
- Optimization of Biodiesel Production From Castor Oil by Taguchi 2018Document38 pagesOptimization of Biodiesel Production From Castor Oil by Taguchi 2018Ayan DattaNo ratings yet
- Applied Energy: P.K. Devan, N.V. MahalakshmiDocument6 pagesApplied Energy: P.K. Devan, N.V. Mahalakshmisrinithims78No ratings yet
- Experimental Studies On The Combustion and Emission Characteristics of A Diesel Engine Fuelled With Used Cooking Oil Methyl Ester and Its Diesel BlendsDocument7 pagesExperimental Studies On The Combustion and Emission Characteristics of A Diesel Engine Fuelled With Used Cooking Oil Methyl Ester and Its Diesel BlendsAshokNo ratings yet
- 7-Ijser (2017)Document6 pages7-Ijser (2017)ramachandran KNo ratings yet
- Bioresource Technology: María Jesús Ramos, Carmen María Fernández, Abraham Casas, Lourdes Rodríguez, Ángel PérezDocument8 pagesBioresource Technology: María Jesús Ramos, Carmen María Fernández, Abraham Casas, Lourdes Rodríguez, Ángel PérezJames VeraNo ratings yet
- Venkatesh and BhaghaviDocument10 pagesVenkatesh and BhaghavilarryNo ratings yet
- Paper 7Document6 pagesPaper 7Tiên PhạmNo ratings yet
- Analysis PF Bio Diesel ProductionDocument8 pagesAnalysis PF Bio Diesel ProductionJATIN DALMIANo ratings yet
- Parameters in Transesterification ReactionsDocument6 pagesParameters in Transesterification Reactionsniquee9nerNo ratings yet
- Gökhan Tüccar, Kadir Aydın: HighlightsDocument5 pagesGökhan Tüccar, Kadir Aydın: HighlightsjohnkirubaNo ratings yet
- Background 1Document8 pagesBackground 1KuIzzuNo ratings yet
- Fuel Processing Technology: Manuel Garcia-Perez, Jun Shen, Xiao Shan Wang, Chun-Zhu LiDocument10 pagesFuel Processing Technology: Manuel Garcia-Perez, Jun Shen, Xiao Shan Wang, Chun-Zhu LiSundar MahalingamNo ratings yet
- Production of Biodiesel From Jatropha Oil (Jatropha Curcas) in Pilot PlantDocument8 pagesProduction of Biodiesel From Jatropha Oil (Jatropha Curcas) in Pilot PlantDebasishNo ratings yet
- Study On Biodiesel From Cotton Seed Oil by Using Heterogeneous Super Acid Catalyst So /zroDocument7 pagesStudy On Biodiesel From Cotton Seed Oil by Using Heterogeneous Super Acid Catalyst So /zroDyshelly Nurkartika PascapurnamaNo ratings yet
- Economic Cost Analysis of Biodiesel Production: Case in Soybean OilDocument9 pagesEconomic Cost Analysis of Biodiesel Production: Case in Soybean OilAnonymous jqevOeP7No ratings yet
- Research Article: Process Optimization For Biodiesel Production From Corn Oil and Its Oxidative StabilityDocument10 pagesResearch Article: Process Optimization For Biodiesel Production From Corn Oil and Its Oxidative StabilityDevina VeriyansariNo ratings yet
- Elboulifi 2010Document10 pagesElboulifi 2010Lorraine OliveiraNo ratings yet
- Optimization of Biodiesel Production From Sunflower Oil Using Response Surface Methodology 2157 7048.1000141Document5 pagesOptimization of Biodiesel Production From Sunflower Oil Using Response Surface Methodology 2157 7048.1000141olabowale omoladeNo ratings yet
- Experimental Study of Using Hybrid Vegetable Oil Blends in Diesel EngineDocument4 pagesExperimental Study of Using Hybrid Vegetable Oil Blends in Diesel EngineSerenityNo ratings yet
- Biodiesel Production by Transesterification of Duck Oil With Methanol in The Presence of Alkali CatalystDocument4 pagesBiodiesel Production by Transesterification of Duck Oil With Methanol in The Presence of Alkali CatalystDavid Bayu WinarkoNo ratings yet
- Research Journal of Pharmaceutical, Biological and Chemical SciencesDocument9 pagesResearch Journal of Pharmaceutical, Biological and Chemical Sciences1307114613 Handerson PanjaitanNo ratings yet
- Study of Esterification and Transesterification in Biodiesel Production From Used Frying Oils in A Closed SystemDocument7 pagesStudy of Esterification and Transesterification in Biodiesel Production From Used Frying Oils in A Closed SystemMariuxiNo ratings yet
- Fuel Properties of Biodiesels Produced From Blends of Canola Oil and Animal TallowDocument10 pagesFuel Properties of Biodiesels Produced From Blends of Canola Oil and Animal TallowdckristantoNo ratings yet
- Energy Conversion and Management: Metin Gürü, Bursev Dog An Artukog Lu, Ali Keskin, Atilla KocaDocument5 pagesEnergy Conversion and Management: Metin Gürü, Bursev Dog An Artukog Lu, Ali Keskin, Atilla KocawhutecompressorNo ratings yet
- Biodiesel and Biolubricant Production From Different Vegetable Oils Through TransesterificationDocument10 pagesBiodiesel and Biolubricant Production From Different Vegetable Oils Through TransesterificationRoss gellerNo ratings yet
- Pyrolysis of Water-In-Oil Emulsions and Vegetable Oils in The Presence of Methylcyclohexane, Analysed by GC / MsDocument7 pagesPyrolysis of Water-In-Oil Emulsions and Vegetable Oils in The Presence of Methylcyclohexane, Analysed by GC / MsAnonymous gF0DJW10yNo ratings yet
- Demir Bas 2009Document6 pagesDemir Bas 2009hansham.dewal3No ratings yet
- Antioxidant Monitoring of Gas Engine OilsDocument15 pagesAntioxidant Monitoring of Gas Engine OilsengrsurifNo ratings yet
- The Optimization of The Esterification Reaction in BiodieselDocument12 pagesThe Optimization of The Esterification Reaction in BiodieselPablo PaganiNo ratings yet
- Enzymatic Synthesisof Biodieselvia Alcoholysisof Palm OilDocument10 pagesEnzymatic Synthesisof Biodieselvia Alcoholysisof Palm Oilroberto.siregar4002No ratings yet
- Heteregenous CatalystDocument8 pagesHeteregenous CatalystShruti Maity AchariyaNo ratings yet
- Use Ofvegetable Oils As I.C. Engine Fuels-A ReviewDocument16 pagesUse Ofvegetable Oils As I.C. Engine Fuels-A ReviewMohit KulkarniNo ratings yet
- Alternative Fuel Properties of Tall Oil Fatty Acid Methyl Ester-Diesel Fuel BlendsDocument6 pagesAlternative Fuel Properties of Tall Oil Fatty Acid Methyl Ester-Diesel Fuel BlendsericconchamunozNo ratings yet
- 1-s2.0-S0301679X08000595-Main Experience With Evaluating Biodegradability of Lubricating Base OilsDocument7 pages1-s2.0-S0301679X08000595-Main Experience With Evaluating Biodegradability of Lubricating Base OilsJúlio MilitãoNo ratings yet
- Sdarticle 5Document7 pagesSdarticle 5Shyam PandeyNo ratings yet
- Solid Catalyst in Esterification and Transesterification Reactions For Biodiesel Production: A ReviewDocument7 pagesSolid Catalyst in Esterification and Transesterification Reactions For Biodiesel Production: A ReviewMuhammad Husein HizbullahNo ratings yet
- Modifying Soybean Oil For Enhanced Performance in Biodiesel BlendsDocument11 pagesModifying Soybean Oil For Enhanced Performance in Biodiesel BlendsLudiele SiuchNo ratings yet
- Thesis PresentationDocument71 pagesThesis PresentationsyedladainNo ratings yet
- 2009 Tint Tint Kywe - Production of Biodiesel From Jatropha Oil. - IntroducciionDocument7 pages2009 Tint Tint Kywe - Production of Biodiesel From Jatropha Oil. - IntroducciionArceo A HenryNo ratings yet
- Puneet Verma, M.P. Sharma: Full Length ArticleDocument11 pagesPuneet Verma, M.P. Sharma: Full Length ArticleFarah TalibNo ratings yet
- E Karanja PDFDocument44 pagesE Karanja PDFsureshNo ratings yet
- Comparison of Various Feedstocks For TheDocument3 pagesComparison of Various Feedstocks For TheValentina PérezNo ratings yet
- Comparison of Various Feedstocks For The Microwave-Assisted Synthesis of BiodieselDocument3 pagesComparison of Various Feedstocks For The Microwave-Assisted Synthesis of Biodieseltuấn anhNo ratings yet
- Estabilidad A La OxidacionDocument9 pagesEstabilidad A La OxidacionNestor Armando Marin SolanoNo ratings yet
- Production of Diesel FuelDocument7 pagesProduction of Diesel FuelparminderNo ratings yet
- Biodiesel Fuel Production by Methanolysis of Fish Oil Derived From The Discarded Parts of Marine FishDocument6 pagesBiodiesel Fuel Production by Methanolysis of Fish Oil Derived From The Discarded Parts of Marine FishAswin Lorenzo GultomNo ratings yet
- Biodiesel Extraction From Cotton Seed OilDocument12 pagesBiodiesel Extraction From Cotton Seed OilShashank PathakNo ratings yet
- Sdarticle6 With Cover Page v2Document13 pagesSdarticle6 With Cover Page v2Tarun UppalaNo ratings yet
- Utilization of Karanja (Pongamia Pinnata) As A Major Raw Material For The Production of BiodieselDocument5 pagesUtilization of Karanja (Pongamia Pinnata) As A Major Raw Material For The Production of BiodieselMithila AkterNo ratings yet
- Modeling, Analysis and Optimization For The Biodiesel Production Process From Waste Cooking OilDocument10 pagesModeling, Analysis and Optimization For The Biodiesel Production Process From Waste Cooking Oilkivumbi AchileoNo ratings yet
- Solid Acid Catalyzed Biodiesel Production From Waste Cooking OilDocument6 pagesSolid Acid Catalyzed Biodiesel Production From Waste Cooking OilMáximo Décimo MeridioNo ratings yet
- Diaz Et Al 2008Document7 pagesDiaz Et Al 2008Pedro Gerardo Trejo FloresNo ratings yet
- Biodiesel From Castor OilDocument6 pagesBiodiesel From Castor OilindripramirandaNo ratings yet
- Fermenter Design: Mahesh BuleDocument82 pagesFermenter Design: Mahesh BuleSagar DhuriNo ratings yet
- Model Based Constant Feed Fed-Batch - Sorbose Production Process For Improvement in - Sorbose ProductivityDocument8 pagesModel Based Constant Feed Fed-Batch - Sorbose Production Process For Improvement in - Sorbose ProductivitySagar DhuriNo ratings yet
- Mathematical Model of The Process For The Oxidation of Acetaldehyde To Acetic AcidDocument7 pagesMathematical Model of The Process For The Oxidation of Acetaldehyde To Acetic AcidSagar DhuriNo ratings yet
- Transactions of Tianjin University Volume 14 Issue 1 2008Document6 pagesTransactions of Tianjin University Volume 14 Issue 1 2008Sagar DhuriNo ratings yet
- Clean Production of Corn Stover Pulp Using Koh+Nh Oh Solution and Its Kinetics During DelignificationDocument9 pagesClean Production of Corn Stover Pulp Using Koh+Nh Oh Solution and Its Kinetics During DelignificationSagar DhuriNo ratings yet
- International Journal of Heat and Mass Transfer: Dejan BrkicDocument3 pagesInternational Journal of Heat and Mass Transfer: Dejan BrkicSagar DhuriNo ratings yet
- Design and Optimisation of Purifi-Cation Procedure For Biodiesel WashingDocument10 pagesDesign and Optimisation of Purifi-Cation Procedure For Biodiesel WashingSagar DhuriNo ratings yet
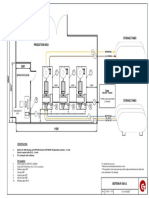
- 201029 Biotron R 3х1000 drawingDocument1 page201029 Biotron R 3х1000 drawingSagar DhuriNo ratings yet
- Partial Horizontal Tank Volumes: ParametersDocument4 pagesPartial Horizontal Tank Volumes: ParametersSagar DhuriNo ratings yet
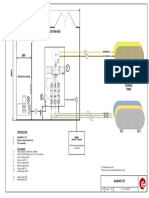
- LAYOUT OF Biosmart R 2Document1 pageLAYOUT OF Biosmart R 2Sagar DhuriNo ratings yet
- Pulsar System - Biodiesel Plants - CT SystemsDocument12 pagesPulsar System - Biodiesel Plants - CT SystemsSagar DhuriNo ratings yet
- Energies: Improved Battery Parameter Estimation Method Considering Operating Scenarios For HEV/EV ApplicationsDocument20 pagesEnergies: Improved Battery Parameter Estimation Method Considering Operating Scenarios For HEV/EV ApplicationsSagar DhuriNo ratings yet
- Biodiesel Plants - CT SystemsDocument12 pagesBiodiesel Plants - CT SystemsSagar DhuriNo ratings yet
- Typical Conversion of Lignocellulosic Biomass Into Reducing Sugars Using Dilute Acid Hydrolysis and Alkaline PretreatmentDocument30 pagesTypical Conversion of Lignocellulosic Biomass Into Reducing Sugars Using Dilute Acid Hydrolysis and Alkaline PretreatmentSagar DhuriNo ratings yet
- Hemicellulose: Structure, Characterization, Dissolution, ModificationDocument88 pagesHemicellulose: Structure, Characterization, Dissolution, ModificationSagar DhuriNo ratings yet
- Hsslive-XII-Ch-1 - Solid State-MinhadDocument6 pagesHsslive-XII-Ch-1 - Solid State-MinhadZonicNo ratings yet
- S and P Block Elements-1Document34 pagesS and P Block Elements-1Daniyal BeyNo ratings yet
- Recent Developments in Multifunctional Coatings For Solar Panel Applications A Review PDFDocument28 pagesRecent Developments in Multifunctional Coatings For Solar Panel Applications A Review PDFkjjNo ratings yet
- 4CHM211Document10 pages4CHM211sukude303No ratings yet
- Jurnal KorosiDocument7 pagesJurnal KorosiDoli SuhendraNo ratings yet
- 3M Novec 612 As A Substitute For SF in Magnesium Processing: Experience To Date in Varied Casting OperationsDocument4 pages3M Novec 612 As A Substitute For SF in Magnesium Processing: Experience To Date in Varied Casting OperationsFrancisco OliveiraNo ratings yet
- Light Weight ConcreteDocument9 pagesLight Weight ConcreteVinay KaluvaiNo ratings yet
- Types of Rocks Educational Presentation in Brown and White Cartoon StyleDocument138 pagesTypes of Rocks Educational Presentation in Brown and White Cartoon StyleolazojennamaeNo ratings yet
- Increased Nitric Oxide Radicals in Postmortem Brain From Patients With SchizophreniaDocument12 pagesIncreased Nitric Oxide Radicals in Postmortem Brain From Patients With Schizophreniahijdrian MilzamNo ratings yet
- Te and Se Mineralogy of The High-Sulfidation Kochbulak and Kairagach Epithermal Gold Telluride DepositsDocument21 pagesTe and Se Mineralogy of The High-Sulfidation Kochbulak and Kairagach Epithermal Gold Telluride DepositsTzontonelNo ratings yet
- 2nd Exp. Electronic Spectra - Cu in ComplexesDocument5 pages2nd Exp. Electronic Spectra - Cu in ComplexeskofinyameNo ratings yet
- Sika WaterbarsDocument5 pagesSika WaterbarschaubeyskcNo ratings yet
- Cambridge Assessment International Education: Combined Science 0653/32 March 2018Document9 pagesCambridge Assessment International Education: Combined Science 0653/32 March 2018equakeroatsNo ratings yet
- Atom, Molekul, Dan IonDocument28 pagesAtom, Molekul, Dan IonFelix V SNo ratings yet
- Astm d-1079-2011120520201066 PDFDocument8 pagesAstm d-1079-2011120520201066 PDFToBertNo ratings yet
- Effect of Industrial Effluents On StreamsDocument13 pagesEffect of Industrial Effluents On StreamsHarsha OjhaNo ratings yet
- Molnupiravir April 29, 2021 Opposition by Keelu LakshminarayanaDocument253 pagesMolnupiravir April 29, 2021 Opposition by Keelu LakshminarayanaLuis Gil AbinaderNo ratings yet
- K1 Set B Perak 2022Document21 pagesK1 Set B Perak 2022Nor Azilah BahuddinNo ratings yet
- Observations On The Deprotection of Pinanediol and Pinacol Boronate Esters Via Fluorinated IntermediatesDocument4 pagesObservations On The Deprotection of Pinanediol and Pinacol Boronate Esters Via Fluorinated IntermediatesSilvanaMedhatNo ratings yet
- LP18 Content PDFDocument84 pagesLP18 Content PDFBrian FabregasNo ratings yet
- Ion NotesDocument14 pagesIon Notesbsmithfraney100% (1)
- CH 2 SolutionDocument11 pagesCH 2 SolutionTr Mazhar PunjabiNo ratings yet
- Anti-Inflammatory and Osteogenic Effects of Calcium Silicate-Based Root Canal SealersDocument6 pagesAnti-Inflammatory and Osteogenic Effects of Calcium Silicate-Based Root Canal SealersÁbilson FabianiNo ratings yet
- Animal Cell and Tissue Culture: Lab Practice RequirementsDocument26 pagesAnimal Cell and Tissue Culture: Lab Practice RequirementsN. Beauregard이진기No ratings yet