You might also like
- Ullah 15 Optimizationofsaponificationin CSTRDocument10 pagesUllah 15 Optimizationofsaponificationin CSTRahmed khaledNo ratings yet
- UETLahorejournal IhsanDocument10 pagesUETLahorejournal Ihsanahmed khaledNo ratings yet
- UETLahorejournal IhsanDocument10 pagesUETLahorejournal IhsanArshitNo ratings yet
- Novel Distributed Parameter Model-based Continuous Lumping Approach_ an Application to a Pilot-plant Hydrocracking ReactorDocument8 pagesNovel Distributed Parameter Model-based Continuous Lumping Approach_ an Application to a Pilot-plant Hydrocracking Reactorsushma.sunkaraNo ratings yet
- Behin Et Al-2013-Chemical Engineering & TechnologyDocument10 pagesBehin Et Al-2013-Chemical Engineering & TechnologyIgnacio JuanNo ratings yet
- Dynamic Modelling of Glucose Oxidation W PDFDocument8 pagesDynamic Modelling of Glucose Oxidation W PDFTysir SarhanNo ratings yet
- Full Papers: Modular Simulation of Fluidized Bed ReactorsDocument7 pagesFull Papers: Modular Simulation of Fluidized Bed Reactorsmohsen ranjbarNo ratings yet
- Full Papers: Modular Simulation of Fluidized Bed ReactorsDocument7 pagesFull Papers: Modular Simulation of Fluidized Bed ReactorsTysir SarhanNo ratings yet
- 10.1007@s11144 020 01851 3Document17 pages10.1007@s11144 020 01851 3Badis GueloulNo ratings yet
- Optimization of Saponification Reaction in A Continuous Stirred Tank Reactor (CSTR) Using Design of ExperimentsDocument9 pagesOptimization of Saponification Reaction in A Continuous Stirred Tank Reactor (CSTR) Using Design of ExperimentsAnel MamaniNo ratings yet
- Emailing 1-S2.0-S0009250901002603-Main PDFDocument7 pagesEmailing 1-S2.0-S0009250901002603-Main PDFDiegoNo ratings yet
- B7a6 PDFDocument6 pagesB7a6 PDFVishal GoswamiNo ratings yet
- Modeling of Partial Segments in The Process of Gasification of Agricultural Biomass Modeliranje Dela Procesa Gasifikacije Poljoprivredne BiomaseDocument11 pagesModeling of Partial Segments in The Process of Gasification of Agricultural Biomass Modeliranje Dela Procesa Gasifikacije Poljoprivredne BiomaseMilan DjordjevicNo ratings yet
- Aspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorDocument8 pagesAspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorSoumajit SenNo ratings yet
- 1 s2.0 S0009250910004860 MainDocument12 pages1 s2.0 S0009250910004860 MainFares EhabNo ratings yet
- Batstone (2006) Industrial Applications of The IWA Anaerobic Digestion Model No. 1 (ADM1)Document8 pagesBatstone (2006) Industrial Applications of The IWA Anaerobic Digestion Model No. 1 (ADM1)Juan Jose SossaNo ratings yet
- pl4 PDFDocument23 pagespl4 PDFDhairyashil SantreNo ratings yet
- Rigopoulos 2003Document9 pagesRigopoulos 2003GaylordNo ratings yet
- Research Article: Analysis of Process Variables Via CFD To Evaluate The Performance of A FCC RiserDocument14 pagesResearch Article: Analysis of Process Variables Via CFD To Evaluate The Performance of A FCC RiserDanut RaduNo ratings yet
- Experimental and Modeling Study On Zeolite Catalysts For Diesel EnginesDocument10 pagesExperimental and Modeling Study On Zeolite Catalysts For Diesel Enginesthai avvaiNo ratings yet
- Design of Reactive Distillations For Acetic Acid EsterificationDocument17 pagesDesign of Reactive Distillations For Acetic Acid Esterificationehsan zeraatkarNo ratings yet
- Chaudhari1980 PDFDocument25 pagesChaudhari1980 PDFKeerthi VasanNo ratings yet
- Syngas 2MeOHDocument10 pagesSyngas 2MeOHDaniil GhilescuNo ratings yet
- To Mix, or Not To Mix, That Is The QuestionDocument7 pagesTo Mix, or Not To Mix, That Is The QuestionNazario HuarachiNo ratings yet
- Optimal Design of Staged Three-Phase Reactive Distillation Columns Using Nonequilibrium and Orthogonal Collocation ModelsDocument11 pagesOptimal Design of Staged Three-Phase Reactive Distillation Columns Using Nonequilibrium and Orthogonal Collocation ModelsMahesh ChantarkarNo ratings yet
- Ring KasanDocument9 pagesRing Kasanruth indahNo ratings yet
- A Parametric Study of Layered Bed PSA For Hydrogen PurificationDocument16 pagesA Parametric Study of Layered Bed PSA For Hydrogen PurificationMateo PosadaNo ratings yet
- Modelling Wastewater Treatment Plants with CFD and ASM ToolsDocument11 pagesModelling Wastewater Treatment Plants with CFD and ASM ToolsSong Nguyen NguyenNo ratings yet
- A Hydrodynamics-Reaction Kinetics Coupled Model For Evaluating Bioreactors Derived From CFD SimulationDocument9 pagesA Hydrodynamics-Reaction Kinetics Coupled Model For Evaluating Bioreactors Derived From CFD SimulationcarloscarinelliNo ratings yet
- DME Synthesis Via Catalytic Distillation: Experiments and SimulationDocument6 pagesDME Synthesis Via Catalytic Distillation: Experiments and SimulationediabcNo ratings yet
- Dynamic Flowsheet Simulation For Chemical L - 2018 - International Journal of GRDocument12 pagesDynamic Flowsheet Simulation For Chemical L - 2018 - International Journal of GRLESLY JHANELA CRUZ ROMONo ratings yet
- Phenomenological Based Model of H - Alkaline Self Pressurized ElectrolyzerDocument6 pagesPhenomenological Based Model of H - Alkaline Self Pressurized ElectrolyzerJesús Javier Antuña CouceiroNo ratings yet
- Synthesis of Cylohexanol by Three-Phase Reactive Distillation: In%uence of Kinetics On Phase EquilibriaDocument10 pagesSynthesis of Cylohexanol by Three-Phase Reactive Distillation: In%uence of Kinetics On Phase EquilibriaYesid Nieto MuñozNo ratings yet
- Journal of Molecular Catalysis A: ChemicalDocument27 pagesJournal of Molecular Catalysis A: ChemicalAMANo ratings yet
- Continuous Lumping Model of An Industrial Refinery Isomax ReactorDocument12 pagesContinuous Lumping Model of An Industrial Refinery Isomax ReactorLindsey BondNo ratings yet
- Data of FeedDocument14 pagesData of FeedRathikanti JanardhanNo ratings yet
- Chemical Engineering Science: Debangsu Bhattacharyya, Raghunathan Rengaswamy, Caine FinnertyDocument15 pagesChemical Engineering Science: Debangsu Bhattacharyya, Raghunathan Rengaswamy, Caine Finnertypapillon tubaNo ratings yet
- Autoclave PDFDocument8 pagesAutoclave PDFDïëgöNïïckYtzNo ratings yet
- Optimization of Performance Model of Ethyl Acetate Saponifi Cation Using Multiple Regression AnalysisDocument10 pagesOptimization of Performance Model of Ethyl Acetate Saponifi Cation Using Multiple Regression AnalysisMatias BenitezNo ratings yet
- Numerical Simulation of An Industrial Fluid Catalytic Cracking RegeneratorDocument10 pagesNumerical Simulation of An Industrial Fluid Catalytic Cracking RegeneratorsagarsrinivasNo ratings yet
- Scale-Up of Reactive Distillation Columns With Catalytic PackingsDocument22 pagesScale-Up of Reactive Distillation Columns With Catalytic PackingsChristian Martinez CervantesNo ratings yet
- Future Foods: Coding Caviar To Avoid Species ExtinctionDocument4 pagesFuture Foods: Coding Caviar To Avoid Species ExtinctionLadsNo ratings yet
- Synthesis and Design of Multiphase Chemical and Biochemical ReactorsDocument5 pagesSynthesis and Design of Multiphase Chemical and Biochemical ReactorsmokasiniNo ratings yet
- 2008 Minh AICHE PDFDocument9 pages2008 Minh AICHE PDFinf2014No ratings yet
- Zhang 2019 IOP Conf. Ser. Earth Environ. Sci. 384 012165 PDFDocument6 pagesZhang 2019 IOP Conf. Ser. Earth Environ. Sci. 384 012165 PDFtanmay kakadeNo ratings yet
- Modelling and Simulation of The Monolithic Reactor For Gas - Liquid - Solid ReactionsDocument9 pagesModelling and Simulation of The Monolithic Reactor For Gas - Liquid - Solid ReactionsAhmadNo ratings yet
- Modeling of Noncatalytic Gas-Solid ReactionsDocument20 pagesModeling of Noncatalytic Gas-Solid ReactionsLuis PaletoNo ratings yet
- Reaction Kinetics-Reactor DesignDocument17 pagesReaction Kinetics-Reactor Designzorro21072107No ratings yet
- 1 - A Generalized Model For DistillationDocument18 pages1 - A Generalized Model For DistillationTwinkleNo ratings yet
- Verst Eeg 1996Document47 pagesVerst Eeg 1996Mayurkumar patilNo ratings yet
- Fischer 2013Document7 pagesFischer 2013sukanyagggNo ratings yet
- Comptes Rendus Chimie: Account/RevueDocument16 pagesComptes Rendus Chimie: Account/RevuefrenNo ratings yet
- 2016 Chinese JCEYuanDocument12 pages2016 Chinese JCEYuaneko handoyoNo ratings yet
- Automotive Exhaust Gas Conversion - From Elementary Step Kinetics To Prediction of Emission DynamicsDocument9 pagesAutomotive Exhaust Gas Conversion - From Elementary Step Kinetics To Prediction of Emission DynamicsAndang Hastu PNo ratings yet
- Chemical Engineering Science: Arnab Atta, Shantanu Roy, Faïçal Larachi, Krishna Deo Prasad NigamDocument10 pagesChemical Engineering Science: Arnab Atta, Shantanu Roy, Faïçal Larachi, Krishna Deo Prasad NigamClaudia DuqueNo ratings yet
- Chemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiDocument14 pagesChemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiMihir ShahNo ratings yet
- Modeling Simulation and Control of A Methanol Synthesis Fixed Bed ReactorDocument13 pagesModeling Simulation and Control of A Methanol Synthesis Fixed Bed ReactorAbdullaNo ratings yet
- Project Descriptions 2012-13. Supplementary List 9.10.12Document7 pagesProject Descriptions 2012-13. Supplementary List 9.10.12Moao AomoNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- International Journal of Heat and Mass Transfer: Dejan BrkicDocument3 pagesInternational Journal of Heat and Mass Transfer: Dejan BrkicSagar DhuriNo ratings yet
- Fermenter Design: Mahesh BuleDocument82 pagesFermenter Design: Mahesh BuleSagar DhuriNo ratings yet
- Engineering Dielectric Liquid ApplicationsDocument4 pagesEngineering Dielectric Liquid ApplicationsJayNo ratings yet
- API 650 Water Storage TankDocument60 pagesAPI 650 Water Storage TankHgagselim Selim100% (1)
- 000 DVP en 140312 PDFDocument2 pages000 DVP en 140312 PDFdhavalesh1No ratings yet
- Clean Production of Corn Stover Pulp Using Koh+Nh Oh Solution and Its Kinetics During DelignificationDocument9 pagesClean Production of Corn Stover Pulp Using Koh+Nh Oh Solution and Its Kinetics During DelignificationSagar DhuriNo ratings yet
- Model Based Constant Feed Fed-Batch - Sorbose Production Process For Improvement in - Sorbose ProductivityDocument8 pagesModel Based Constant Feed Fed-Batch - Sorbose Production Process For Improvement in - Sorbose ProductivitySagar DhuriNo ratings yet
- Dilute-Acid Hydrolysis of Cellulose To Glucose From Sugarcane BagasseDocument6 pagesDilute-Acid Hydrolysis of Cellulose To Glucose From Sugarcane BagasseMaxPostvanderBurgNo ratings yet
- Transactions of Tianjin University Volume 14 Issue 1 2008Document6 pagesTransactions of Tianjin University Volume 14 Issue 1 2008Sagar DhuriNo ratings yet
- Partial Horizontal Tank Volumes: ParametersDocument4 pagesPartial Horizontal Tank Volumes: ParametersSagar DhuriNo ratings yet
- OF TO: Oxidation Acetaldehyde Acetic Acid In1 A Sparger ReactorDocument8 pagesOF TO: Oxidation Acetaldehyde Acetic Acid In1 A Sparger Reactorarpit gargNo ratings yet
- Catalytic Transformations of Ethanol For Biorefineries: Journal of The Brazilian Chemical Society December 2014Document16 pagesCatalytic Transformations of Ethanol For Biorefineries: Journal of The Brazilian Chemical Society December 2014Sagar DhuriNo ratings yet
- Ronghui Lin Et Al - Enantiospecific Synthesis of Natural (-) - Cocaine and Unnatural (+) - Cocaine From D - and L-Glutamic AcidDocument10 pagesRonghui Lin Et Al - Enantiospecific Synthesis of Natural (-) - Cocaine and Unnatural (+) - Cocaine From D - and L-Glutamic AcidPoloGreenNo ratings yet
- Production of biodiesel from used frying oil using combined acid-alkali transesterificationDocument10 pagesProduction of biodiesel from used frying oil using combined acid-alkali transesterificationSagar DhuriNo ratings yet
- Pre-Treatment of Waste Frying Oils For Biodiesel P PDFDocument8 pagesPre-Treatment of Waste Frying Oils For Biodiesel P PDFSagar DhuriNo ratings yet
- Design and Optimisation of Purifi-Cation Procedure For Biodiesel WashingDocument10 pagesDesign and Optimisation of Purifi-Cation Procedure For Biodiesel WashingSagar DhuriNo ratings yet
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachDocument15 pagesEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986No ratings yet
- Energies: Improved Battery Parameter Estimation Method Considering Operating Scenarios For HEV/EV ApplicationsDocument20 pagesEnergies: Improved Battery Parameter Estimation Method Considering Operating Scenarios For HEV/EV ApplicationsSagar DhuriNo ratings yet
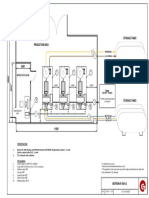
- 201029 Biotron R 3х1000 drawingDocument1 page201029 Biotron R 3х1000 drawingSagar DhuriNo ratings yet
- Biodiesel Plants - CT SystemsDocument12 pagesBiodiesel Plants - CT SystemsSagar DhuriNo ratings yet
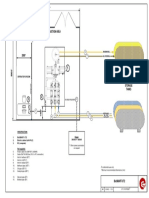
- LAYOUT OF Biosmart R 2Document1 pageLAYOUT OF Biosmart R 2Sagar DhuriNo ratings yet
- Spec Sheet - BioSMART1-16Document2 pagesSpec Sheet - BioSMART1-16Sagar DhuriNo ratings yet
- TFMHamdihun Abdie Dawed RUODocument100 pagesTFMHamdihun Abdie Dawed RUOSagar DhuriNo ratings yet
- Pulsar System - Biodiesel Plants - CT SystemsDocument12 pagesPulsar System - Biodiesel Plants - CT SystemsSagar DhuriNo ratings yet
- Packed Bed PDFDocument72 pagesPacked Bed PDFisrar khan100% (1)
- Battery First Order PDFDocument16 pagesBattery First Order PDFanushkaNo ratings yet
- Dilute Acid and Alkaline Pretreatments for Lignocellulosic Biomass ConversionDocument30 pagesDilute Acid and Alkaline Pretreatments for Lignocellulosic Biomass ConversionSagar DhuriNo ratings yet
- Process Synthesis Principles in The Chromatographic Separation of Sugars From Biomass HydrolysatesDocument7 pagesProcess Synthesis Principles in The Chromatographic Separation of Sugars From Biomass HydrolysatesSagar DhuriNo ratings yet
- Molecules 23 02937 PDFDocument32 pagesMolecules 23 02937 PDFAimanNo ratings yet
- CONTENTS (Social Science)Document9 pagesCONTENTS (Social Science)Sukhmeet Daljit SinghNo ratings yet
- UML Sequence Diagram ATM - Hazhiyah YumniDocument1 pageUML Sequence Diagram ATM - Hazhiyah YumniHazhiyah YumniNo ratings yet
- Barcelona Conferences Abstracts December 2016Document82 pagesBarcelona Conferences Abstracts December 2016Bahadır AkbalNo ratings yet
- Business Model Canvas for SkinBeautyDocument5 pagesBusiness Model Canvas for SkinBeautydinda syafiraNo ratings yet
- Islanding Scheme and Auto Load Shedding To Protect Power SystemDocument5 pagesIslanding Scheme and Auto Load Shedding To Protect Power SystemKingsuk SahaNo ratings yet
- Fault Identification and Location Estimation For A Distributed System Using Simulated Voltage Sag DataDocument5 pagesFault Identification and Location Estimation For A Distributed System Using Simulated Voltage Sag DataMeden PareNo ratings yet
- PDFDocument350 pagesPDFhoangpalestineNo ratings yet
- Quickguide ProteusDocument7 pagesQuickguide ProteusdavidemirraNo ratings yet
- BentleyDocument3 pagesBentleyDorinNo ratings yet
- Kappa 2009 PDFDocument48 pagesKappa 2009 PDFHuascarNo ratings yet
- Scalable, Robust Fluid Flow and Thermal Simulation SolutionDocument5 pagesScalable, Robust Fluid Flow and Thermal Simulation SolutionMoriyasuNguyenNo ratings yet
- Temas de Tesis de Ingenieria de Petroleo y GasDocument23 pagesTemas de Tesis de Ingenieria de Petroleo y GasEver Baptista M67% (3)
- Anylogic System Dynamics TutorialDocument58 pagesAnylogic System Dynamics TutorialgschiroNo ratings yet
- 351 792 1 SMDocument3 pages351 792 1 SMIulia MunteanuNo ratings yet
- PowerFactory v14.1 PDFDocument2 pagesPowerFactory v14.1 PDFEdvin Luis MuñozNo ratings yet
- Process Simulation and Control Using AspenDocument328 pagesProcess Simulation and Control Using Aspenashwin802No ratings yet
- Unit 1 Management Information SystemsDocument29 pagesUnit 1 Management Information Systemspankaj100No ratings yet
- Media Charge TrajectoriesDocument11 pagesMedia Charge TrajectoriesYely Lisbeth Vilca CanazaNo ratings yet
- Petrel 2010 Property Modeling - 5047465 - 01Document37 pagesPetrel 2010 Property Modeling - 5047465 - 01Aliskair AnguianoNo ratings yet
- Journal of Industrial Information IntegrationDocument18 pagesJournal of Industrial Information IntegrationGiovanni TurriNo ratings yet
- Simulation and Animation of Machinery Systems with MATLABDocument4 pagesSimulation and Animation of Machinery Systems with MATLABHariharanNo ratings yet
- The Rubik's CubeDocument51 pagesThe Rubik's CubemagonalexNo ratings yet
- Simulating Pipeline Pressure PulsesDocument8 pagesSimulating Pipeline Pressure PulsesyuvionfireNo ratings yet
- Strategic Compensation PlannningDocument630 pagesStrategic Compensation PlannningArshdev Singh100% (1)
- Time Domain Analysis LabDocument197 pagesTime Domain Analysis LabMarkus SenojNo ratings yet
- An Optimization Method For Radial Forging ProcessDocument9 pagesAn Optimization Method For Radial Forging ProcessHa Linh PhanNo ratings yet
- Solar & Lunar Eclipse LessonsDocument8 pagesSolar & Lunar Eclipse LessonsRaven LugaresNo ratings yet
- Mechatronics Application and System DesignDocument10 pagesMechatronics Application and System Designswap1983No ratings yet
- BTF1623 Process Control MonitoringDocument18 pagesBTF1623 Process Control MonitoringUMIE UMAIRA KM-PelajarNo ratings yet