You might also like
- Flow assurance challenges in Nigeria's natural gas pipelinesDocument21 pagesFlow assurance challenges in Nigeria's natural gas pipelinesAlvaro VelardeNo ratings yet
- Managing of Oil Spill Risks On Transnational Onshore PipelinesDocument13 pagesManaging of Oil Spill Risks On Transnational Onshore Pipelineskalite123No ratings yet
- Corrosion Mechanisms and MitigationDocument11 pagesCorrosion Mechanisms and MitigationDavide CongiuNo ratings yet
- Subsea Pipeline Design For Natural Gas Transportation: A Case Study of Cote D'ivoire's Gazelle FieldDocument15 pagesSubsea Pipeline Design For Natural Gas Transportation: A Case Study of Cote D'ivoire's Gazelle FieldAfrial KamilNo ratings yet
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceFrom EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceNo ratings yet
- Need of Flow Assurance For Crude Oil PropertiesDocument8 pagesNeed of Flow Assurance For Crude Oil Propertiesvande852001No ratings yet
- Oil and Gas Production ThesisDocument6 pagesOil and Gas Production Thesisjoannapaulsenelgin100% (2)
- 1.1 OverviewDocument5 pages1.1 OverviewOdofin GbengaNo ratings yet
- Diagnostic and Prognostic Analysis of Oil and Gas Pipeline With Allowable Corrosion Rate in Niger Delta Area, Nigeria Obaseki, MDocument8 pagesDiagnostic and Prognostic Analysis of Oil and Gas Pipeline With Allowable Corrosion Rate in Niger Delta Area, Nigeria Obaseki, MCrimson WestNo ratings yet
- Gas Hydrates: Its Present and Future Scenario Emphasizing On Technological and Environmental and Economical ChallengesDocument12 pagesGas Hydrates: Its Present and Future Scenario Emphasizing On Technological and Environmental and Economical ChallengesharshiniNo ratings yet
- FSRU Vs PipelineDocument7 pagesFSRU Vs PipelineAnkurSrivastavNo ratings yet
- Maintenance of Subsea Oil and Gas Pipelines Under Aging ConditionsDocument7 pagesMaintenance of Subsea Oil and Gas Pipelines Under Aging ConditionsMarcelo Varejão CasarinNo ratings yet
- Optimize Natural Gas Pipeline CostsDocument25 pagesOptimize Natural Gas Pipeline CostsEfosaUwaifoNo ratings yet
- Gas-Liquid Technical-Report 6.23.23Document27 pagesGas-Liquid Technical-Report 6.23.23HARSHAL PATILNo ratings yet
- Gas Flaring DissertationDocument8 pagesGas Flaring DissertationWriteMyCustomPaperCanada100% (1)
- Karad 2014 Study On Effect of Insulation Design On Thermal-Hydraulic Analysis An Important Aspect in Subsea Pipeline DesigningDocument13 pagesKarad 2014 Study On Effect of Insulation Design On Thermal-Hydraulic Analysis An Important Aspect in Subsea Pipeline DesigningTrần Vũ HạNo ratings yet
- Wellhead CorrosionDocument9 pagesWellhead CorrosionsiemprerrrsiempreNo ratings yet
- Directional Drilling For Safety in Coal MiningDocument11 pagesDirectional Drilling For Safety in Coal MiningMateusz MocNo ratings yet
- Corrosion Control in Oil and Gas PipelinesDocument4 pagesCorrosion Control in Oil and Gas PipelinesJaime Tiburcio Cortés100% (1)
- IPTC 17394 Advanced Technologies For Produced Water Treatment and ReuseDocument11 pagesIPTC 17394 Advanced Technologies For Produced Water Treatment and ReuseFrancisco ACNo ratings yet
- Environmental Protection atDocument18 pagesEnvironmental Protection atursjithuNo ratings yet
- Safety System of Natural Gas PipelineDocument10 pagesSafety System of Natural Gas PipelineJose Leonardo Materano PerozoNo ratings yet
- ECCE 1106 013 Environmental Risk Compliance For Nature GasDocument16 pagesECCE 1106 013 Environmental Risk Compliance For Nature GasO.O.SulaimanNo ratings yet
- SPE 149575 Drilling Waste Handling in Challenging Offshore OperationsDocument9 pagesSPE 149575 Drilling Waste Handling in Challenging Offshore OperationsGabriel SNo ratings yet
- Offshore Drilling Waste Management ReviewDocument289 pagesOffshore Drilling Waste Management ReviewObande OrinyaNo ratings yet
- Flow Assurance in Subsea Pipeline Design - A Case Study of Ghana's Jubilee and TEN FieldsDocument15 pagesFlow Assurance in Subsea Pipeline Design - A Case Study of Ghana's Jubilee and TEN FieldsJuan Yerko SandovalNo ratings yet
- Reservoir Interpretation Using Gas While DrillingDocument17 pagesReservoir Interpretation Using Gas While DrillingmhdstatNo ratings yet
- Castro, Alan Ishmael - Summative Essay 2Document13 pagesCastro, Alan Ishmael - Summative Essay 2Alan Ishmael Guillermo CastroNo ratings yet
- 10 1 1 533 3935 PDFDocument19 pages10 1 1 533 3935 PDFZohaib MaqboolNo ratings yet
- A Diagnostic of The Treatment of Oil Well Drilling Waste in Algerian FieldDocument11 pagesA Diagnostic of The Treatment of Oil Well Drilling Waste in Algerian FieldAbdoo DadaNo ratings yet
- Shale Gas and Fracking in EuropeDocument6 pagesShale Gas and Fracking in EuropeHERNAN CORTEZ FARFANNo ratings yet
- CT 100 Cryogenic Valve Performance Whitepaper - FINALDocument8 pagesCT 100 Cryogenic Valve Performance Whitepaper - FINALSanket WalimbeNo ratings yet
- Unconventional Gas Stimulation Using Nitrogen and Carbon Dioxide Fracturing FluidsDocument8 pagesUnconventional Gas Stimulation Using Nitrogen and Carbon Dioxide Fracturing FluidsNightNo ratings yet
- Mitigation and Remediation Technologies of Waxy Crude OilsDocument35 pagesMitigation and Remediation Technologies of Waxy Crude OilsChandran UdumbasseriNo ratings yet
- Flow Units From Conventional To Tight Gas To Shale Gas To Tight Oil To Shale Oil ReservoirsDocument31 pagesFlow Units From Conventional To Tight Gas To Shale Gas To Tight Oil To Shale Oil ReservoirsKyle PongNo ratings yet
- Natural Gas Dehydration Process Simulation and Optimisation A Case Study of Jubilee FieldDocument10 pagesNatural Gas Dehydration Process Simulation and Optimisation A Case Study of Jubilee FieldGreat AmpongNo ratings yet
- Ipeline Ntegrity and Ecurity: Alan Murray and Rafael G. MoraDocument27 pagesIpeline Ntegrity and Ecurity: Alan Murray and Rafael G. Moraajikabba2001No ratings yet
- Strategic Planning Design and Development of The Shale Gas SupplDocument58 pagesStrategic Planning Design and Development of The Shale Gas SupplLimberg Tola MaytaNo ratings yet
- Fred 2020Document27 pagesFred 2020Anonymous 8te2h1No ratings yet
- Energy: Aleksandar Josifovic, Jennifer J. Roberts, Jonathan Corney, Bruce Davies, Zoe K. ShiptonDocument18 pagesEnergy: Aleksandar Josifovic, Jennifer J. Roberts, Jonathan Corney, Bruce Davies, Zoe K. ShiptonDiegoAlonsoNo ratings yet
- Rajnauth 2008Document17 pagesRajnauth 2008Ömer Faruk SevindikNo ratings yet
- Dissertation Topics On Oil and GasDocument4 pagesDissertation Topics On Oil and GasNeedSomeoneWriteMyPaperSingapore100% (1)
- 4306-Article Text-19918-1-10-20211108Document6 pages4306-Article Text-19918-1-10-20211108listonsiagian422No ratings yet
- Literature Review On Oil and GasDocument7 pagesLiterature Review On Oil and Gasafdtakoea100% (1)
- Hydraulic Fracturing Explained: Evaluation, Implementation, and ChallengesFrom EverandHydraulic Fracturing Explained: Evaluation, Implementation, and ChallengesNo ratings yet
- Firmansyah Et Al. - 2016 - Transient Cooling Simulation of Atmospheric Residue During Pipeline ShutdownsDocument11 pagesFirmansyah Et Al. - 2016 - Transient Cooling Simulation of Atmospheric Residue During Pipeline ShutdownsAbraham SilesNo ratings yet
- SPE 157108 Using Advanced Water Treatment Technologies To Treat Produced Water From The Petroleum IndustryDocument11 pagesSPE 157108 Using Advanced Water Treatment Technologies To Treat Produced Water From The Petroleum IndustryAKASH BNo ratings yet
- Review of Subsea Pipeline Inspection and Monitoring TechnologiesDocument40 pagesReview of Subsea Pipeline Inspection and Monitoring TechnologiesDanny BoysieNo ratings yet
- Aamir Assignment 2 119Document4 pagesAamir Assignment 2 119Tanzeela SiddiqueNo ratings yet
- 6SS Eia EnvironmentsDocument16 pages6SS Eia Environmentsahsan.iut2No ratings yet
- Commercial Use of STranded GasDocument6 pagesCommercial Use of STranded GasaidanNo ratings yet
- Role of Surface and Subsurface Integration in Development of High-Pressure, Low-Production Gas FieldsDocument14 pagesRole of Surface and Subsurface Integration in Development of High-Pressure, Low-Production Gas FieldsAleNo ratings yet
- 1 s2.0 S2590174522000691 MainDocument19 pages1 s2.0 S2590174522000691 MainHazim MohammedNo ratings yet
- Modeling Wear in Slurry PipelinesDocument27 pagesModeling Wear in Slurry PipelinesDhairya VyasNo ratings yet
- Low Permeability Gas ReservoirsDocument15 pagesLow Permeability Gas Reservoirsbhargav103No ratings yet
- Qatar-UK Trade - EditedDocument24 pagesQatar-UK Trade - EditedPaul WahomeNo ratings yet
- Course Work - Chemical Engineering Principle SolvedDocument10 pagesCourse Work - Chemical Engineering Principle Solvedmishal chNo ratings yet
- CuttingsManagement PDFDocument7 pagesCuttingsManagement PDFRian TharnandoNo ratings yet
- Maghraby Et Al-2022-Journal of Engineering and Applied ScienceDocument11 pagesMaghraby Et Al-2022-Journal of Engineering and Applied ScienceRoberto BianchiNo ratings yet
- Final Catalog Design - Part12 PDFDocument1 pageFinal Catalog Design - Part12 PDFOmar WardehNo ratings yet
- Sample Projects: Sabbagh BuildingDocument1 pageSample Projects: Sabbagh BuildingOmar WardehNo ratings yet
- Sample Projects: Societe Huiles Et DerivesDocument1 pageSample Projects: Societe Huiles Et DerivesOmar WardehNo ratings yet
- Sample Projects from Lebanon Telecom MinistryDocument1 pageSample Projects from Lebanon Telecom MinistryOmar WardehNo ratings yet
- Sample Projects: Societe Huiles Et DerivesDocument1 pageSample Projects: Societe Huiles Et DerivesOmar WardehNo ratings yet
- Final Catalog Design - Part7 PDFDocument1 pageFinal Catalog Design - Part7 PDFOmar WardehNo ratings yet
- Sample projects including tugboat, mooring buoys, and RiffaDocument1 pageSample projects including tugboat, mooring buoys, and RiffaOmar WardehNo ratings yet
- Final Catalog Design - Part3Document1 pageFinal Catalog Design - Part3Omar WardehNo ratings yet
- Sample Projects: Stairs Al Saha BeirutDocument1 pageSample Projects: Stairs Al Saha BeirutOmar WardehNo ratings yet
- Well: Various Fields Job Number EG/PVT/209514Document1 pageWell: Various Fields Job Number EG/PVT/209514Omar WardehNo ratings yet
- Final Catalog Design - Part6 PDFDocument1 pageFinal Catalog Design - Part6 PDFOmar WardehNo ratings yet
- Final Catalog Design - Part6 PDFDocument1 pageFinal Catalog Design - Part6 PDFOmar WardehNo ratings yet
- Water Dew Point and Mercury Content Test Results for El Hamd Gas Field in EgyptDocument1 pageWater Dew Point and Mercury Content Test Results for El Hamd Gas Field in EgyptOmar WardehNo ratings yet
- Gambia power plant and petroleum storage tanksDocument1 pageGambia power plant and petroleum storage tanksOmar WardehNo ratings yet
- Capital Gas (209514) GPC Field (El Hamd, El Fanar, Gharib and Shoukeir Fields New - Part14 PDFDocument1 pageCapital Gas (209514) GPC Field (El Hamd, El Fanar, Gharib and Shoukeir Fields New - Part14 PDFOmar WardehNo ratings yet
- Capital Gas (209514) GPC Field (El Hamd, El Fanar, Gharib and Shoukeir Fields New - Part5 PDFDocument1 pageCapital Gas (209514) GPC Field (El Hamd, El Fanar, Gharib and Shoukeir Fields New - Part5 PDFOmar WardehNo ratings yet
- Gas composition and properties analysisDocument1 pageGas composition and properties analysisOmar WardehNo ratings yet
- Part 10Document1 pagePart 10Omar WardehNo ratings yet
- Company:: Capital Gas EgyptDocument1 pageCompany:: Capital Gas EgyptOmar WardehNo ratings yet
- Part 9Document1 pagePart 9Omar WardehNo ratings yet
- Part 3Document1 pagePart 3Omar WardehNo ratings yet
- 209514Document1 page209514Omar WardehNo ratings yet
- Capital Gas Egypt,: Dear SirDocument1 pageCapital Gas Egypt,: Dear SirOmar WardehNo ratings yet
- Corex's: PVT Laboratory ServicesDocument1 pageCorex's: PVT Laboratory ServicesOmar WardehNo ratings yet
- Part 12Document1 pagePart 12Omar WardehNo ratings yet
- Part 11Document1 pagePart 11Omar WardehNo ratings yet
- Technical Description Delta 2015.12.10 - Final Version - Part33Document1 pageTechnical Description Delta 2015.12.10 - Final Version - Part33Omar WardehNo ratings yet
- El Fanar Gas Composition AnalysisDocument1 pageEl Fanar Gas Composition AnalysisOmar WardehNo ratings yet
- Corex: QualityDocument1 pageCorex: QualityOmar WardehNo ratings yet
- Technical Description Delta 2015.12.10 - Final Version - Part30Document1 pageTechnical Description Delta 2015.12.10 - Final Version - Part30Omar WardehNo ratings yet
- ADMIX - RotosolverDocument2 pagesADMIX - RotosolverRaul DiazNo ratings yet
- 6 1 2 p1458 1473 Sya3000 - enDocument16 pages6 1 2 p1458 1473 Sya3000 - enMurali SambandanNo ratings yet
- L&T ECCD Inspection & Test Plan for Structural WorksDocument4 pagesL&T ECCD Inspection & Test Plan for Structural Worksmanu_gite100% (2)
- Electrostatic Neutralization: A Key To Accurate & Repeatable PM Filter WeighingDocument17 pagesElectrostatic Neutralization: A Key To Accurate & Repeatable PM Filter WeighingAbdul HadiNo ratings yet
- Spare filters quote request for SAFU unitsDocument3 pagesSpare filters quote request for SAFU unitshippong niswantoroNo ratings yet
- Dual-band Panel Adjusts Electrical Downtilt 0-14° and 0-8Document2 pagesDual-band Panel Adjusts Electrical Downtilt 0-14° and 0-8DauzaylNo ratings yet
- Proposed 3-Storey Apartment Bill of MaterialsDocument3 pagesProposed 3-Storey Apartment Bill of MaterialsBry RamosNo ratings yet
- p92-4440 Harness - Chassis Load CNTR CumminsDocument4 pagesp92-4440 Harness - Chassis Load CNTR CumminsDiego Lira100% (1)
- LEMWH51x80 Series High Power White LED Data SheetDocument30 pagesLEMWH51x80 Series High Power White LED Data SheetToño MarbanNo ratings yet
- Atn 910iDocument20 pagesAtn 910iRaza RizviNo ratings yet
- NDT - Piping GuideDocument262 pagesNDT - Piping GuideCarlos CastilloNo ratings yet
- Manual Standard WeldingDocument192 pagesManual Standard WeldingGEORGE IVAN0% (1)
- Heat Pump: Power Input, Heat Output and C.O.PDocument7 pagesHeat Pump: Power Input, Heat Output and C.O.PShiyas Basheer73% (11)
- Camfil Farr XH Absolute PDFDocument2 pagesCamfil Farr XH Absolute PDFnussaatlas persadaNo ratings yet
- Weaver BKK 2012Document4 pagesWeaver BKK 2012Mari Sherlin Salisi-ChuaNo ratings yet
- Manual 305507001-3050-Olv-Zine-1-Division-1-Sample-System-Manual-SupplementDocument14 pagesManual 305507001-3050-Olv-Zine-1-Division-1-Sample-System-Manual-Supplementds6219682No ratings yet
- Attach # 2. Routine Test Reports (Internal) - ReviewedDocument3 pagesAttach # 2. Routine Test Reports (Internal) - ReviewedAvinash PatilNo ratings yet
- 01b Eval - Us - LetterDocument16 pages01b Eval - Us - LetternisannnNo ratings yet
- BS5400 Part 4 Training Course - TE EpsomDocument19 pagesBS5400 Part 4 Training Course - TE EpsomjologscresenciaNo ratings yet
- SHERA - DOSKA Stresne RieseniaDocument5 pagesSHERA - DOSKA Stresne RieseniamohamedaminNo ratings yet
- DUT pressure filtration experimentDocument15 pagesDUT pressure filtration experimentServeshan Naidoo33% (3)
- Brain Test System: For Solution Purchase Brain Question Bank 042-37113344Document4 pagesBrain Test System: For Solution Purchase Brain Question Bank 042-37113344Mohammad AshfaqNo ratings yet
- B679-98 (2009) Standard Specification For Electrodeposited Coatings of Palladium For Engineering Use PDFDocument6 pagesB679-98 (2009) Standard Specification For Electrodeposited Coatings of Palladium For Engineering Use PDFdiego rodriguezNo ratings yet
- Central Engineering Consultancy Bureau Schematic Diagram ofDocument1 pageCentral Engineering Consultancy Bureau Schematic Diagram ofChandima Tharaka HerathNo ratings yet
- Alufix 2016 eDocument284 pagesAlufix 2016 epepoteferNo ratings yet
- C C..Ii..M M.. Iin ND Du Us Sttrriie Es S Iin NC C..: FootnoteDocument2 pagesC C..Ii..M M.. Iin ND Du Us Sttrriie Es S Iin NC C..: FootnoteIan FletcherNo ratings yet
- Extrusion and DrawingDocument9 pagesExtrusion and Drawingdema_dias0% (1)
- Toll Plaza BDocument54 pagesToll Plaza Bkhraieric16No ratings yet
- Nynas Transformer Oil - Nytro 10GBN: Naphthenics Product Data SheetDocument1 pageNynas Transformer Oil - Nytro 10GBN: Naphthenics Product Data SheetMarco Avendaño PitmanNo ratings yet
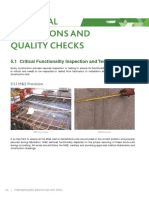
- Critical Inspections and Quality ChecksDocument8 pagesCritical Inspections and Quality ChecksalfieNo ratings yet