You might also like
- Advanced Pharmaceutical analysisFrom EverandAdvanced Pharmaceutical analysisRating: 4.5 out of 5 stars4.5/5 (2)
- Ammonium Nitrate ProductionDocument6 pagesAmmonium Nitrate ProductionAwais839No ratings yet
- Ammonium Nitrate ProductionDocument6 pagesAmmonium Nitrate ProductionAwais839No ratings yet
- Ammonium Nitrate: It Is Applied As A Straight Material or in Combination With Calcium CarbonateDocument6 pagesAmmonium Nitrate: It Is Applied As A Straight Material or in Combination With Calcium CarbonateJanki PatelNo ratings yet
- Nitric PrillsDocument25 pagesNitric Prillskoolarora04No ratings yet
- Production of Ammonium NitrateDocument3 pagesProduction of Ammonium NitrateSk jahidul IslamNo ratings yet
- Unit 1Document21 pagesUnit 1Fitrya ChiequzaNo ratings yet
- Ammonium Nitrate Thermal Stability and Explosion Risk ReductionDocument23 pagesAmmonium Nitrate Thermal Stability and Explosion Risk ReductionjennyNo ratings yet
- Ammonium Nitrate: 1 FertilizerDocument5 pagesAmmonium Nitrate: 1 FertilizerPeyman KhNo ratings yet
- Nitrogen IndustriesDocument53 pagesNitrogen Industriesmulugeta damisuNo ratings yet
- Ammonium Nitrate ProductionDocument7 pagesAmmonium Nitrate ProductionAnonymous 6oIKmXPivNo ratings yet
- Nitric AcidDocument15 pagesNitric AcidFACEtube100% (1)
- Final ProjectDocument73 pagesFinal ProjectKedar Yadav100% (2)
- Nitric Acid: Chemical Process IndustriesDocument13 pagesNitric Acid: Chemical Process Industries78623No ratings yet
- 2 Manufacture of Ammonia, Nitric Acid and Calcium Ammonium NitrateDocument14 pages2 Manufacture of Ammonia, Nitric Acid and Calcium Ammonium NitrateKarez MartoNo ratings yet
- Safety Related Aspects of The Storage of Ammonium Nitrate SolutionsDocument19 pagesSafety Related Aspects of The Storage of Ammonium Nitrate SolutionsUMAR FAROOQNo ratings yet
- Answered Assignment-1Document3 pagesAnswered Assignment-1Chisama SichoneNo ratings yet
- Manufacture of AmmoniaDocument25 pagesManufacture of AmmoniaAmudhan Mani100% (1)
- Nitric Acid Manufacturing ProcessDocument27 pagesNitric Acid Manufacturing ProcessDanish BaigNo ratings yet
- EPA Ammonium Nitrate ProcessDocument9 pagesEPA Ammonium Nitrate ProcessmikescanNo ratings yet
- Petrochemical Products From Methane (Compatibility Mode)Document62 pagesPetrochemical Products From Methane (Compatibility Mode)Jack Chee83% (6)
- Production of AmmoniaDocument29 pagesProduction of AmmoniaBhavna Bajpai83% (6)
- Inorganic Chemical IndustryDocument91 pagesInorganic Chemical IndustryOgunranti RasaqNo ratings yet
- Nitric Acid PDFDocument12 pagesNitric Acid PDFEhb90210No ratings yet
- Nitric Acid and Hydrogen Cyanide ProcessDocument6 pagesNitric Acid and Hydrogen Cyanide ProcessArgelis CamachoNo ratings yet
- Nitric Acid Production Chap 5Document2 pagesNitric Acid Production Chap 5Kers CelestialNo ratings yet
- Catalytic Oxidation of Ammonia To NitrogenDocument139 pagesCatalytic Oxidation of Ammonia To Nitrogenagnotts09No ratings yet
- Unit 3 Chemical Process Technology II Lesson 1 Nitrogen Industries (M)Document22 pagesUnit 3 Chemical Process Technology II Lesson 1 Nitrogen Industries (M)Green JeskNo ratings yet
- Two types degradation amines oxidative thermalDocument2 pagesTwo types degradation amines oxidative thermalShawala AzharNo ratings yet
- Nitric Acid Ppt-1Document21 pagesNitric Acid Ppt-1Mathewos Sada100% (1)
- Process Control LDocument23 pagesProcess Control Ltariq fareedNo ratings yet
- Chemical Process Technology 2 (CE-508) : ExplosivesDocument19 pagesChemical Process Technology 2 (CE-508) : ExplosivesShahzil RehmanNo ratings yet
- AmmoniaDocument17 pagesAmmoniaMubarak Ahmad100% (1)
- Nitrogenous Fertilizer Plants: Environmental Guidelines ForDocument6 pagesNitrogenous Fertilizer Plants: Environmental Guidelines ForMuhammad Musharib Islam KhanNo ratings yet
- ammonia prod.Document21 pagesammonia prod.عزالدين حسنNo ratings yet
- Nitrogenous Fertilizer Plants PDFDocument6 pagesNitrogenous Fertilizer Plants PDFwakasensei99No ratings yet
- Ammonia ManufacturingDocument16 pagesAmmonia ManufacturingMuhammad Irfan MalikNo ratings yet
- Occurrence: Ammonium Nitrate Is ADocument5 pagesOccurrence: Ammonium Nitrate Is AVinod NairNo ratings yet
- Description of The Nitric Acid Production ProcessDocument3 pagesDescription of The Nitric Acid Production Processاسماعیل ادریس عبدالعزیزNo ratings yet
- Ammonium Nitrate: Versatile Nitrogen FertilizerDocument40 pagesAmmonium Nitrate: Versatile Nitrogen Fertilizerakashzincle100% (1)
- Agrochemical Process TechnologiesDocument81 pagesAgrochemical Process TechnologiesBereket TadesseNo ratings yet
- Introduction to Ammonia Production and PropertiesDocument15 pagesIntroduction to Ammonia Production and PropertiesHameed Akhtar100% (1)
- 8.1 Synthetic AmmoniaDocument6 pages8.1 Synthetic Ammoniamithun sahooNo ratings yet
- Chapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)Document9 pagesChapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)Adeyoju RebeccaNo ratings yet
- Fertilizers Industry: Ammonia and Urea ProductionDocument19 pagesFertilizers Industry: Ammonia and Urea ProductionMahmoud HendawyNo ratings yet
- Aminas - ETHANOLAMINAS PDFDocument6 pagesAminas - ETHANOLAMINAS PDFFidel Flores CaricariNo ratings yet
- Runaway Reaction Hazards in Processing Organic NitrocompoundsDocument11 pagesRunaway Reaction Hazards in Processing Organic Nitrocompoundskumar_chemicalNo ratings yet
- Two Main Types of Production Process For Ammonia Synthesis Gas Are Currently in Operation in EuropeDocument9 pagesTwo Main Types of Production Process For Ammonia Synthesis Gas Are Currently in Operation in EuropetauseefaroseNo ratings yet
- Amines ppt2 PDFDocument29 pagesAmines ppt2 PDFKareem MckenzieNo ratings yet
- UreaDocument15 pagesUreahamza ahmad0% (1)
- Process Engineering - Capstone Project Deliverable 2Document14 pagesProcess Engineering - Capstone Project Deliverable 2Harsh Sujit Kondkar ch18b109No ratings yet
- AN ManualDocument142 pagesAN ManualAhmed Said ElrouieNo ratings yet
- Annealing of Wire TechDocument4 pagesAnnealing of Wire TechJayabharath KrishnanNo ratings yet
- Methanol Plant 380 TPD 2362Document14 pagesMethanol Plant 380 TPD 2362Nontokozo Duma100% (1)
- Naptha Hydrotreating UnitDocument7 pagesNaptha Hydrotreating UnitreetiNo ratings yet
- Solvent Distillation Safety GuideDocument5 pagesSolvent Distillation Safety GuidePurveshPatelNo ratings yet
- Urea 2Document16 pagesUrea 2ginga716No ratings yet
- Sem1Fin SummaryDocument6 pagesSem1Fin SummarySharonNo ratings yet
- Formaldehyde From MethanolDocument6 pagesFormaldehyde From MethanolAleem AhmedNo ratings yet
- Camouflage in Malware: From Encryption To Metamorphism: Babak Bashari Rad, Maslin MasromDocument10 pagesCamouflage in Malware: From Encryption To Metamorphism: Babak Bashari Rad, Maslin MasromanujNo ratings yet
- AssignmentsDocument1 pageAssignmentsanujNo ratings yet
- P063Document3 pagesP063ZoYa MunirNo ratings yet
- Student apology for classroom disruptionDocument1 pageStudent apology for classroom disruptionanujNo ratings yet
- Cities OverviewDocument5 pagesCities OverviewYashwanth jonnagaddalaNo ratings yet
- Operating Systems Lab ProjectsDocument14 pagesOperating Systems Lab ProjectsanujNo ratings yet
- Lecture 41: Equipment, Theoretical Cut Diameter, Efficieny: Module 13: CycloneDocument5 pagesLecture 41: Equipment, Theoretical Cut Diameter, Efficieny: Module 13: CycloneanujNo ratings yet
- Campus Recruitment System in 40 CharactersDocument3 pagesCampus Recruitment System in 40 Charactersakhilesh tiwariNo ratings yet
- Perceptron and BackpropagationDocument17 pagesPerceptron and BackpropagationanujNo ratings yet
- Department of Computer & Communication Engineering Minor Project GroupsDocument3 pagesDepartment of Computer & Communication Engineering Minor Project GroupsanujNo ratings yet
- UNIT 1 Transmission ModeDocument30 pagesUNIT 1 Transmission ModeDeepanshu JainNo ratings yet
- DsaDocument112 pagesDsadgbooklover0766571100% (3)
- Plagiarism Scan Report: Plagiarism Unique Plagiarized Sentences Unique SentencesDocument1 pagePlagiarism Scan Report: Plagiarism Unique Plagiarized Sentences Unique SentencesanujNo ratings yet
- Assignment Not GivenDocument1 pageAssignment Not GivenanujNo ratings yet
- National Assessment and Accreditation Council, Bengaluru Universities Accredited by NAAC Whose Accreditation Period Is ValidDocument776 pagesNational Assessment and Accreditation Council, Bengaluru Universities Accredited by NAAC Whose Accreditation Period Is ValidanujNo ratings yet
- Complete C Programs Mait4usDocument32 pagesComplete C Programs Mait4usanujNo ratings yet
- Strait Path EbookDocument233 pagesStrait Path EbookRelebogile Tlhabirwa Kgoadi0% (1)
- Sun Software License AgreementDocument5 pagesSun Software License AgreementanujNo ratings yet
- ReadmeDocument1 pageReadmeskeletorfearsmeNo ratings yet
- Strait Path EbookDocument233 pagesStrait Path EbookRelebogile Tlhabirwa Kgoadi0% (1)
- Operations ResearchDocument109 pagesOperations Researchswatiraj05No ratings yet
- Behavioral Finance: The Psychology of Investing: February 2015Document49 pagesBehavioral Finance: The Psychology of Investing: February 2015Anurag GonNo ratings yet
- ReadmeDocument1 pageReadmeskeletorfearsmeNo ratings yet
- Defcon 17 Joseph Mccray Adv SQL InjectionDocument72 pagesDefcon 17 Joseph Mccray Adv SQL InjectionRoSilenTNo ratings yet
- 3: Assembly Language: SEE 3223 Microprocessor SystemsDocument41 pages3: Assembly Language: SEE 3223 Microprocessor SystemsanujNo ratings yet
- Pneumatic Seal Catalogue 2022Document141 pagesPneumatic Seal Catalogue 2022Septyan kurnia ardiansyahNo ratings yet
- Chemistry Project: Aldol Condensation o IntroductionDocument10 pagesChemistry Project: Aldol Condensation o IntroductionVidur GuptaNo ratings yet
- C 219 Â " 02 QZIXOS0WMGDocument3 pagesC 219 Â " 02 QZIXOS0WMGSebastián RodríguezNo ratings yet
- Febriana 2020 IOP Conf. Ser. Mater. Sci. Eng. 858 012047Document9 pagesFebriana 2020 IOP Conf. Ser. Mater. Sci. Eng. 858 012047mattNo ratings yet
- DENR Rules on Toxic Chemicals and Hazardous WastesDocument39 pagesDENR Rules on Toxic Chemicals and Hazardous WastesЙонас РуэлNo ratings yet
- Chemical Bonding File4 PDFDocument11 pagesChemical Bonding File4 PDFyaswanthNo ratings yet
- BIOCERAMICSDocument18 pagesBIOCERAMICSsushilNo ratings yet
- Tutorial Questions On ElectrochemistryDocument5 pagesTutorial Questions On ElectrochemistrycpliamNo ratings yet
- Unit 4Document34 pagesUnit 4adarshclash18No ratings yet
- Chemical Reactions and Equations CASE BASED MCQsDocument43 pagesChemical Reactions and Equations CASE BASED MCQsVikesh KansalNo ratings yet
- Acid Base Hydrolysis Worked ExamplesDocument24 pagesAcid Base Hydrolysis Worked ExamplesWulandari Trihapsari PutriNo ratings yet
- Chủ đề 5_Energy storage systems_ a review-trang-1-trang-2Document20 pagesChủ đề 5_Energy storage systems_ a review-trang-1-trang-2ntnphung.sdh222No ratings yet
- 8 Electrozi Ion SelectiviDocument8 pages8 Electrozi Ion SelectiviOana Nicoleta LeoveanuNo ratings yet
- Aqueous Reactions & Solution StoichiometryDocument125 pagesAqueous Reactions & Solution StoichiometrykumuthaNo ratings yet
- Kairos Company ProfileDocument2 pagesKairos Company Profileapi-326437421No ratings yet
- Education Regulations, 1991Document28 pagesEducation Regulations, 1991Latest Laws TeamNo ratings yet
- Iron-Sulfur Clusters: Nature's Modular, Multipurpose StructuresDocument8 pagesIron-Sulfur Clusters: Nature's Modular, Multipurpose StructuresBenjamín Marc Ridgway de SassouNo ratings yet
- Edible Substances and Their Tastes Substance Taste (Sour/Bitter/Any Other)Document6 pagesEdible Substances and Their Tastes Substance Taste (Sour/Bitter/Any Other)Dhruv DesaiNo ratings yet
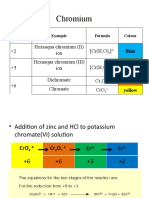
- Chromium: +2 Hexaaqua Chromium (Ii) Ion (CR (H O) ) Hexaaqua Chromium (Iii) Ion (CR (H O) ) Dichromate CR O Chromate CroDocument20 pagesChromium: +2 Hexaaqua Chromium (Ii) Ion (CR (H O) ) Hexaaqua Chromium (Iii) Ion (CR (H O) ) Dichromate CR O Chromate CroSherey FathimathNo ratings yet
- Bulk ChemicalsDocument6 pagesBulk ChemicalsSwissHuge HugeNo ratings yet
- SOx MeasurementDocument20 pagesSOx MeasurementShakila PathiranaNo ratings yet
- Fabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringDocument18 pagesFabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringSatish HSNo ratings yet
- Paint and Coatings Online Coatings Glossary of Terms: Edited by Mark DrukenbrodDocument6 pagesPaint and Coatings Online Coatings Glossary of Terms: Edited by Mark DrukenbrodAnkit TrivediNo ratings yet
- Sika Firestop Marine: The Fire Resistant Rigid Silicate SealantDocument2 pagesSika Firestop Marine: The Fire Resistant Rigid Silicate SealantEmin MešićNo ratings yet
- Hyperchain X Official WhitepaperDocument5 pagesHyperchain X Official Whitepaperunreal2No ratings yet
- Disinfection of Dental ImpressionsDocument4 pagesDisinfection of Dental ImpressionsswathiNo ratings yet
- ZYTEL Molding Guide PDFDocument44 pagesZYTEL Molding Guide PDFvdj85No ratings yet
- Physical and Chemical Changes - MCQDocument9 pagesPhysical and Chemical Changes - MCQMinuteBrain LearningNo ratings yet
- 2017-Carbon Nano-Onions - Unique Carbon Nanostructures With Fascinating Properties and Their Potential ApplicationsDocument18 pages2017-Carbon Nano-Onions - Unique Carbon Nanostructures With Fascinating Properties and Their Potential Applicationsparra MedinaNo ratings yet
- AMAZONITE- THE GREEN VARIETY OF MICROCLINEDocument325 pagesAMAZONITE- THE GREEN VARIETY OF MICROCLINEGabriel Teixeira0% (1)
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- The End of Craving: Recovering the Lost Wisdom of Eating WellFrom EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellRating: 4.5 out of 5 stars4.5/5 (80)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (57)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincFrom EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincRating: 3.5 out of 5 stars3.5/5 (137)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Weather Machine: A Journey Inside the ForecastFrom EverandThe Weather Machine: A Journey Inside the ForecastRating: 3.5 out of 5 stars3.5/5 (31)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (242)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980From Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Rating: 4 out of 5 stars4/5 (21)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureFrom EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureRating: 5 out of 5 stars5/5 (125)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- Mini Farming: Self-Sufficiency on 1/4 AcreFrom EverandMini Farming: Self-Sufficiency on 1/4 AcreRating: 4 out of 5 stars4/5 (76)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseFrom EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseRating: 3.5 out of 5 stars3.5/5 (12)
- Pale Blue Dot: A Vision of the Human Future in SpaceFrom EverandPale Blue Dot: A Vision of the Human Future in SpaceRating: 4.5 out of 5 stars4.5/5 (588)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreFrom EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreRating: 4.5 out of 5 stars4.5/5 (33)