You might also like
- Introductory Chemistry 4th Edition Russo Test BankDocument14 pagesIntroductory Chemistry 4th Edition Russo Test BankJohnWhitextnzm100% (16)
- Pipeline Design for Water EngineersFrom EverandPipeline Design for Water EngineersRating: 5 out of 5 stars5/5 (1)
- Exothermic and Endothermic Reactions - WorksheetDocument4 pagesExothermic and Endothermic Reactions - WorksheetSarah KKC100% (2)
- Liquid Penetrant Inspection 50 Question QuizDocument10 pagesLiquid Penetrant Inspection 50 Question QuizAnonymous gFcnQ4go100% (6)
- Troubleshooting and Rectification of A C3 Splitter TowerDocument25 pagesTroubleshooting and Rectification of A C3 Splitter TowerparykoochakNo ratings yet
- Cavitation Characteristics and Infinite Aspect Ration Characteristics of A Hydrofoil SectionDocument31 pagesCavitation Characteristics and Infinite Aspect Ration Characteristics of A Hydrofoil SectionMuadz MuhammadNo ratings yet
- Engineering Fracture MechanicsDocument15 pagesEngineering Fracture MechanicsImags GamiNo ratings yet
- Dell Ner Brochure 2019Document46 pagesDell Ner Brochure 2019Imags GamiNo ratings yet
- ChicagoPneumatic CPX 350-700 Spare Parts List EN Brendola 2200791644 Ed02Document32 pagesChicagoPneumatic CPX 350-700 Spare Parts List EN Brendola 2200791644 Ed02AlexNo ratings yet
- Duct & Vent EngineeringDocument70 pagesDuct & Vent Engineeringtop20202080% (5)
- Hidraulica de Tuberias J P TelliusDocument271 pagesHidraulica de Tuberias J P TelliusDanny Garcia100% (1)
- Water Hammer With Column Separation A Historical ReviewDocument37 pagesWater Hammer With Column Separation A Historical Reviewanoop102No ratings yet
- SIKA Catalog 2020 - Infrastructure v20 December 17 PDFDocument60 pagesSIKA Catalog 2020 - Infrastructure v20 December 17 PDFMark anthony GauranoNo ratings yet
- Components of Pore Water PressureDocument23 pagesComponents of Pore Water PressureRAJU4687No ratings yet
- Studies On The Operation of Loop-Seal in Circulating Fluidized Bed Boilers, P. BasuDocument9 pagesStudies On The Operation of Loop-Seal in Circulating Fluidized Bed Boilers, P. BasuyukselenturkNo ratings yet
- Airflow Analysis of Grain Ventilation DuctDocument116 pagesAirflow Analysis of Grain Ventilation Ductmarceilinus devaluantoNo ratings yet
- Lehninger Principles of Biochemistry Test Bank CH 4Document13 pagesLehninger Principles of Biochemistry Test Bank CH 4Jubeena SadiqueNo ratings yet
- Hydraulic Design of Hollow Jet Valve-PAP-0152Document19 pagesHydraulic Design of Hollow Jet Valve-PAP-0152laherrans100% (1)
- Introduction, Abstract, Conclusion, ReferenceDocument4 pagesIntroduction, Abstract, Conclusion, ReferenceChiu Fong50% (2)
- PolyethyleneDocument17 pagesPolyethylenePrateek Mall100% (1)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- 1 s2.0 014486099500001U Main PDFDocument11 pages1 s2.0 014486099500001U Main PDFImags GamiNo ratings yet
- Low Head OxygenatorsDocument13 pagesLow Head OxygenatorssavuNo ratings yet
- Low Head Oxygenators PDFDocument13 pagesLow Head Oxygenators PDFsavuNo ratings yet
- Analytica Chimica ActaDocument9 pagesAnalytica Chimica ActaNIKHIL SHINDENo ratings yet
- Pressure Losses Across Trickle Irrigation Fittings and EmittersDocument6 pagesPressure Losses Across Trickle Irrigation Fittings and EmittersFrancisco OppsNo ratings yet
- The Effect of Bubble Size On The Rate of Flotation of Fine ParticlesDocument21 pagesThe Effect of Bubble Size On The Rate of Flotation of Fine ParticlesFrancisco Campbell100% (1)
- EIS Measurement For Corrosion Monitoring Under: Multiphase Flow ConditionsDocument12 pagesEIS Measurement For Corrosion Monitoring Under: Multiphase Flow Conditionsgoogley71No ratings yet
- Performance Limits of Width-Contracted Flumes: WWW - Usbr.gov/wrrl/winflumeDocument7 pagesPerformance Limits of Width-Contracted Flumes: WWW - Usbr.gov/wrrl/winflume1000jgvNo ratings yet
- Modelling Gas Liquid Flow in Venturi SCR PDFDocument7 pagesModelling Gas Liquid Flow in Venturi SCR PDFdonyaNo ratings yet
- 2010 58 4 Emiroglu 245Document16 pages2010 58 4 Emiroglu 245Raju ShresthaNo ratings yet
- Gas Holdup in A Gasliquid Up Flow Bubble Column in The Presence of Double Cone Promoter PDFDocument8 pagesGas Holdup in A Gasliquid Up Flow Bubble Column in The Presence of Double Cone Promoter PDFCastañeda ValeriaNo ratings yet
- GT11S03 FMGM11.fullygroutedDocument16 pagesGT11S03 FMGM11.fullygroutedSergio Antonio Vergara SarmientoNo ratings yet
- EP0129198B1Document22 pagesEP0129198B1trido6189No ratings yet
- Burley 1985 Aquacultural-EngineeringDocument22 pagesBurley 1985 Aquacultural-EngineeringJorge RodriguezNo ratings yet
- 1 s2.0 S0144860901000668 MainDocument21 pages1 s2.0 S0144860901000668 MainnuulNo ratings yet
- Effect of Distribution Nozzles On Trickling Filter PerformanceDocument16 pagesEffect of Distribution Nozzles On Trickling Filter PerformanceJozepalNo ratings yet
- PressureDrop IJFMRDocument18 pagesPressureDrop IJFMRThinh Tran HungNo ratings yet
- Estimating Flow Characteristics of Different Weir PDFDocument17 pagesEstimating Flow Characteristics of Different Weir PDFrhinonanaNo ratings yet
- Drag Reduction Characteristics in Straig PDFDocument10 pagesDrag Reduction Characteristics in Straig PDFoswaldo58No ratings yet
- Airlift PumpDocument18 pagesAirlift Pumptushar patelNo ratings yet
- Experiment 4 2Document12 pagesExperiment 4 2ChongNo ratings yet
- Discharge Coefficients For Combustor-Liner Air-Entry Holes II - Flush Rectangular Holes, Step Louvers, and ScoopsDocument58 pagesDischarge Coefficients For Combustor-Liner Air-Entry Holes II - Flush Rectangular Holes, Step Louvers, and ScoopsLanceNo ratings yet
- Air Lift Design Pumps PDFDocument5 pagesAir Lift Design Pumps PDFinggerman100% (1)
- 2008 Etfs DudaDocument5 pages2008 Etfs DudamhNo ratings yet
- Experimental Study of Bell Mouth Intakes On Discharge CoefficientDocument4 pagesExperimental Study of Bell Mouth Intakes On Discharge CoefficientJeff BarnardNo ratings yet
- Part I Power ConsumptionDocument15 pagesPart I Power ConsumptionHanna Felisia StefanyNo ratings yet
- Total Spray Tray (TST) For Distillation Columns: A New Generation Tray With Lower Pressure DropDocument5 pagesTotal Spray Tray (TST) For Distillation Columns: A New Generation Tray With Lower Pressure DropCiro Henrique TeixeiraNo ratings yet
- Hydraulic Model Study of Submerged Jet Flow Gates For Arrowrock Dam Outlet Works ModificationDocument15 pagesHydraulic Model Study of Submerged Jet Flow Gates For Arrowrock Dam Outlet Works ModificationMaría MadridNo ratings yet
- Pinhole Test For Identifying Susceptibility of Soils To Piping Erosion: Effect of Water Quality and Hydraulic HeadDocument4 pagesPinhole Test For Identifying Susceptibility of Soils To Piping Erosion: Effect of Water Quality and Hydraulic HeadJaime Andrés RodriguezNo ratings yet
- A Simplified Method For Assessing The Saturation Efficiency at Full-Scale Dissolved Air Flotation Plant PDFDocument8 pagesA Simplified Method For Assessing The Saturation Efficiency at Full-Scale Dissolved Air Flotation Plant PDFChris QueroNo ratings yet
- OrificeDocument7 pagesOrificePrasillaPrisiNo ratings yet
- Air Entrainment and Oxygen Transfer in A Venturi PDFDocument3 pagesAir Entrainment and Oxygen Transfer in A Venturi PDFRonaldo LeiteNo ratings yet
- Plant Design Kojic Acid Beta 1Document41 pagesPlant Design Kojic Acid Beta 1Milton Dels RosaNo ratings yet
- SPE 89334 Analysis of The Effects of Major Drilling Parameters On Cuttings Transport Efficiency For High-Angle Wells in Coiled Tubing Drilling OperationsDocument8 pagesSPE 89334 Analysis of The Effects of Major Drilling Parameters On Cuttings Transport Efficiency For High-Angle Wells in Coiled Tubing Drilling OperationsmsmsoftNo ratings yet
- Capiro Etal WR 2007Document10 pagesCapiro Etal WR 2007Christian Yao AmegaviNo ratings yet
- 10 Nodal System Analysis of Oil and Gas WellsDocument13 pages10 Nodal System Analysis of Oil and Gas WellsSultan_Mehmood_7287100% (5)
- Oxygen Transfer Model Development Based On Activated Sludge and Clean WaterDocument9 pagesOxygen Transfer Model Development Based On Activated Sludge and Clean WaterSol AngelNo ratings yet
- Airlift Bioreactor For Biological ApplicationsDocument11 pagesAirlift Bioreactor For Biological ApplicationsTheDreamMNo ratings yet
- Distillation Column Tray DesignDocument10 pagesDistillation Column Tray Designvenkatesh801No ratings yet
- The Effect of Outlet Weir Height On Sieve Tray PerformanceDocument25 pagesThe Effect of Outlet Weir Height On Sieve Tray PerformanceMasroorAbroNo ratings yet
- Solemslie 2014 IOP Conf. Ser.: Earth Environ. Sci. 22 012004 PDFDocument11 pagesSolemslie 2014 IOP Conf. Ser.: Earth Environ. Sci. 22 012004 PDFalvarodchNo ratings yet
- Bahnfleth2005 PDFDocument16 pagesBahnfleth2005 PDFMilos IvosevicNo ratings yet
- Evaluating Sieve Tray Flooding in A Distillation Column Using Kister and Haas and Fair's CorrelationsDocument10 pagesEvaluating Sieve Tray Flooding in A Distillation Column Using Kister and Haas and Fair's CorrelationsSharon Angela AikinsNo ratings yet
- The Effects of Impeller Characteristics in The Hydrogenation of Aniline On Ru/C CatalystDocument6 pagesThe Effects of Impeller Characteristics in The Hydrogenation of Aniline On Ru/C CatalystBheemannaChandurNo ratings yet
- Novel Design For The Nozzle of A Laminar Jet AbsorberDocument7 pagesNovel Design For The Nozzle of A Laminar Jet Absorbermy_khan20027195No ratings yet
- Process Design Aspects of Jet Mixers: Ashwin W. Patwardhan and Amit R. ThatteDocument8 pagesProcess Design Aspects of Jet Mixers: Ashwin W. Patwardhan and Amit R. ThatteMamoon ShahidNo ratings yet
- Fluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984From EverandFluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984No ratings yet
- Railway Investigation ReportDocument27 pagesRailway Investigation ReportImags GamiNo ratings yet
- Supplemental/Bid Bulletin: and Testing of Air Compressor-Rebidding"Document1 pageSupplemental/Bid Bulletin: and Testing of Air Compressor-Rebidding"Imags GamiNo ratings yet
- EPG 2021 Work Attitude Assessment 1Document1 pageEPG 2021 Work Attitude Assessment 1Imags GamiNo ratings yet
- To Use Yamaha Magic Stomp Software With Windows 10 64 Bit Follow These InstructionsDocument2 pagesTo Use Yamaha Magic Stomp Software With Windows 10 64 Bit Follow These InstructionsImags GamiNo ratings yet
- Foundry Plan Ground FloorDocument1 pageFoundry Plan Ground FloorImags GamiNo ratings yet
- Generic Scrubber Maintenance ChartDocument1 pageGeneric Scrubber Maintenance ChartImags GamiNo ratings yet
- COVID 19 VACCINATION POLICY With IATF RESOLUTIONSDocument11 pagesCOVID 19 VACCINATION POLICY With IATF RESOLUTIONSImags GamiNo ratings yet
- Mohsen Achour BiographyDocument9 pagesMohsen Achour BiographyImags GamiNo ratings yet
- Satish Kandlikar BiographyDocument2 pagesSatish Kandlikar BiographyImags GamiNo ratings yet
- Skeletal-Workforce SystemDocument9 pagesSkeletal-Workforce SystemImags GamiNo ratings yet
- XV Portuguese Conference On Fracture, PCF 2016, 10-12 February 2016, Paço de Arcos, PortugalDocument12 pagesXV Portuguese Conference On Fracture, PCF 2016, 10-12 February 2016, Paço de Arcos, PortugalImags GamiNo ratings yet
- Transportation Research Part C: Xiaojie Luan, Francesco Corman, Lingyun MengDocument27 pagesTransportation Research Part C: Xiaojie Luan, Francesco Corman, Lingyun MengImags GamiNo ratings yet
- Individual Function Sheet FormDocument9 pagesIndividual Function Sheet FormImags GamiNo ratings yet
- Hybrid Electric Train: Operations and Maintenance ManualDocument43 pagesHybrid Electric Train: Operations and Maintenance ManualImags GamiNo ratings yet
- Mirdc Work From Home Arrangements: Weekly Accomplishment ReportDocument22 pagesMirdc Work From Home Arrangements: Weekly Accomplishment ReportImags GamiNo ratings yet
- Calibration Sched MIRDC Investment CastingDocument8 pagesCalibration Sched MIRDC Investment CastingImags GamiNo ratings yet
- Equipment/S: 2021 Planned Preventive Maintenance ScheduleDocument3 pagesEquipment/S: 2021 Planned Preventive Maintenance ScheduleImags GamiNo ratings yet
- DTR - Melchor Gamilla - Feb2021Document1 pageDTR - Melchor Gamilla - Feb2021Imags GamiNo ratings yet
- Firetrace General Brochure LDocument8 pagesFiretrace General Brochure LCesar ZarateNo ratings yet
- Ring I Ring II: Pune 086250 79554 020-29 523 523 Performance Test Series Chemistry Test 1 Time: 90 Min MAX. MARKS: 200Document11 pagesRing I Ring II: Pune 086250 79554 020-29 523 523 Performance Test Series Chemistry Test 1 Time: 90 Min MAX. MARKS: 200Soham YedgaonkarNo ratings yet
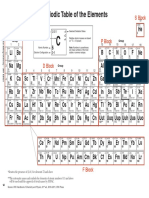
- Periodic Table (Quantum Mechanics)Document1 pagePeriodic Table (Quantum Mechanics)Harry PutrNo ratings yet
- Dr. Tayyaba Noor: School of Chemical and Materials Engineering National University of Sciences and Technology IslamabadDocument66 pagesDr. Tayyaba Noor: School of Chemical and Materials Engineering National University of Sciences and Technology Islamabadabc xyzNo ratings yet
- Cottonseed Trimethylolpropane (TMP) Ester As Lubricant and Performance Characteristics For Diesel EngineDocument8 pagesCottonseed Trimethylolpropane (TMP) Ester As Lubricant and Performance Characteristics For Diesel Engineelias chernetNo ratings yet
- Rapid Prototyping Journal: Article InformationDocument10 pagesRapid Prototyping Journal: Article InformationSagnik ChowdhuryNo ratings yet
- Bubble Point and Dew Point Calculations University of The Philippines DilimanDocument7 pagesBubble Point and Dew Point Calculations University of The Philippines DilimanAcademicBMNo ratings yet
- Solid State-1Document29 pagesSolid State-1raj ladNo ratings yet
- IGS-M-TP-014-6 (1) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 60 CDocument18 pagesIGS-M-TP-014-6 (1) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 60 CTa GiNo ratings yet
- Exp 6 Communication ReportDocument2 pagesExp 6 Communication Reportapi-531389722No ratings yet
- Model S30 Metallic Design Level 1: Service & Operating ManualDocument33 pagesModel S30 Metallic Design Level 1: Service & Operating ManualGilberto LucioNo ratings yet
- Unitwise Evaluation and Additional One Mark Questions With Answer KeyDocument94 pagesUnitwise Evaluation and Additional One Mark Questions With Answer KeyPradeshwaran BalajiNo ratings yet
- Viscose FiberDocument19 pagesViscose FiberSourabh Singh ChauhanNo ratings yet
- Warning Tape DatasheetDocument2 pagesWarning Tape DatasheetSameera GamageNo ratings yet
- Simple Non-Ruminants: Principles of Animal Nutrition Dr. Cristine W. MaramagDocument30 pagesSimple Non-Ruminants: Principles of Animal Nutrition Dr. Cristine W. MaramagMc Kjell Dagman RaveloNo ratings yet
- Plating Specification: DSP-01-Duplex NickelDocument4 pagesPlating Specification: DSP-01-Duplex NickelALEX MURPHYNo ratings yet
- PARAT® 5500: Air Purifying Escape Unit (Fire Escape Hood)Document1 pagePARAT® 5500: Air Purifying Escape Unit (Fire Escape Hood)SALIM KALLELNo ratings yet
- Et Al 1989Document11 pagesEt Al 1989orienteNo ratings yet
- MSDS - ASMACO RTV GasketDocument2 pagesMSDS - ASMACO RTV GasketadminNo ratings yet
- Biomolecules: Essence in LifeDocument3 pagesBiomolecules: Essence in LifeJeffrey DaclanNo ratings yet
- AFN150Document19 pagesAFN150Paulo PugginaNo ratings yet
- Effect of Extenders With Narrow and Broad Particle Size Distributions On The Properties of CoatingsDocument6 pagesEffect of Extenders With Narrow and Broad Particle Size Distributions On The Properties of CoatingsMajd M. KhalilNo ratings yet