You might also like
- Project On Ethiopian Iron and Steel Factory - Mutera2004backsDocument44 pagesProject On Ethiopian Iron and Steel Factory - Mutera2004backsbel100% (1)
- REPORTDocument18 pagesREPORTbelNo ratings yet
- Environment: 2. LocationDocument2 pagesEnvironment: 2. LocationbelNo ratings yet
- Which Sector?: Employment SectorsDocument6 pagesWhich Sector?: Employment SectorsbelNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Research Proposal 4 638Document28 pagesResearch Proposal 4 638Monir H. MazumderNo ratings yet
- Geas FormulaDocument29 pagesGeas Formularoy016No ratings yet
- Tutorial 2 (DC Meter)Document3 pagesTutorial 2 (DC Meter)Anson NaiNo ratings yet
- ATC - Mod2 - RegularLanguageProperties (Autosaved)Document53 pagesATC - Mod2 - RegularLanguageProperties (Autosaved)VIDYA PNo ratings yet
- User's Manual For CLP Spreadsheet Solver: University of BathDocument14 pagesUser's Manual For CLP Spreadsheet Solver: University of BathMaëlAoayNo ratings yet
- Big M MethodDocument4 pagesBig M MethodTempapara AccountakaraNo ratings yet
- Aztec Spanish Dialogues 1524Document142 pagesAztec Spanish Dialogues 1524Rachel Spaulding100% (1)
- Pasquali - Treatment of NMSC PDFDocument109 pagesPasquali - Treatment of NMSC PDFIvanus NicoletaNo ratings yet
- Strain Index Scoring Sheet: Date: Task: Company: Supervisor: Dept: EvaluatorDocument1 pageStrain Index Scoring Sheet: Date: Task: Company: Supervisor: Dept: EvaluatorAngeline Henao BohorquezNo ratings yet
- Material de Clase 3 PDFDocument57 pagesMaterial de Clase 3 PDFPiero ZeaNo ratings yet
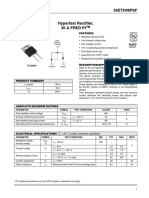
- 30ETH06P DiodoDocument6 pages30ETH06P DiodorepelindNo ratings yet
- Francisco Javier Rondan-Cataluña, Jorge Arenas-Gaitán, Patricio Esteban Ramírez-Correa, (2015) 'A ComparisonDocument20 pagesFrancisco Javier Rondan-Cataluña, Jorge Arenas-Gaitán, Patricio Esteban Ramírez-Correa, (2015) 'A ComparisonEndry Junior ENo ratings yet
- The Optimizing Information Leakage in Multicloud Storage ServicesDocument7 pagesThe Optimizing Information Leakage in Multicloud Storage ServicesEditor IJTSRDNo ratings yet
- Lec09 PDFDocument27 pagesLec09 PDFalb3rtnetNo ratings yet
- Lesson Plan in Math 2 (UDL Strategy)Document10 pagesLesson Plan in Math 2 (UDL Strategy)Karla De Guzman Hornilla100% (21)
- BDD 40903 Injection Mold Design Chapter 5Document35 pagesBDD 40903 Injection Mold Design Chapter 5Churreya Chai LomNo ratings yet
- Gulrajani-1992-Review of Progress in Coloration and Related TopicsDocument12 pagesGulrajani-1992-Review of Progress in Coloration and Related TopicsPratik KaleNo ratings yet
- Ultra High Speed and Compact: Application ExamplesDocument4 pagesUltra High Speed and Compact: Application ExamplesEsteban Angel MatamorosNo ratings yet
- Airqrate 19inchDocument1 pageAirqrate 19inchjhonalejoNo ratings yet
- Piles in ChalkDocument9 pagesPiles in ChalktomaszdaNo ratings yet
- TECOM Pressure RegulatorDocument4 pagesTECOM Pressure RegulatorRagu RajanNo ratings yet
- Measures of Central Tendency - Business Statistics by PR VittalDocument20 pagesMeasures of Central Tendency - Business Statistics by PR VittalHemavathiNo ratings yet
- Power Inspector Remote Supervision and Control Center: Description and Operating InstructionsDocument49 pagesPower Inspector Remote Supervision and Control Center: Description and Operating InstructionsOleg KuryanNo ratings yet
- Endodontic Instruments Endodontic InstrumentsDocument11 pagesEndodontic Instruments Endodontic InstrumentsMubashir ZamanNo ratings yet
- Pmax Low-Voltage Compact Bus Duct System: C AtalogDocument20 pagesPmax Low-Voltage Compact Bus Duct System: C Atalogirwan abdurahmanNo ratings yet
- EIM TrainingDocument38 pagesEIM TrainingAngela ChapmanNo ratings yet
- MATHDocument4 pagesMATHCisco MontalvoNo ratings yet
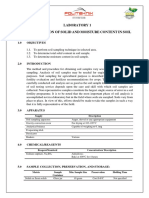
- Experiment 1 Determination of Solid and Moisture Content in SoilDocument4 pagesExperiment 1 Determination of Solid and Moisture Content in SoilnityaNo ratings yet
- BGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Document1 pageBGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Eswar Enterprises QcNo ratings yet
- DS-2CC102/112/192P (N) - IR3 Color IR Camera: SpecificationsDocument1 pageDS-2CC102/112/192P (N) - IR3 Color IR Camera: SpecificationsRicardo LescanoNo ratings yet