You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Carel User Manual PDFDocument44 pagesCarel User Manual PDFaposticaaNo ratings yet
- Chilller 92 TR Gardner Denver PDFDocument1 pageChilller 92 TR Gardner Denver PDFIsrael SanchezNo ratings yet
- Writing Task 1: You Should Spend About 20 Minutes On This TaskDocument1 pageWriting Task 1: You Should Spend About 20 Minutes On This TaskRodrigo MoraesNo ratings yet
- Academic Writing Task 1BDocument1 pageAcademic Writing Task 1BBidin KudinNo ratings yet
- Donaldson - Downdraft Bench PDFDocument2 pagesDonaldson - Downdraft Bench PDFIsrael SanchezNo ratings yet
- Donaldson - Downdraft Bench PDFDocument2 pagesDonaldson - Downdraft Bench PDFIsrael SanchezNo ratings yet
- Vlir Scholarship PDFDocument24 pagesVlir Scholarship PDFIsrael SanchezNo ratings yet
- Microstation v8Document234 pagesMicrostation v8Carmen GloNo ratings yet
- Liftmaster Csl24 Slide Gate Operator ManualDocument48 pagesLiftmaster Csl24 Slide Gate Operator ManualIsrael SanchezNo ratings yet
- Rear & Front Bottom HalfDocument1 pageRear & Front Bottom HalfIsrael SanchezNo ratings yet
- Donaldson - Ambient Collection SystemDocument2 pagesDonaldson - Ambient Collection SystemIsrael SanchezNo ratings yet
- Boilers 23Document2 pagesBoilers 23Israel SanchezNo ratings yet
- MOPXDocument4 pagesMOPXMansoor AhmadNo ratings yet
- Piping Class 1985Document42 pagesPiping Class 1985Israel SanchezNo ratings yet
- Bilge Technical Emd00201enDocument20 pagesBilge Technical Emd00201enIsrael SanchezNo ratings yet
- Harvard Citation Guide2012Document16 pagesHarvard Citation Guide2012Adrian PortillaNo ratings yet
- Piping Class 1985Document42 pagesPiping Class 1985Israel SanchezNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Eec 115 Practical - Electrical EngineeringDocument35 pagesEec 115 Practical - Electrical EngineeringVietHungCao89% (9)
- M3000ADocument10 pagesM3000AAdacia Mineiro Lima100% (1)
- Fonte SDN 10-24-100CDocument6 pagesFonte SDN 10-24-100CKennedy TavaresNo ratings yet
- Industrial SVCDocument4 pagesIndustrial SVChs1986No ratings yet
- ME451: Control Systems Course RoadmapDocument5 pagesME451: Control Systems Course RoadmapVu NghiaNo ratings yet
- Direct Sequence Spread Spectrum Experiments Using GNU Radio Companion SDRDocument4 pagesDirect Sequence Spread Spectrum Experiments Using GNU Radio Companion SDRDeepa BharathiNo ratings yet
- IeGeek Bell J5 Doorbell Camera User Manual US UKDocument32 pagesIeGeek Bell J5 Doorbell Camera User Manual US UKJoy LeeNo ratings yet
- 5G NR NomaDocument19 pages5G NR Noma張敬昊No ratings yet
- Introduction To Jitter Testing: A PE PrimerDocument54 pagesIntroduction To Jitter Testing: A PE PrimerswapnilbandeNo ratings yet
- MB1F - MB10F: Surface Mount Glass Passivated Bridge RectifierDocument3 pagesMB1F - MB10F: Surface Mount Glass Passivated Bridge RectifierMukti HidayatNo ratings yet
- DA6002D-DA10004D: Installation / Owner'S ManualDocument14 pagesDA6002D-DA10004D: Installation / Owner'S ManualRicardo PeñaNo ratings yet
- Sai Srujana Resume 2019Document2 pagesSai Srujana Resume 2019Sai srujanaNo ratings yet
- Manual Sitrans Fup1010Document46 pagesManual Sitrans Fup1010cchung147554No ratings yet
- Data Configuration: ENE040613040002 HUAWEI BSC6000Document72 pagesData Configuration: ENE040613040002 HUAWEI BSC6000Thirupathi SubbaiahNo ratings yet
- The Ranges: ABB Catalogue - 2/1Document3 pagesThe Ranges: ABB Catalogue - 2/1Martono Abu HanifNo ratings yet
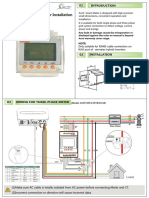
- Acrel Meter Installation Three PhaseDocument4 pagesAcrel Meter Installation Three PhasehardaniNo ratings yet
- Of Charge: Verification DependenceDocument7 pagesOf Charge: Verification DependenceLorith Plays SMPNo ratings yet
- Microprocessor 4th SemDocument316 pagesMicroprocessor 4th SemDaggupatiHarishNo ratings yet
- FC2200 Brochure RevADocument2 pagesFC2200 Brochure RevAtoposatNo ratings yet
- Cable Size CalculationsDocument4 pagesCable Size CalculationsMuhammad Usman Hayat0% (1)
- Exam Schedule Final - PDF - 02 - 07 - 2020Document39 pagesExam Schedule Final - PDF - 02 - 07 - 2020kundan kumarNo ratings yet
- Qatar University Core Curriculum Requirement: Instructor: Mrs. Huda Al Yafei Spring 2021 - L04Document9 pagesQatar University Core Curriculum Requirement: Instructor: Mrs. Huda Al Yafei Spring 2021 - L04yousefNo ratings yet
- Spendor A5-A6 Product InformationDocument2 pagesSpendor A5-A6 Product InformationAnonymous vQewJPfVXaNo ratings yet
- Scarecrow and Digital LockDocument5 pagesScarecrow and Digital Lockmiguelcali100% (1)
- Luminato Configuration GuidelinesDocument68 pagesLuminato Configuration GuidelinesEmin HukicNo ratings yet
- IC CXD3068Q DatasheetDocument134 pagesIC CXD3068Q Datasheetnaupas007No ratings yet
- 3hac059109 Am Local Io RW 6-EnDocument56 pages3hac059109 Am Local Io RW 6-Enkagasaw023No ratings yet
- Training Network Tests - UMTSDocument21 pagesTraining Network Tests - UMTSaondortogluNo ratings yet
- Xapp891 7series Axi Usb 2 0Document20 pagesXapp891 7series Axi Usb 2 0RameshYadavNo ratings yet
- MDS3653URH Datasheet ReemplazoDocument9 pagesMDS3653URH Datasheet ReemplazoHubert RodriguezNo ratings yet