You might also like
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- MT303 Lesson 1Document24 pagesMT303 Lesson 1Noceja, Mark Allen L.No ratings yet
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Term Paper - Important Applications of Fluid MechanicsDocument8 pagesTerm Paper - Important Applications of Fluid MechanicsKathleen RafananNo ratings yet
- Fluid Power Part1Document101 pagesFluid Power Part1absolutebajwa100% (1)
- Pneumatic Three Axis Modern TrailerDocument11 pagesPneumatic Three Axis Modern TrailerMadhusudhan DNo ratings yet
- Synopsis Ready PDFDocument7 pagesSynopsis Ready PDFrajat rajput100% (1)
- EVOLUTION of The Pressure Wave Supercharger ConcepDocument17 pagesEVOLUTION of The Pressure Wave Supercharger ConcepArthur LemosNo ratings yet
- Synopsis On Hydraulic ArmDocument8 pagesSynopsis On Hydraulic ArmAnjali Yadav100% (1)
- Assignment#1Document5 pagesAssignment#1Hennesey LouriceNo ratings yet
- Camerareadypaper-ICMIEE 2022 PaperID-065Document7 pagesCamerareadypaper-ICMIEE 2022 PaperID-065John Frank ValenzonaNo ratings yet
- English Project-Students' ProjectDocument25 pagesEnglish Project-Students' ProjectClaudia SileneNo ratings yet
- InstrumentationDocument4 pagesInstrumentationDenz DavenNo ratings yet
- Submitted byDocument62 pagesSubmitted byRameez AhmadNo ratings yet
- Literature Cited of DC MotorsDocument11 pagesLiterature Cited of DC MotorsAndrew AlbarracinNo ratings yet
- Modelling of A Windcatcher For Natural VentilationDocument7 pagesModelling of A Windcatcher For Natural Ventilationmohammad mejoNo ratings yet
- Compressor Opn and MainDocument32 pagesCompressor Opn and MainBhanu Pratap ChoudhuryNo ratings yet
- Physics Investigatory Project: Himesh Rajendran Xii A Roll Number - 17Document25 pagesPhysics Investigatory Project: Himesh Rajendran Xii A Roll Number - 17Himesh Rajendran50% (2)
- Journal of Information, Knowledge and Research inDocument3 pagesJournal of Information, Knowledge and Research injosua sinagaNo ratings yet
- Pneumatics: Examples of Pneumatic Systems and ComponentsDocument5 pagesPneumatics: Examples of Pneumatic Systems and ComponentsTudor IvanovNo ratings yet
- Design and Fabrication of A Manually Operated Hydraulic PressDocument11 pagesDesign and Fabrication of A Manually Operated Hydraulic PressJohnsonNo ratings yet
- Hydraulic Circuits: HelalyDocument52 pagesHydraulic Circuits: HelalySurendra SenanayakeNo ratings yet
- Hydraulic Systems: Analysis and DesignDocument169 pagesHydraulic Systems: Analysis and DesignSimon manoenNo ratings yet
- Design and Fabrication of A Manually Operated HydrDocument11 pagesDesign and Fabrication of A Manually Operated Hydrarondaniel ocampoNo ratings yet
- Investigation On Reciprocating Air ComprDocument6 pagesInvestigation On Reciprocating Air ComprChris VilaNo ratings yet
- Hydraulics 1Document6 pagesHydraulics 1Mereh MriNo ratings yet
- The History of PumpsDocument8 pagesThe History of Pumpsdhanu_aquaNo ratings yet
- History of PneumaticsDocument2 pagesHistory of PneumaticsJean Claude ArizaNo ratings yet
- Pneumatic Reciprocating Hacksaw Machine: March 2016Document6 pagesPneumatic Reciprocating Hacksaw Machine: March 2016SaurabhNo ratings yet
- D06051930 PDFDocument12 pagesD06051930 PDFAnonymous gP24eAzBNo ratings yet
- Cost Benefit Analysis of Implementing A Solar Photovoltaic SystemDocument9 pagesCost Benefit Analysis of Implementing A Solar Photovoltaic SystemAngelica NunezNo ratings yet
- Lab Report 2 (EXP2)Document13 pagesLab Report 2 (EXP2)Jamiel CatapangNo ratings yet
- Hydraulic Arm Haris Sheikh ReportDocument6 pagesHydraulic Arm Haris Sheikh ReportMîsTr RõmèóNo ratings yet
- Solar Dryer Augmenting - Natural - Convection - and - Conduction - BasedDocument9 pagesSolar Dryer Augmenting - Natural - Convection - and - Conduction - Basedpravin mundeNo ratings yet
- 1 Introduction To PneumaticDocument25 pages1 Introduction To PneumaticHuzai AzmanNo ratings yet
- 21-spjmr-599 Pun FDocument5 pages21-spjmr-599 Pun FAdeleke AyobamiNo ratings yet
- Energy Efficient HVAC Systems in Shopping Centers: April 2018Document10 pagesEnergy Efficient HVAC Systems in Shopping Centers: April 2018sarker dadaNo ratings yet
- Pneumatic Conveyor: I. Introduction of Pneumatics and Its ApplicationsDocument11 pagesPneumatic Conveyor: I. Introduction of Pneumatics and Its ApplicationsAbas S. AcmadNo ratings yet
- Vehicle Using Compressed AirDocument5 pagesVehicle Using Compressed AirInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Vehicle Using Compressed AirDocument5 pagesVehicle Using Compressed AirDHANUSH RAJ LNo ratings yet
- 21-spjmr-599 Pun FDocument5 pages21-spjmr-599 Pun FNathar ShaNo ratings yet
- Hydraulics and Pneumatics: A Brief Summary of Their Operational CharacteristicsDocument6 pagesHydraulics and Pneumatics: A Brief Summary of Their Operational CharacteristicsYOO SHINNo ratings yet
- Pneumatic JackDocument5 pagesPneumatic JackSandeep ChauahnNo ratings yet
- IJASR00421010Document23 pagesIJASR00421010Savas BOYRAZNo ratings yet
- Vacuum Science Amp Engineering PDFDocument239 pagesVacuum Science Amp Engineering PDFXantos Yulian100% (3)
- 21-spjmr-599 Pun FDocument5 pages21-spjmr-599 Pun Fsoumodip ghoshalNo ratings yet
- Bermudez EngApplic PDFDocument15 pagesBermudez EngApplic PDFsharvan10No ratings yet
- Temperatura ZemljeDocument9 pagesTemperatura ZemljeBogdan ŽivkovićNo ratings yet
- Analysis of Reciprocating Compressor ValveDocument9 pagesAnalysis of Reciprocating Compressor ValveIJRASETPublicationsNo ratings yet
- 1.1 GeneralDocument7 pages1.1 GeneralAravind AravindNo ratings yet
- Compressed Air Theory of Compressed AirDocument5 pagesCompressed Air Theory of Compressed AirHarold Vela CulquiNo ratings yet
- Design and Fabrication of A Manually Operated Hydraulic PressDocument10 pagesDesign and Fabrication of A Manually Operated Hydraulic PressHoàng Tâm LêNo ratings yet
- 1 Department of Mining EngineeringDocument18 pages1 Department of Mining EngineeringYewuhalashet FisshaNo ratings yet
- Introduction of Fans and BlowersDocument4 pagesIntroduction of Fans and BlowersJustin Alvin P. CaballaNo ratings yet
- Pre-Print State of The Art of Electric Taxiing SysDocument7 pagesPre-Print State of The Art of Electric Taxiing SysWilliam Jaldin CorralesNo ratings yet
- Design and Fabrication of A Turbine Flow MeterDocument11 pagesDesign and Fabrication of A Turbine Flow MeterUmese AbrahamNo ratings yet
- Pneumatic ClutchDocument29 pagesPneumatic ClutchAarav Shah100% (1)
- Curtis TurbineDocument18 pagesCurtis TurbineDivya Prakash SrivastavaNo ratings yet
- Centrifugal Pump Design An OptimizationDocument16 pagesCentrifugal Pump Design An Optimizationdesign gipfelNo ratings yet
- Overview of Vertical Axis Wind Turbine VAWT Is OneDocument6 pagesOverview of Vertical Axis Wind Turbine VAWT Is OneJames Prajwal PrajuNo ratings yet
- 106Document1 page106ahm3d16n100% (1)
- Globe & Electric Globe Valve: ApplicationDocument20 pagesGlobe & Electric Globe Valve: ApplicationvuvnkraftscgNo ratings yet
- SPRINKLER Zone Control ValveDocument4 pagesSPRINKLER Zone Control ValveIonut SomneaNo ratings yet
- HP CurrentPriceListZero NormalDocument46 pagesHP CurrentPriceListZero NormalMuneeba AttiqueNo ratings yet
- Ebara Databook 6-8BHE (L) 60HzDocument75 pagesEbara Databook 6-8BHE (L) 60HzRicardo BarrosNo ratings yet
- fc20 DatasheetDocument6 pagesfc20 DatasheetMohammad TaherNo ratings yet
- Free Training On Liquified Natural Gas 2Document4 pagesFree Training On Liquified Natural Gas 2CilliaNo ratings yet
- Dsto TR 2757Document41 pagesDsto TR 2757Muhammet özbekNo ratings yet
- Yanbu: Export Refinery ProjectDocument8 pagesYanbu: Export Refinery ProjectJanakiraman MalligaNo ratings yet
- HYDRAULICS AND PNEUMATICS 2 MarksDocument33 pagesHYDRAULICS AND PNEUMATICS 2 Marksprethiprathi18No ratings yet
- PSV Calculation and PhilosophyDocument33 pagesPSV Calculation and PhilosophysbmmlaNo ratings yet
- Bhel Steam Turbine Description-1Document2 pagesBhel Steam Turbine Description-1Srinivasa Rao PallelaNo ratings yet
- Turbo VSV Monitor DescriptionDocument1 pageTurbo VSV Monitor DescriptionAlfredo MedinaNo ratings yet
- PF5000 10 28 05Document8 pagesPF5000 10 28 05ChristoNo ratings yet
- Brosur Pompa DS Dan DVSDocument4 pagesBrosur Pompa DS Dan DVSBilly Christovel100% (1)
- Indirect-Fired Heater: Indirect Heating of Well Effluents For Hydrate PreventionDocument1 pageIndirect-Fired Heater: Indirect Heating of Well Effluents For Hydrate PreventionSandro HaNo ratings yet
- Pump BasicsDocument31 pagesPump Basicsteju_taj100% (1)
- Safeguarding MemorandumDocument44 pagesSafeguarding MemorandumvasudhaNo ratings yet
- ERIKC Update CRDi Catalog-Diesel Injector Spare PartsDocument63 pagesERIKC Update CRDi Catalog-Diesel Injector Spare PartsЕкатерина КалашниковаNo ratings yet
- Pages From KSA PLUMBING CODEDocument1 pagePages From KSA PLUMBING CODEenergy8001No ratings yet
- Tosaca: CX 45-21 RFQ PSVDocument2 pagesTosaca: CX 45-21 RFQ PSVichi ezzahraNo ratings yet
- Impellers Information: Show All Impellers ManufacturersDocument6 pagesImpellers Information: Show All Impellers ManufacturersAbdul RahmanNo ratings yet
- 00212-1e8501-01.pdf (Legends)Document1 page00212-1e8501-01.pdf (Legends)Subrata DasNo ratings yet
- Hydraulic Landing Gear System TrainerDocument4 pagesHydraulic Landing Gear System TrainerMariaNo ratings yet
- Hvac3 Fittings Copper BrassDocument19 pagesHvac3 Fittings Copper BrassmaheshNo ratings yet
- Fire Pump EssentialsDocument62 pagesFire Pump EssentialsAli HammoudaNo ratings yet
- Parameters For Selection of Pumps For Different ApplicationsDocument10 pagesParameters For Selection of Pumps For Different ApplicationsSaket Sinha50% (2)
- Festo Electrical, Pneumatic and Logic SymbolsDocument1 pageFesto Electrical, Pneumatic and Logic SymbolsAvtomatika Kole Nehtenin50% (2)
- 33-Compressor SAC To IAC DecDocument6 pages33-Compressor SAC To IAC DecShailesh yadavNo ratings yet
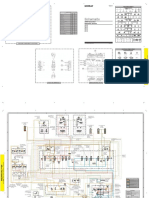
- 330 CDocument2 pages330 CMarco Olivetto0% (1)
- Electric Motor Control: DC, AC, and BLDC MotorsFrom EverandElectric Motor Control: DC, AC, and BLDC MotorsRating: 4.5 out of 5 stars4.5/5 (19)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingFrom EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingNo ratings yet
- Electric Motors and Drives: Fundamentals, Types and ApplicationsFrom EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsRating: 4.5 out of 5 stars4.5/5 (12)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsFrom EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsRating: 4.5 out of 5 stars4.5/5 (2)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Renewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksFrom EverandRenewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksNo ratings yet
- Off Grid Solar: A handbook for Photovoltaics with Lead-Acid or Lithium-Ion batteriesFrom EverandOff Grid Solar: A handbook for Photovoltaics with Lead-Acid or Lithium-Ion batteriesRating: 5 out of 5 stars5/5 (1)
- Thermal Power Plant: Design and OperationFrom EverandThermal Power Plant: Design and OperationRating: 4.5 out of 5 stars4.5/5 (23)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsFrom EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNo ratings yet
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- An Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksFrom EverandAn Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksNo ratings yet
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsFrom EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsNo ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)