You might also like
- .D/D Thernal 400 500 600 800: CH.,/RTS Tables c-2. Expansion, Ca¡bon and - (IloyDocument1 page.D/D Thernal 400 500 600 800: CH.,/RTS Tables c-2. Expansion, Ca¡bon and - (IloylechepinitoNo ratings yet
- 36 Normas FabricacionDocument1 page36 Normas FabricacionlechepinitoNo ratings yet
- 34 Astm A-53Document1 page34 Astm A-53lechepinitoNo ratings yet
- 33 Astm A-53Document1 page33 Astm A-53lechepinitoNo ratings yet
- 35 Astm A-53Document1 page35 Astm A-53lechepinitoNo ratings yet
- Selecting and specifying valves for new plantsDocument1 pageSelecting and specifying valves for new plantslechepinitoNo ratings yet
- 58 Válvula Doble Sello ExpDocument1 page58 Válvula Doble Sello ExplechepinitoNo ratings yet
- Grade F: Tabulation Allowable Within TheDocument1 pageGrade F: Tabulation Allowable Within ThelechepinitoNo ratings yet
- 32 Astm A-53Document1 page32 Astm A-53lechepinitoNo ratings yet
- 28 Astm A-53Document1 page28 Astm A-53lechepinitoNo ratings yet
- 27 Astm A-53Document1 page27 Astm A-53lechepinitoNo ratings yet
- Smacna - Duct.1995 BookDocument308 pagesSmacna - Duct.1995 BookJason RogersNo ratings yet
- 30 Astm A-53Document1 page30 Astm A-53lechepinitoNo ratings yet
- Resistencias de codos, tees y curvas: tablas de referenciaDocument1 pageResistencias de codos, tees y curvas: tablas de referencialechepinitoNo ratings yet
- 29 Astm A-53Document1 page29 Astm A-53lechepinitoNo ratings yet
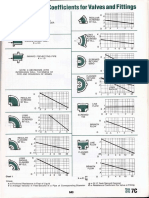
- 04 Coef Friccion KDocument1 page04 Coef Friccion KlechepinitoNo ratings yet
- VRF inverter multi-system overview and benefitsDocument132 pagesVRF inverter multi-system overview and benefitslechepinitoNo ratings yet
- Catalogo General HailinDocument68 pagesCatalogo General HailinlechepinitoNo ratings yet
- DELTA CP AC-evo Inglese Compatto Pinza A BeccoDocument43 pagesDELTA CP AC-evo Inglese Compatto Pinza A BeccolechepinitoNo ratings yet
- VRF inverter multi-system overview and benefitsDocument132 pagesVRF inverter multi-system overview and benefitslechepinitoNo ratings yet
- Pipe component diagramDocument1 pagePipe component diagramlechepinitoNo ratings yet
- Manual Del Termostato PDFDocument81 pagesManual Del Termostato PDFlechepinitoNo ratings yet
- Voyager 27.5 - 5o Ton Product DataDocument140 pagesVoyager 27.5 - 5o Ton Product DatalechepinitoNo ratings yet
- GMR1838-2CK: Battery Level and Low Battery AlertDocument2 pagesGMR1838-2CK: Battery Level and Low Battery AlertlechepinitoNo ratings yet
- VWDocument27 pagesVWlechepinitoNo ratings yet
- Croker PDF Catalog 2009Document153 pagesCroker PDF Catalog 2009lechepinitoNo ratings yet
- Articulo Cientifico LCOE y PPADocument10 pagesArticulo Cientifico LCOE y PPAlechepinitoNo ratings yet
- Condensing Unit & Evaporador PC: GTF SeriesDocument2 pagesCondensing Unit & Evaporador PC: GTF Serieslechepinito100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hvac3 Tubing Copper InsulationDocument7 pagesHvac3 Tubing Copper InsulationmaheshNo ratings yet
- World Plastic Pipe: Industry Study With Forecasts ForDocument9 pagesWorld Plastic Pipe: Industry Study With Forecasts ForMikiskopjeNo ratings yet
- Viar Lock Inglese High Res PDFDocument40 pagesViar Lock Inglese High Res PDFvantayusdNo ratings yet
- Duraband Information Vs 300XTDocument4 pagesDuraband Information Vs 300XTanhlhNo ratings yet
- Pune MJP DSR 2018-19 PDFDocument398 pagesPune MJP DSR 2018-19 PDFsomnath rupnawar100% (1)
- Polyken 4000 PrimerlessDocument2 pagesPolyken 4000 PrimerlessKyaw Kyaw AungNo ratings yet
- Sistema de Preaccion - Agua Contraincendio - FIREFLEX ULDocument19 pagesSistema de Preaccion - Agua Contraincendio - FIREFLEX ULOscar GarayNo ratings yet
- DeepFlex BrochureDocument4 pagesDeepFlex Brochureribeiro30No ratings yet
- SWRCH6A Steel Grade DatasheetDocument3 pagesSWRCH6A Steel Grade DatasheetzaxaxazNo ratings yet
- 2 Sample BoQ Water Supply Network T3 T4 Without Reservoirs FINALDocument2 pages2 Sample BoQ Water Supply Network T3 T4 Without Reservoirs FINALDiksha BendaleNo ratings yet
- Product - Services CatalogDocument72 pagesProduct - Services CatalogFonc KitaNo ratings yet
- ISO 15614-1 Englisch PDFDocument1 pageISO 15614-1 Englisch PDFashrafNo ratings yet
- Material Receiving ReportDocument15 pagesMaterial Receiving ReportGomathyselvi100% (1)
- Lab Manual - Refrigeration & Air CONDITIONING (2161908) : January 2018Document47 pagesLab Manual - Refrigeration & Air CONDITIONING (2161908) : January 2018Getachew TikueNo ratings yet
- Foam Chamber Model - FCDocument6 pagesFoam Chamber Model - FCtez tezNo ratings yet
- 2915959Document6 pages2915959WattsNo ratings yet
- PartlistDocument20 pagesPartlistHfksosnaaoNo ratings yet
- c4-10 Bored Piling WorksDocument28 pagesc4-10 Bored Piling WorksJacky TiongNo ratings yet
- 2352 0000 50DC 001 - 0Document46 pages2352 0000 50DC 001 - 0Carlos HerreraNo ratings yet
- Piping Components, Materials, Codes and Standards Part 1Document72 pagesPiping Components, Materials, Codes and Standards Part 1anggiNo ratings yet
- 1 ErrrrffDocument11 pages1 ErrrrffAllswell ElleNo ratings yet
- Atmospheric Foam Storage TanksDocument3 pagesAtmospheric Foam Storage TanksmbloexNo ratings yet
- Engineering Utilities 2Document8 pagesEngineering Utilities 2Vanissa MontillaNo ratings yet
- Mohamed Mohamed Saad El Nashar: Faculty of Engineering, Mechanical Power Dep/ Portsaid University EducationDocument1 pageMohamed Mohamed Saad El Nashar: Faculty of Engineering, Mechanical Power Dep/ Portsaid University EducationMohamed El NasharNo ratings yet
- Jsa - Hydro Pressure Testing (2296)Document6 pagesJsa - Hydro Pressure Testing (2296)asaf ali100% (1)
- BUNKERING ChecklistDocument2 pagesBUNKERING ChecklistleotvrdeNo ratings yet
- XXX - TWAD - Dindigul-MS Pipes (Perumal)Document6 pagesXXX - TWAD - Dindigul-MS Pipes (Perumal)Kannan GnanaprakasamNo ratings yet
- Equipotential Bonding For Metal InstallationsDocument5 pagesEquipotential Bonding For Metal InstallationsPierre Enrique Carrasco FuentesNo ratings yet
- Sachs Fork ManualDocument48 pagesSachs Fork ManualElectromecanica RioterceroNo ratings yet
- VOL II - Technical-Co Boiler Dismantling PDFDocument538 pagesVOL II - Technical-Co Boiler Dismantling PDFNassimNusNo ratings yet