You might also like
- EC-515 Die Casting Defects GuideDocument197 pagesEC-515 Die Casting Defects GuideJayabharath Rajadurai100% (8)
- Welding Carbon Steel Plates in 2G PositionDocument9 pagesWelding Carbon Steel Plates in 2G PositionJerome A. Gomez67% (3)
- Life in The Spirit SeminarDocument44 pagesLife in The Spirit SeminarOscar DorantesNo ratings yet
- Keys To Maintenance and Repair of Coke Drums Derrick RogersDocument34 pagesKeys To Maintenance and Repair of Coke Drums Derrick RogersNatrajiNo ratings yet
- Engineering Practices for Tank ConstructionDocument64 pagesEngineering Practices for Tank ConstructionSaswata Chakraborty100% (3)
- Slimhole Drilling Technology Final FinalDocument32 pagesSlimhole Drilling Technology Final FinalMohamed Sadek100% (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Circulating Fluidized Bed Boilers: Design and OperationsFrom EverandCirculating Fluidized Bed Boilers: Design and OperationsRating: 4.5 out of 5 stars4.5/5 (6)
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingDocument21 pagesElectric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingIsaac ZTNo ratings yet
- Kiln Line One Shell Replacment-11Document31 pagesKiln Line One Shell Replacment-11RahwaRechoNo ratings yet
- SEA PresentationDocument56 pagesSEA PresentationAliBenamerNo ratings yet
- GSE StudLiner - 09.12.2011 - Youngblood - New DesignDocument60 pagesGSE StudLiner - 09.12.2011 - Youngblood - New Designhassen gannouniNo ratings yet
- Sept 12 Zirconium Clad Vessel PresentationDocument19 pagesSept 12 Zirconium Clad Vessel PresentationPapaeng ChantakaewNo ratings yet
- Hot Tap ExampleDocument27 pagesHot Tap ExampleTroy HooperNo ratings yet
- Troubleshooting and Inspection Experience in Delayed Coker UnitDocument21 pagesTroubleshooting and Inspection Experience in Delayed Coker UnitFayaz MohammedNo ratings yet
- Temporary WorksDocument93 pagesTemporary WorksC BNo ratings yet
- Case Study AMPCOLOY® 972 As A Plate On BIW FixturesDocument3 pagesCase Study AMPCOLOY® 972 As A Plate On BIW FixturesAshwani DusadhNo ratings yet
- Experimental Study of Precast Portal Frame: 2Cl404 - Civil Engineering ProjectDocument93 pagesExperimental Study of Precast Portal Frame: 2Cl404 - Civil Engineering Projectraja vijjayNo ratings yet
- Industrial Internship AT Shapoorji Pallonji & Co. Pvt. LTDDocument26 pagesIndustrial Internship AT Shapoorji Pallonji & Co. Pvt. LTDpentagon 5No ratings yet
- Wear Division Introduction CTDocument27 pagesWear Division Introduction CTJorge VillalobosNo ratings yet
- AOGV Presentation Nov 2018Document25 pagesAOGV Presentation Nov 2018Jose BijoyNo ratings yet
- 04 Fab Install Stark Bogota 2019 8-5-19Document57 pages04 Fab Install Stark Bogota 2019 8-5-19DocimfernandezNo ratings yet
- Surface Mining Presentation: Victaulic's Grooved Piping SolutionsDocument66 pagesSurface Mining Presentation: Victaulic's Grooved Piping SolutionsXena Nurraini Anun CakranegaraNo ratings yet
- WB Floating Roof Drain Systems GuideDocument11 pagesWB Floating Roof Drain Systems GuidevikramNo ratings yet
- Case Study: PV Plant Concrete Cabins: Justin KretzmarDocument25 pagesCase Study: PV Plant Concrete Cabins: Justin KretzmarHELLO WORLDNo ratings yet
- Port 5Document18 pagesPort 5gbsubbuNo ratings yet
- 2.6 Testing Wet ConcreteDocument57 pages2.6 Testing Wet ConcreteHundeejireenyaNo ratings yet
- Failure Analysis ReportDocument24 pagesFailure Analysis ReportThirukkumaranBalasubramanianNo ratings yet
- Cmu Jit - 03042024Document27 pagesCmu Jit - 03042024eagleinspectionsgroupNo ratings yet
- SRIC InstallTechniqueDocument84 pagesSRIC InstallTechniqueJackson Vu100% (1)
- Everything You Need to Know About Copper PlumbingDocument36 pagesEverything You Need to Know About Copper Plumbingmaantom3No ratings yet
- NORSOK QAQC RequirementsDocument117 pagesNORSOK QAQC Requirementssithulibra100% (1)
- Chilled Water Thermal Energy Storage Tank Overview: Micah J. Somarriba, P.EDocument47 pagesChilled Water Thermal Energy Storage Tank Overview: Micah J. Somarriba, P.EArafa SalemNo ratings yet
- 3 Testing of CorrosionDocument21 pages3 Testing of CorrosionMeenakshi NathanNo ratings yet
- EPC Storage Tank Commissioning & Maintenance ServicesDocument31 pagesEPC Storage Tank Commissioning & Maintenance ServicesdaveNo ratings yet
- Delayed Coker Drum CrackingDocument26 pagesDelayed Coker Drum Crackingash1968No ratings yet
- 60 MW Rotor Repair PDFDocument7 pages60 MW Rotor Repair PDFthiru selvamNo ratings yet
- SBMO Swivel Stack Original 2159Document12 pagesSBMO Swivel Stack Original 2159joNo ratings yet
- CDC - Glass Railing System Handouts PDFDocument14 pagesCDC - Glass Railing System Handouts PDFMina AdlyNo ratings yet
- Pressure VesselsDocument63 pagesPressure Vesselsكرار نعيمNo ratings yet
- Extending The Life of A Large Corrugated Steel Pipe With A New Structural BaseDocument61 pagesExtending The Life of A Large Corrugated Steel Pipe With A New Structural BaseGeorgeNo ratings yet
- Concrete Core Testing GuideDocument58 pagesConcrete Core Testing GuideDaramola AyotopeNo ratings yet
- Best Practices in Adhesive Bonding - Max DavisDocument43 pagesBest Practices in Adhesive Bonding - Max DavisAndrea SantoriNo ratings yet
- The Do's and Don'ts of Painting Bolted Connections: Mid-Atlantic Quality Assurance Workshop February 7, 2017Document49 pagesThe Do's and Don'ts of Painting Bolted Connections: Mid-Atlantic Quality Assurance Workshop February 7, 2017oggay94No ratings yet
- CFD analysis improves boiler performanceDocument20 pagesCFD analysis improves boiler performanceWaqasNo ratings yet
- API 650 FabricationDocument143 pagesAPI 650 Fabricationahmad_korosNo ratings yet
- B_Introduction to Coating_2023_Period 6Document61 pagesB_Introduction to Coating_2023_Period 6aseNo ratings yet
- GRP Culvert Mammal Shelf Specification Design LifeDocument4 pagesGRP Culvert Mammal Shelf Specification Design LifeTesteNo ratings yet
- Stress Analysis Using Actual Coke DrumDocument11 pagesStress Analysis Using Actual Coke Drumash1968No ratings yet
- PSC BRIDGE FAILURE ANALYSISDocument46 pagesPSC BRIDGE FAILURE ANALYSISafifa kausar100% (1)
- Oil and Gas MaintenanceDocument30 pagesOil and Gas MaintenanceKerabat ⎝⎝⓿⏝⓿⎠⎠ ChiekoNo ratings yet
- Helical Design Theory and Applications: by Darin Willis, P.EDocument55 pagesHelical Design Theory and Applications: by Darin Willis, P.Eahmedmohammad28No ratings yet
- Temp Pipe WorksDocument18 pagesTemp Pipe WorksnestorNo ratings yet
- Drilling With Casing PDFDocument69 pagesDrilling With Casing PDFtibismtxNo ratings yet
- Visual Testing Welds GuideDocument37 pagesVisual Testing Welds GuideRajesh KumarNo ratings yet
- Rashtriya Chemicals & Fertilizers Ltd.,ThalDocument41 pagesRashtriya Chemicals & Fertilizers Ltd.,ThalratheeshNo ratings yet
- ConSem 2014 - Justin Kretzmar Rev 2 (Compressed) .PPSXDocument25 pagesConSem 2014 - Justin Kretzmar Rev 2 (Compressed) .PPSXMulyono WraharjoNo ratings yet
- Evaluation-3 PPT HardikDocument31 pagesEvaluation-3 PPT Hardikdevendrakumar marsoniaNo ratings yet
- A Builder's Guide to Wells and Septic Systems, Second EditionFrom EverandA Builder's Guide to Wells and Septic Systems, Second EditionNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Lighting Techniques For Photographing Model Portfolios - 21-40Document20 pagesLighting Techniques For Photographing Model Portfolios - 21-40Oscar DorantesNo ratings yet
- Patented Sept. 15, 1891,: S. Wheeler, Wrapping or Toilet Paper, Roll, No. 459,516Document3 pagesPatented Sept. 15, 1891,: S. Wheeler, Wrapping or Toilet Paper, Roll, No. 459,516Oscar DorantesNo ratings yet
- Sunrui 200802 6Document7 pagesSunrui 200802 6Oscar DorantesNo ratings yet
- Rat Race Escape in 40Document28 pagesRat Race Escape in 40munim87No ratings yet
- Tq109e e PDFDocument16 pagesTq109e e PDFOscar DorantesNo ratings yet
- Pulverized Straw Combustion in A low-NOxDocument12 pagesPulverized Straw Combustion in A low-NOxOscar DorantesNo ratings yet
- Bituminous and Subbituminous Coal Combustion EPADocument52 pagesBituminous and Subbituminous Coal Combustion EPAJuliana SilvaNo ratings yet
- Tq109e e PDFDocument16 pagesTq109e e PDFOscar DorantesNo ratings yet
- Lighting Techniques For Photographing Model Portfolios - 01-20Document20 pagesLighting Techniques For Photographing Model Portfolios - 01-20Oscar DorantesNo ratings yet
- Association of Leisure-Time Physical Activity With Risk of 26 Types of Cancer in 1.44 Million AdultsDocument10 pagesAssociation of Leisure-Time Physical Activity With Risk of 26 Types of Cancer in 1.44 Million AdultsOscar DorantesNo ratings yet
- Pulverized Straw Combustion in A low-NOx PDFDocument12 pagesPulverized Straw Combustion in A low-NOx PDFOscar DorantesNo ratings yet
- CFD Analisys CoalDocument6 pagesCFD Analisys CoalOscar DorantesNo ratings yet
- A New Method For Solving The InverseDocument7 pagesA New Method For Solving The InverseOscar DorantesNo ratings yet
- SahitiDissertation PDFDocument173 pagesSahitiDissertation PDFOscar DorantesNo ratings yet
- APP Carbon Grade Chart v6Document1 pageAPP Carbon Grade Chart v6Tashrif YusufNo ratings yet
- Numerical Study On Heat Transfer and Resistance Characteristics of Supercritical Water Inside Internally-Ribbed TubeDocument14 pagesNumerical Study On Heat Transfer and Resistance Characteristics of Supercritical Water Inside Internally-Ribbed TubeOscar DorantesNo ratings yet
- Bituminous and Subbituminous Coal CombustionDocument19 pagesBituminous and Subbituminous Coal CombustionOscar DorantesNo ratings yet
- 07 Gracias1Document10 pages07 Gracias1Oscar DorantesNo ratings yet
- 11Document1 page11Oscar DorantesNo ratings yet
- CartillaMoral 1Document1 pageCartillaMoral 1Oscar DorantesNo ratings yet
- 08 MariaDocument12 pages08 MariaOscar DorantesNo ratings yet
- 08 Ewg Tech CoalpowerDocument107 pages08 Ewg Tech CoalpowerOscar DorantesNo ratings yet
- Mainline Pipeline Construction Crawlers For Weld QualityDocument1 pageMainline Pipeline Construction Crawlers For Weld QualityOscar DorantesNo ratings yet
- 2010 Pulverised-Coal Combustion With Staged Air Introduction - CFD Analysis PDFDocument11 pages2010 Pulverised-Coal Combustion With Staged Air Introduction - CFD Analysis PDFOscar DorantesNo ratings yet
- Erosion Failure Analysis of CFBC Boiler Using CFDDocument5 pagesErosion Failure Analysis of CFBC Boiler Using CFDOscar DorantesNo ratings yet
- X-2817 Análisis Numérico de Transitorios en La Tubería A Presión de Centrales HidroeléctricasDocument8 pagesX-2817 Análisis Numérico de Transitorios en La Tubería A Presión de Centrales HidroeléctricasOscar DorantesNo ratings yet
- X-2817 Análisis Numérico de Transitorios en La Tubería A Presión de Centrales HidroeléctricasDocument9 pagesX-2817 Análisis Numérico de Transitorios en La Tubería A Presión de Centrales HidroeléctricasOscar DorantesNo ratings yet
- X-2817 Análisis Numérico de Transitorios en La Tubería A Presión de Centrales HidroeléctricasDocument9 pagesX-2817 Análisis Numérico de Transitorios en La Tubería A Presión de Centrales HidroeléctricasOscar DorantesNo ratings yet
- 2nd Quarter Exam Smaw - Doc For PRINTDocument5 pages2nd Quarter Exam Smaw - Doc For PRINTSabas Quijada100% (3)
- Molding Training PresentationDocument30 pagesMolding Training PresentationVinesh RJNo ratings yet
- CUPALDocument3 pagesCUPALMitica BdNo ratings yet
- CH 18Document72 pagesCH 18harshNo ratings yet
- Protective Coatings For MetalsDocument53 pagesProtective Coatings For MetalsSiddharth Khorwal50% (2)
- Weld Carbon Steel Plates Using SMAWDocument14 pagesWeld Carbon Steel Plates Using SMAWAlejandro Jr. TagacayNo ratings yet
- Structural Screw Design Guide: Myticon Timber ConnectorsDocument52 pagesStructural Screw Design Guide: Myticon Timber ConnectorsciviliiiNo ratings yet
- Blockflow Diagram Smelter Nikel LateritDocument1 pageBlockflow Diagram Smelter Nikel LateritAbdullah AbiyyuNo ratings yet
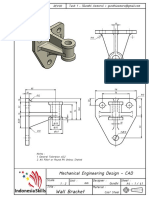
- Gundhi Asmoro's Mechanical Engineering Design DocumentsDocument41 pagesGundhi Asmoro's Mechanical Engineering Design DocumentsgundhiufsNo ratings yet
- MTC Er70s 2Document1 pageMTC Er70s 2Mirza BaigNo ratings yet
- Gold Tin - The Unique Eutectic Solder AlloyDocument2 pagesGold Tin - The Unique Eutectic Solder AlloyJackFlash31No ratings yet
- Ductile or Partial Ductile Mode Machining of Brittle MaterialsDocument7 pagesDuctile or Partial Ductile Mode Machining of Brittle MaterialsHangi TakimlisinNo ratings yet
- 17-07-23-Catalog of STEEL WORLDDocument4 pages17-07-23-Catalog of STEEL WORLDRajan BhardwajNo ratings yet
- STK 400Document5 pagesSTK 400Nizar NazriNo ratings yet
- TS-00019 5Document23 pagesTS-00019 5Alfonso Mateo-sagastaNo ratings yet
- Part List (5 Set) : Date: Quote Number: No. Item Spec, Size Qty Note Item UnitDocument2 pagesPart List (5 Set) : Date: Quote Number: No. Item Spec, Size Qty Note Item UnitgonzaNo ratings yet
- Sa 6 PDFDocument56 pagesSa 6 PDFadvantage025No ratings yet
- Gas Nitriding and Ferritic Nitrocarburizing - Nitriding SolutionsDocument8 pagesGas Nitriding and Ferritic Nitrocarburizing - Nitriding SolutionsCharlie BondNo ratings yet
- Influence of SiC Nanoparticles and Saccharin On The StructuDocument5 pagesInfluence of SiC Nanoparticles and Saccharin On The StructumomenziNo ratings yet
- SPE 102211 Impact-Fatigue Correlation: Optimization On The Selection Criteria For Sucker-Rod MaterialsDocument7 pagesSPE 102211 Impact-Fatigue Correlation: Optimization On The Selection Criteria For Sucker-Rod MaterialsRicardo Pulido RamìrezNo ratings yet
- Classifications: Ferritic Stainless Welding Wire (Muffler, 18%Cr-Ti)Document1 pageClassifications: Ferritic Stainless Welding Wire (Muffler, 18%Cr-Ti)Chung LêNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument11 pagesSurface & Coatings Technology: SciencedirectAnonymous p0mg44xNo ratings yet
- Electroplating in The Home WorkshopDocument21 pagesElectroplating in The Home WorkshopcdslicNo ratings yet
- Böhler Fox Ohv: Rutile-Cellulosic Stick Electrode, UnalloyedDocument1 pageBöhler Fox Ohv: Rutile-Cellulosic Stick Electrode, UnalloyedMiroslav MiladinovićNo ratings yet
- Air Bending Chart Lasercut CapacityDocument1 pageAir Bending Chart Lasercut Capacitys bNo ratings yet
- Technical Data Handbook of Carbon Steel FittingsDocument244 pagesTechnical Data Handbook of Carbon Steel FittingsKrishna KumarNo ratings yet
- High Strength, Ductile Braze Repairs For Stationary Gas Turbine Components-Part IIDocument10 pagesHigh Strength, Ductile Braze Repairs For Stationary Gas Turbine Components-Part IIkangsungjinNo ratings yet