You might also like
- Ppppu: Pressure Powered Pump Package Unit With IJ and CRM485RDocument4 pagesPpppu: Pressure Powered Pump Package Unit With IJ and CRM485Rnemi90No ratings yet
- Report on Industrial Training at BHEL HyderabadDocument74 pagesReport on Industrial Training at BHEL Hyderabadvijayk23060% (1)
- Fly Ash Brick PDFDocument8 pagesFly Ash Brick PDFmalaya tripathyNo ratings yet
- Failure of Gearbox Cooling Tower Fan in Cement Mill 1607659041Document15 pagesFailure of Gearbox Cooling Tower Fan in Cement Mill 1607659041Muhtiar Darja100% (1)
- Dadri Ash MoundDocument8 pagesDadri Ash MoundVijayakumar AtthuluriNo ratings yet
- Phasing Plan for FGD Implementation in Bihar, Jharkhand, Odisha and West BengalDocument16 pagesPhasing Plan for FGD Implementation in Bihar, Jharkhand, Odisha and West BengalVibhas KumarNo ratings yet
- Adani Report NewewDocument33 pagesAdani Report NewewAditya ChaudharyNo ratings yet
- InternshipDocument19 pagesInternshipRitwik TiwariNo ratings yet
- Type DSM (Thru Bore) : Instructions On Installation Operation and Maintenance For Kirloskar PumpDocument43 pagesType DSM (Thru Bore) : Instructions On Installation Operation and Maintenance For Kirloskar Pumpkprasad_56900No ratings yet
- Etp LatestDocument13 pagesEtp LatestRashid FarooquiNo ratings yet
- Hitachi's Moving Electrode ESP and FGD SystemsDocument9 pagesHitachi's Moving Electrode ESP and FGD SystemsSudi ArtoNo ratings yet
- Jai Kisan Agriculture Industries Ltd.Document80 pagesJai Kisan Agriculture Industries Ltd.student411041No ratings yet
- RCF Company ProfileDocument3 pagesRCF Company ProfileVikrant100% (2)
- Chandra Agro TechDocument17 pagesChandra Agro TechVinothkumar NamakkalNo ratings yet
- Dattaproject DONEDocument25 pagesDattaproject DONEsumit potdarNo ratings yet
- Utility Operator CVDocument5 pagesUtility Operator CVLogan EthanNo ratings yet
- Summer Training ReportDocument44 pagesSummer Training ReportMayank GargNo ratings yet
- Internship Report FFBLDocument33 pagesInternship Report FFBLmuhammadasif435No ratings yet
- Project ReportDocument76 pagesProject Reportsoniyabellani100% (1)
- Iffco PlantDocument75 pagesIffco PlantKailash Patel100% (1)
- Solar DC SSP Catalogue 20 01 23Document120 pagesSolar DC SSP Catalogue 20 01 23JOHNELEC SASNo ratings yet
- Triveni EggDocument321 pagesTriveni EggSahith MallampatiNo ratings yet
- Operation & Maintenance Manual for W4.1ZK-56 Fuel Oil PumpDocument19 pagesOperation & Maintenance Manual for W4.1ZK-56 Fuel Oil Pumpanupraja100% (1)
- List of BHEL Tur All IndiaDocument27 pagesList of BHEL Tur All IndiaManoj SinghNo ratings yet
- TechnicalDiary500MW SGTPPDocument254 pagesTechnicalDiary500MW SGTPPJoydev Ganguly100% (2)
- List of Captive Generation Plants in Tamil NaduDocument1 pageList of Captive Generation Plants in Tamil NaduMadhavan RamNo ratings yet
- Ther Industrial TrainingDocument46 pagesTher Industrial Trainingebin2uNo ratings yet
- FGD Presentation (ILFS)Document40 pagesFGD Presentation (ILFS)proloy12100% (1)
- Lanchshire BoilerDocument13 pagesLanchshire Boilerkarthik2468No ratings yet
- Larsen & Toubro Limited-Kansbahal-Foundry PDFDocument16 pagesLarsen & Toubro Limited-Kansbahal-Foundry PDFChristy Austin100% (1)
- Final - PPT On Aqua SilncerDocument35 pagesFinal - PPT On Aqua SilncerPravin PatilNo ratings yet
- KRIBHCODocument72 pagesKRIBHCOviral100% (1)
- Vacuum Moulding (V-Process)Document13 pagesVacuum Moulding (V-Process)okicirdarNo ratings yet
- Fire Extinguisher SpecificationsDocument20 pagesFire Extinguisher SpecificationsViki VigneshNo ratings yet
- Petrochemical UnitDocument1 pagePetrochemical UnitrezamzaNo ratings yet
- Project Report On Training - Development at RCFDocument57 pagesProject Report On Training - Development at RCFPratiksha Mhatre33% (3)
- Introduction Letter: Subject: Company ProfileDocument21 pagesIntroduction Letter: Subject: Company ProfilePritam JadhavNo ratings yet
- Indian Oil Corporation Limited: CIN - L23201MH1959GOI011388Document8 pagesIndian Oil Corporation Limited: CIN - L23201MH1959GOI011388pmcmbharat264No ratings yet
- Wi-Fi Home Automation System ReportDocument44 pagesWi-Fi Home Automation System Reportravi kumarNo ratings yet
- Sugar Factory Insulation Training MaterialDocument29 pagesSugar Factory Insulation Training MaterialZerihun Negash100% (1)
- Summer Internship/Vocational Training Report: - Mr. Bardan LamaDocument40 pagesSummer Internship/Vocational Training Report: - Mr. Bardan Lamachemical todiNo ratings yet
- College of Engineering University of Petroleum & Energy Studies Dehradun April, 2011Document55 pagesCollege of Engineering University of Petroleum & Energy Studies Dehradun April, 2011adarsh_arya_1100% (1)
- Rotating Equipment Engineer ResumeDocument3 pagesRotating Equipment Engineer Resumesuba ananth100% (1)
- FGD PresentationDocument32 pagesFGD PresentationSaravanan RagupathyNo ratings yet
- BHEL Industrial Training Report on Hydro Turbine ManufacturingDocument22 pagesBHEL Industrial Training Report on Hydro Turbine ManufacturingAadip KushwahaNo ratings yet
- Vetrivel Engineering Enterprises ProfileDocument34 pagesVetrivel Engineering Enterprises ProfileDinesh Babu PugalenthiNo ratings yet
- Inception Report On 78 MLD STP Dhandhupura AgraDocument6 pagesInception Report On 78 MLD STP Dhandhupura AgradassagraNo ratings yet
- Industrial Training Report at i.O.C.L.Document24 pagesIndustrial Training Report at i.O.C.L.mihir301171% (7)
- Iocl REPORT - OF - TRAINING PDFDocument29 pagesIocl REPORT - OF - TRAINING PDFprateek4varshneyNo ratings yet
- Worksheet 3 PDFDocument2 pagesWorksheet 3 PDFtewodrosNo ratings yet
- 1.1 Company ProfileDocument41 pages1.1 Company ProfileNagarjuna JNo ratings yet
- DG Cement Internship ReportDocument30 pagesDG Cement Internship Reportbhattiafsa100% (4)
- RRA Study for IOCL Mathura Refinery Risk AssessmentDocument56 pagesRRA Study for IOCL Mathura Refinery Risk Assessmentanub0025No ratings yet
- Internship Report FinalDocument30 pagesInternship Report FinalDHRUBANGSHU GUPTA100% (1)
- GEMCO Selected Oil & Gas Project ReferencesDocument24 pagesGEMCO Selected Oil & Gas Project ReferencesmubeennavazNo ratings yet
- Pankaj Final Industrial Training Report 1234Document36 pagesPankaj Final Industrial Training Report 1234pankaj madhheshiyaNo ratings yet
- Is 15466 (2004)Document16 pagesIs 15466 (2004)slamienkaNo ratings yet
- BPCL - 221019 PDFDocument55 pagesBPCL - 221019 PDFMaymole Boben100% (1)
- Cooling Tower Failure Report at IndogulfDocument17 pagesCooling Tower Failure Report at IndogulffarooqkhanerNo ratings yet
- Industrial VisitDocument20 pagesIndustrial VisitKanchan kumarNo ratings yet
- 4 Presentation Cooling TowerDocument35 pages4 Presentation Cooling TowerratheeshNo ratings yet
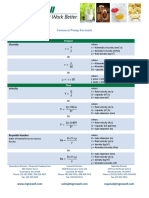
- Pump Calculations EquationDocument3 pagesPump Calculations EquationToan LeNo ratings yet
- Sample - Belt Bucket Elevator DesignDocument7 pagesSample - Belt Bucket Elevator Designmfhasnain100% (1)
- King Salman International Complex For Maritime Industries and ServicesDocument7 pagesKing Salman International Complex For Maritime Industries and ServicesratheeshNo ratings yet
- Torque, Speed and PowerDocument9 pagesTorque, Speed and PowerratheeshNo ratings yet
- Belt & Bucket Elevator: Installation, Maintenance & Spare Parts ManualDocument13 pagesBelt & Bucket Elevator: Installation, Maintenance & Spare Parts ManualratheeshNo ratings yet
- SCC Cat 597Document6 pagesSCC Cat 597Anonymous K3FaYFlNo ratings yet
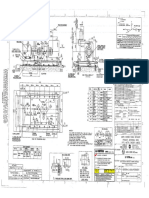
- Code 1 Pump GAD 511-P-001 Rev.4Document1 pageCode 1 Pump GAD 511-P-001 Rev.4ratheeshNo ratings yet
- TechnocratesDocument89 pagesTechnocratesratheeshNo ratings yet
- Pump SelectionDocument112 pagesPump SelectionSIVAPATHASEKARAN100% (6)
- TractelDocument71 pagesTractelratheeshNo ratings yet
- Affinity LawDocument1 pageAffinity LawratheeshNo ratings yet
- Refer Design Change List For Raw Naptha Pump, 511-P-001 A/B Attached in This Transmittal For The Changes Made in This DatasheetDocument5 pagesRefer Design Change List For Raw Naptha Pump, 511-P-001 A/B Attached in This Transmittal For The Changes Made in This DatasheetratheeshNo ratings yet
- BCR Header Bcs Header: To Bearing Cooling Water Return HeaderDocument1 pageBCR Header Bcs Header: To Bearing Cooling Water Return HeaderratheeshNo ratings yet
- BearingsDocument23 pagesBearingsratheeshNo ratings yet
- Performance Curves For 511-PM-001 ABDocument1 pagePerformance Curves For 511-PM-001 ABratheeshNo ratings yet
- Bearing Failure ModesDocument13 pagesBearing Failure ModesmayureshrmahajanNo ratings yet
- Rolling Element Bearing BasicsDocument3 pagesRolling Element Bearing BasicssubbusenthilNo ratings yet
- Toray PVDF Hollow Fiber Membrane Instruction ManualDocument34 pagesToray PVDF Hollow Fiber Membrane Instruction ManualratheeshNo ratings yet
- Proper bearing installation for homebuilt aircraftDocument2 pagesProper bearing installation for homebuilt aircraftratheeshNo ratings yet
- Bearing Basics: SKF Reliability Maintenance Institute On-Line Work Execution CourseDocument2 pagesBearing Basics: SKF Reliability Maintenance Institute On-Line Work Execution CourseratheeshNo ratings yet
- J940305 PDFDocument4 pagesJ940305 PDFratheeshNo ratings yet
- Conveyor BeltsDocument10 pagesConveyor BeltsMalvika KoushikNo ratings yet
- Fluids Lecture 15Document6 pagesFluids Lecture 15juanfepoNo ratings yet
- General Concepts of Mixing PDFDocument9 pagesGeneral Concepts of Mixing PDFratheeshNo ratings yet
- Self Priming Pumps IssuesDocument5 pagesSelf Priming Pumps IssuesratheeshNo ratings yet
- Selecting The Proper Conveyor Belt: Single Pulley DriveDocument18 pagesSelecting The Proper Conveyor Belt: Single Pulley Drivettr_1983No ratings yet
- Self Priming Pumps IssuesDocument5 pagesSelf Priming Pumps IssuesratheeshNo ratings yet
- North Tank Farm and Loading Arms Facilities (Pkg.4) Contract No: 6600029560 Petrofac Job No: JI-2018Document2 pagesNorth Tank Farm and Loading Arms Facilities (Pkg.4) Contract No: 6600029560 Petrofac Job No: JI-2018ratheeshNo ratings yet
- Forest protection introductionDocument16 pagesForest protection introductionWajeeh khanNo ratings yet
- Softwood Rules For GradeDocument64 pagesSoftwood Rules For GradeGelayel SamiiNo ratings yet
- Art Station Kaylynn TenleyDocument21 pagesArt Station Kaylynn Tenleyapi-515264175No ratings yet
- Thinning ForestsDocument3 pagesThinning ForestsMichaiel PiticarNo ratings yet
- Biomes of The Earth-Temperate ForestsDocument289 pagesBiomes of The Earth-Temperate ForestsTurcanu LilianaNo ratings yet
- DK Pocket Nature - TreesDocument224 pagesDK Pocket Nature - TreesHexun88% (17)
- Forest Resources of The United States PDFDocument228 pagesForest Resources of The United States PDFAlex EmeryNo ratings yet
- NutritionofSquirrels 1Document15 pagesNutritionofSquirrels 1Julka MadejNo ratings yet
- Doug Fir WwpaDocument20 pagesDoug Fir WwpaRanniel HernandezNo ratings yet
- Araucaria Araucana: Botanical Name IndexDocument17 pagesAraucaria Araucana: Botanical Name IndexMathews George0% (1)
- Sample: Rosalee de La Forêt and Emily HanDocument14 pagesSample: Rosalee de La Forêt and Emily Hankat100% (1)
- CP Pallets - ENGDocument43 pagesCP Pallets - ENGFatih SimsekNo ratings yet
- Marine West Coast ForestDocument38 pagesMarine West Coast ForestJhunie SanchezNo ratings yet
- Children BibliographyDocument377 pagesChildren BibliographyJhonNo ratings yet
- Radiata Pine Stability Properties and PerformanceDocument14 pagesRadiata Pine Stability Properties and PerformanceSi YocksNo ratings yet
- BurnsDocument25 pagesBurnsJyotirmayeeNo ratings yet
- Mini Trees Home DesignDocument48 pagesMini Trees Home DesignManda ManuelaNo ratings yet
- Fiber Stress For Wood PolesDocument42 pagesFiber Stress For Wood PolesbcbianNo ratings yet
- Drink in The Wild - Teas, Cordials, Jams and More (2003)Document137 pagesDrink in The Wild - Teas, Cordials, Jams and More (2003)Alberto González100% (2)
- Kirkland Plant List RecommendationsDocument3 pagesKirkland Plant List RecommendationsjatinderNo ratings yet
- Connor, Jones, Haluska - 2003 - Flood Plain and Channel Dynamics of The Quinault andDocument29 pagesConnor, Jones, Haluska - 2003 - Flood Plain and Channel Dynamics of The Quinault andSatya PrakashNo ratings yet
- Lum IndDocument181 pagesLum IndRick ManNo ratings yet
- Dwarf Mistletoe Control on Mescalero Apache ReservationDocument6 pagesDwarf Mistletoe Control on Mescalero Apache ReservationEducación UniversidadNo ratings yet
- Doterra Douglas Fir Essential OilDocument1 pageDoterra Douglas Fir Essential OilAlexandru Eduard RotaruNo ratings yet
- Pseudotsuga 2Document676 pagesPseudotsuga 2AzizahNo ratings yet
- ABSTRACTS The Ecological Society of America 88thannual MeetingDocument398 pagesABSTRACTS The Ecological Society of America 88thannual MeetingYendra PratamaTerrificninetyninefoldNo ratings yet
- Visual Absorption CapacityDocument8 pagesVisual Absorption Capacityketaki_arch_god2451No ratings yet
- Soal ToeicDocument9 pagesSoal Toeicliana computerNo ratings yet
- Pyrazine Composition of 17 Woods SmokeDocument6 pagesPyrazine Composition of 17 Woods SmokeРусланNo ratings yet
- Proposed Rule: Endangered and Threatened Species: Findings On Petitions, Etc.— California Spotted OwlDocument8 pagesProposed Rule: Endangered and Threatened Species: Findings On Petitions, Etc.— California Spotted OwlJustia.comNo ratings yet