You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- South Bend Lathe TrainingDocument68 pagesSouth Bend Lathe TrainingSMWilson100% (2)
- Chrome Plating of Steel BarsDocument4 pagesChrome Plating of Steel BarsAmr BuhlakNo ratings yet
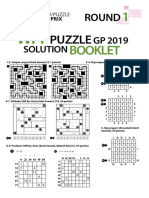
- 2019 PuzzleRound1 IBDocument7 pages2019 PuzzleRound1 IBAbhineet ShrivastavaNo ratings yet
- Bgas - TTS MCQ's - Part 2Document32 pagesBgas - TTS MCQ's - Part 2mudassar100% (2)
- VW 60564 enDocument5 pagesVW 60564 enRicardo VitorianoNo ratings yet
- TDC PP742 F2Document3 pagesTDC PP742 F2Arjun PrajapatiNo ratings yet
- Cement SaminarDocument11 pagesCement SaminarGayathri ShastryNo ratings yet
- RepairProcedurePatchRepair TBDocument2 pagesRepairProcedurePatchRepair TBAleksandr TsymbalNo ratings yet
- Standard Grating Welding Procedure r5Document1 pageStandard Grating Welding Procedure r5guritnoid4775No ratings yet
- Rohm Lathe ChucksDocument91 pagesRohm Lathe ChucksNebojša ObradovićNo ratings yet
- Steel Making & Blast FurnaceDocument18 pagesSteel Making & Blast Furnacemoh48198950% (2)
- MoringaDocument48 pagesMoringaAbhineet ShrivastavaNo ratings yet
- A7734a enDocument2 pagesA7734a enAbhineet ShrivastavaNo ratings yet
- Air PollutionDocument74 pagesAir PollutionAbhineet ShrivastavaNo ratings yet
- Visa FormDocument4 pagesVisa FormAbhineet ShrivastavaNo ratings yet
- Flashcards Accessories PDFDocument3 pagesFlashcards Accessories PDFAbhineet ShrivastavaNo ratings yet
- Structure, Relief and Drainage of BundelkhandDocument19 pagesStructure, Relief and Drainage of BundelkhandAbhineet ShrivastavaNo ratings yet
- MoringaDocument13 pagesMoringaAbhineet Shrivastava100% (1)
- Comments: LPL - Diksha Laboratory Services Diksha Laboratory Services6, Karguwa Roa D, Gate No-2, Pin Code NoDocument6 pagesComments: LPL - Diksha Laboratory Services Diksha Laboratory Services6, Karguwa Roa D, Gate No-2, Pin Code NoAbhineet ShrivastavaNo ratings yet
- GP 2019 Solution: PuzzleDocument3 pagesGP 2019 Solution: PuzzleAbhineet ShrivastavaNo ratings yet
- Mitsui Chemicals FilmsDocument6 pagesMitsui Chemicals FilmsAbhineet ShrivastavaNo ratings yet
- 2019 PuzzleRound1Document13 pages2019 PuzzleRound1Abhineet ShrivastavaNo ratings yet
- Challenges Ahead For Medical Device Packaging MaterialsDocument3 pagesChallenges Ahead For Medical Device Packaging MaterialsAbhineet ShrivastavaNo ratings yet
- Aerosol Propellants MarketDocument3 pagesAerosol Propellants MarketAbhineet ShrivastavaNo ratings yet
- MPC Flotation Control BrooksDocument6 pagesMPC Flotation Control BrooksMario Leon GaticaNo ratings yet
- EME Grinding MachineDocument23 pagesEME Grinding Machinejonelle27No ratings yet
- CMH Resume Project 2021R2 CMH PDFDocument4 pagesCMH Resume Project 2021R2 CMH PDFAli AyubNo ratings yet
- 4.0 Drill Pipe W XT39 ConnectionsDocument1 page4.0 Drill Pipe W XT39 ConnectionsDugas DeivyNo ratings yet
- Carbo-Austempering - A New WrinkleDocument8 pagesCarbo-Austempering - A New WrinkleMustafa OğuzhanNo ratings yet
- Wurth Abrasives PDFDocument7 pagesWurth Abrasives PDFQaiser MehmoodNo ratings yet
- Non Traditional MachiningDocument5 pagesNon Traditional MachiningKarthik NNo ratings yet
- 3236 P&ID SummaryDocument5 pages3236 P&ID Summarysource codeNo ratings yet
- Appendix 1 Part 2 Magnetic Particle Inspection 5th Edition February 2016Document12 pagesAppendix 1 Part 2 Magnetic Particle Inspection 5th Edition February 2016Alireza ZiaeddiniNo ratings yet
- Daily Activity Report: Fine Rain Cloudy WindyDocument1 pageDaily Activity Report: Fine Rain Cloudy WindyyogiNo ratings yet
- Column SelectionDocument1 pageColumn SelectionNadir AnsariNo ratings yet
- 56 DST Packer Test ToolDocument2 pages56 DST Packer Test ToolKim MissonNo ratings yet
- Fundação Sistema Com Chumbador: QTY Item Part No. DescriptionDocument1 pageFundação Sistema Com Chumbador: QTY Item Part No. DescriptiontiagoNo ratings yet
- 02 General Design Principles For ManufacturabilityDocument60 pages02 General Design Principles For Manufacturabilityanwar anwaryNo ratings yet
- 11 SMAW Q4 Module 4Document13 pages11 SMAW Q4 Module 4Mark Johnson VillaronNo ratings yet
- Shot PeeningDocument19 pagesShot PeeningchandruNo ratings yet
- CH 13 Heat EffectsDocument16 pagesCH 13 Heat EffectsAshleen MarshallNo ratings yet
- Jis G 4053-2008Document21 pagesJis G 4053-2008ali ahmadNo ratings yet
- Datasheet For Steel Grades Structure Steel 30crmnsiaDocument2 pagesDatasheet For Steel Grades Structure Steel 30crmnsiaMohammed Elmodathir AliNo ratings yet