You might also like
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Fire Wrap Systems As An Alternative For Critical Circuit Cables - UL 1709 PDFDocument4 pagesFire Wrap Systems As An Alternative For Critical Circuit Cables - UL 1709 PDFCarlos liceaNo ratings yet
- Solutions For Internal Arc Protection According To IEC 62271-200 in MV SwitchgearDocument5 pagesSolutions For Internal Arc Protection According To IEC 62271-200 in MV Switchgearkyawswarpm100% (1)
- Molnar 2016Document11 pagesMolnar 2016jeki putraNo ratings yet
- Glow Wire TestDocument4 pagesGlow Wire TestHamidShahNo ratings yet
- Assignment 5ADocument5 pagesAssignment 5AprazNo ratings yet
- Fire WallDocument15 pagesFire WallZULFIKAR AZANNo ratings yet
- Specification For MI Cable FireDocument6 pagesSpecification For MI Cable Firethanna9783No ratings yet
- Etl 1110-2-311Document12 pagesEtl 1110-2-311Juan Carlos Villagrán FanteNo ratings yet
- IEC 62271 Internal Arc Safety Metal-Enclosed SwitchgearDocument4 pagesIEC 62271 Internal Arc Safety Metal-Enclosed Switchgearbpd21No ratings yet
- Motor InsulationDocument3 pagesMotor InsulationsickosatNo ratings yet
- Compliance Options For UL 1446 BrochureDocument10 pagesCompliance Options For UL 1446 BrochureNeoZeruelNo ratings yet
- Electrical Engineering Portal - Com Substation Fire ProtectionDocument4 pagesElectrical Engineering Portal - Com Substation Fire ProtectionJaeman ParkNo ratings yet
- Cable Jacket Materials - Raychem PDFDocument3 pagesCable Jacket Materials - Raychem PDFPradeep_VashistNo ratings yet
- Techniques For Estimation of Hot Spot Temperatures in TransformersDocument4 pagesTechniques For Estimation of Hot Spot Temperatures in TransformersSatheesh Kumar NatarajanNo ratings yet
- Epoxy Intumescent Coating Systems For The Corrosion Protection and Fire Protection of Structural Steel IfjDocument4 pagesEpoxy Intumescent Coating Systems For The Corrosion Protection and Fire Protection of Structural Steel IfjAnonymous B7pghhNo ratings yet
- Offshore CablesDocument96 pagesOffshore Cableskutts76No ratings yet
- ARC Flash ARCON DeviceDocument12 pagesARC Flash ARCON DeviceGustavo GamezNo ratings yet
- Lightning Protection SystemDocument10 pagesLightning Protection SystemJuan Araque100% (1)
- IET Wiring Regulations 18th Edition UpdatesDocument3 pagesIET Wiring Regulations 18th Edition UpdateshiroNo ratings yet
- I Need A Formula or Framework To Calculate Heat Dissipation of WiresDocument10 pagesI Need A Formula or Framework To Calculate Heat Dissipation of WiresnemascribdNo ratings yet
- Busbar Trunking Systems OverviewDocument25 pagesBusbar Trunking Systems Overviewraghuveeranush50% (2)
- Cables - Cable For Petrochemical Plants IEEESTANDARD1242Document10 pagesCables - Cable For Petrochemical Plants IEEESTANDARD1242cadtil100% (1)
- EEM PresentationDocument20 pagesEEM PresentationNazar Nawaz AbbasiNo ratings yet
- Quiz 4.1 - JOPIADocument5 pagesQuiz 4.1 - JOPIAGABRIEL ABRAM JOPIANo ratings yet
- 2012 37th ANC Technical Presentation Paper Principles of Cable Sizing and Selection by Anthony G QuiogueDocument19 pages2012 37th ANC Technical Presentation Paper Principles of Cable Sizing and Selection by Anthony G QuiogueChristian R. GuhitNo ratings yet
- Frie ProtectionDocument4 pagesFrie ProtectionSarod TapankeawNo ratings yet
- P Special Cables GBDocument16 pagesP Special Cables GBVlado PetkovskiNo ratings yet
- Tyco Catalog EngDocument128 pagesTyco Catalog EngananolitaNo ratings yet
- Iec 6036Document3 pagesIec 6036Arun KumarNo ratings yet
- Power Cable Accessories: Catalogue 2006/2007Document11 pagesPower Cable Accessories: Catalogue 2006/2007iamlpNo ratings yet
- Inspection and maintenance of EX electrical equipmentDocument6 pagesInspection and maintenance of EX electrical equipmentMY PCNo ratings yet
- Key PointsDocument25 pagesKey PointsMustafa NaciNo ratings yet
- 5 Key Factors To The Correct Cable Selection and ApplicationDocument7 pages5 Key Factors To The Correct Cable Selection and ApplicationSugeng SumarnoNo ratings yet
- IEEE paper examines arc-resistant switchgear safety benefitsDocument10 pagesIEEE paper examines arc-resistant switchgear safety benefitsDiego Guerrero DiazNo ratings yet
- Guide To ProtectionDocument32 pagesGuide To ProtectionpjaengjaikulNo ratings yet
- Heat Tracing Systems OverviewDocument49 pagesHeat Tracing Systems OverviewAmmar ZulfiqarNo ratings yet
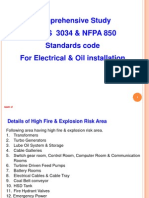
- Comprehensive Study on Electrical Installation Fire Safety StandardsDocument21 pagesComprehensive Study on Electrical Installation Fire Safety StandardsNalinNo ratings yet
- EEP Types and Origins of Substation Fires ArticleDocument7 pagesEEP Types and Origins of Substation Fires ArticleAlbertoKrawczykNo ratings yet
- IEC 62271-200 Arc Protection Solutions Releasing Into Switchgear RoomDocument6 pagesIEC 62271-200 Arc Protection Solutions Releasing Into Switchgear RoomcptripioNo ratings yet
- On The Insulation Co-Ordination Studies Using (Emtp)Document5 pagesOn The Insulation Co-Ordination Studies Using (Emtp)adauNo ratings yet
- KLM PROJECT STANDARDS and SPECIFICATIONS Offshore Elecrical Design Well Platform Rev01Document6 pagesKLM PROJECT STANDARDS and SPECIFICATIONS Offshore Elecrical Design Well Platform Rev01manicheNo ratings yet
- IS 3034 & NFPA 850 - NalinDocument21 pagesIS 3034 & NFPA 850 - NalinNalinNo ratings yet
- Floating Production Storage and OffloadingDocument10 pagesFloating Production Storage and OffloadingbhuvanaNo ratings yet
- Understanding key safety standards and testing methods for energy storage systemsDocument17 pagesUnderstanding key safety standards and testing methods for energy storage systemsMichel De Souza Correa100% (1)
- A Simple Approach To Conductor Sizing and ProlongingDocument8 pagesA Simple Approach To Conductor Sizing and ProlongingJordy BayasNo ratings yet
- Fire Performance of Electric Cables White PaperDocument16 pagesFire Performance of Electric Cables White PaperkeyurNo ratings yet
- IIB or NOT IIB PDFDocument3 pagesIIB or NOT IIB PDFmandaremNo ratings yet
- Cable PDFDocument8 pagesCable PDFmufa tsanNo ratings yet
- Compro PT Jaya Sukses NusantaraDocument24 pagesCompro PT Jaya Sukses Nusantaramaria lestari oliviaNo ratings yet
- Crepe Papers & Crepe-Paper Cables (Camilli, G. 1954)Document6 pagesCrepe Papers & Crepe-Paper Cables (Camilli, G. 1954)Platon ApergisNo ratings yet
- Fire-Rated Cable Standards and ApplicationsDocument6 pagesFire-Rated Cable Standards and ApplicationsHUE POMAREJONo ratings yet
- New trends in compact, safe MV/LV transformer substation designDocument7 pagesNew trends in compact, safe MV/LV transformer substation designSoniiXDNo ratings yet
- Freeze Protection: Heat TracingDocument4 pagesFreeze Protection: Heat TracingNaser JahangiriNo ratings yet
- NG Uk Ettg 28Document4 pagesNG Uk Ettg 28Kyaw Kyaw AungNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- The IEE Wiring Regulations Explained and IllustratedFrom EverandThe IEE Wiring Regulations Explained and IllustratedRating: 4 out of 5 stars4/5 (14)
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- TR XLPE CablesDocument5 pagesTR XLPE Cablesst_calvoNo ratings yet
- UL 2225 MC-HL Cables - UnlockedDocument42 pagesUL 2225 MC-HL Cables - UnlockedCarlos licea100% (3)
- TR XLPE CablesDocument5 pagesTR XLPE Cablesst_calvoNo ratings yet
- UL - LSFH CablesDocument10 pagesUL - LSFH CablesCarlos liceaNo ratings yet
- Renewable-brochure-ENG EKABELDocument9 pagesRenewable-brochure-ENG EKABELCarlos liceaNo ratings yet
- Designacion VDE EkabelDocument2 pagesDesignacion VDE EkabelCarlos liceaNo ratings yet
- Estándar Cero HalogenoDocument12 pagesEstándar Cero HalogenoSandoval JhonNo ratings yet
- HT Bel-DenDocument3 pagesHT Bel-DenCarlos liceaNo ratings yet
- X018 Nominal Voltage and Operating VoltageDocument1 pageX018 Nominal Voltage and Operating Voltagehaidarizmail1924No ratings yet
- TC Color CodesDocument7 pagesTC Color CodesSurya SenthilnathanNo ratings yet
- X012 Designation Code For Power CablesDocument1 pageX012 Designation Code For Power CablesDjar NdoethNo ratings yet
- SubmPowCables FINAL 10jun13 EnglDocument20 pagesSubmPowCables FINAL 10jun13 EnglManjul TakleNo ratings yet
- SubmPowCables FINAL 10jun13 EnglDocument20 pagesSubmPowCables FINAL 10jun13 EnglManjul TakleNo ratings yet
- X012 Designation Code For Power CablesDocument1 pageX012 Designation Code For Power CablesDjar NdoethNo ratings yet
- Designacion VDE Ekabel PDFDocument2 pagesDesignacion VDE Ekabel PDFCarlos liceaNo ratings yet
- Designacion VDE Ekabel PDFDocument2 pagesDesignacion VDE Ekabel PDFCarlos liceaNo ratings yet
- Designacion VDE Ekabel PDFDocument2 pagesDesignacion VDE Ekabel PDFCarlos liceaNo ratings yet
- Hospital Acquired Infections-IIDocument52 pagesHospital Acquired Infections-IIFATHIMA ANo ratings yet
- Cases Digest on Adoption, Guardianship and Related LawsDocument2 pagesCases Digest on Adoption, Guardianship and Related LawsGillian BrionesNo ratings yet
- Microwave TubesDocument36 pagesMicrowave TubesHINDUSTAN KNOW 1No ratings yet
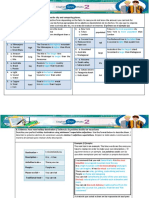
- AA3 My Favorite City - Comparing Places Ejercicio FinalDocument6 pagesAA3 My Favorite City - Comparing Places Ejercicio FinalCesar Augusto Triana AyalaNo ratings yet
- Importance of Fish in Our Daily LifeDocument3 pagesImportance of Fish in Our Daily Lifekamei321No ratings yet
- Noise DetectorDocument19 pagesNoise DetectorPlaban Pratim BhuyanNo ratings yet
- Assay SolutionsDocument1 pageAssay SolutionsAlex RamirezNo ratings yet
- Corporate Governance at HavellsDocument16 pagesCorporate Governance at HavellsVishal Pundir100% (1)
- DAYCENT Model Overview, Testing and Application To AgroecosystemsDocument28 pagesDAYCENT Model Overview, Testing and Application To AgroecosystemsJunoNo ratings yet
- Brachytherapy GYN Applicator CatalogDocument64 pagesBrachytherapy GYN Applicator CatalogJuan Lombardero100% (1)
- Survitec Mooring Ropes BrochureDocument20 pagesSurvitec Mooring Ropes Brochurearifsarwo_wNo ratings yet
- Indian School Sohar Term II Examination 2018-19 EnglishDocument4 pagesIndian School Sohar Term II Examination 2018-19 EnglishRitaNo ratings yet
- Fire Safety in Public BuildingDocument48 pagesFire Safety in Public BuildingSamirsinh ParmarNo ratings yet
- Soalan Pecutan Akhir Fizik SPM 2010 Kertas 2 Set 3 PDFDocument18 pagesSoalan Pecutan Akhir Fizik SPM 2010 Kertas 2 Set 3 PDFAnna Latifah CammryNo ratings yet
- RUPEX Coupling RWNDocument26 pagesRUPEX Coupling RWNWaris La Joi WakatobiNo ratings yet
- Etymology: StructureDocument2 pagesEtymology: StructureNaga VNo ratings yet
- People Magazine Ronnie Van Zant 4Document1 pagePeople Magazine Ronnie Van Zant 4Randy CarterNo ratings yet
- Installation Manual - ClimateWell SolarChiller - v9 - 33 - 4 - ENDocument31 pagesInstallation Manual - ClimateWell SolarChiller - v9 - 33 - 4 - ENtxaelo100% (1)
- 2018 Federal Income Tax Return PDFDocument8 pages2018 Federal Income Tax Return PDFBrandon BachNo ratings yet
- Rolling Stock Design CriteriaDocument17 pagesRolling Stock Design CriteriahamzaNo ratings yet
- Cavab - kartı - numune (копия) (копия) (копия) (копия)Document2 pagesCavab - kartı - numune (копия) (копия) (копия) (копия)Javid NovruzovNo ratings yet
- X80 Io PDFDocument446 pagesX80 Io PDFHATEM68No ratings yet
- MONO POWER AMPLIFIER SERVICE MANUALDocument34 pagesMONO POWER AMPLIFIER SERVICE MANUALAlexey OnishenkoNo ratings yet
- Wind Energy 6Document12 pagesWind Energy 6Shanthi RameshNo ratings yet
- WHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)Document3 pagesWHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)114912No ratings yet
- Thermo Fluids LabDocument23 pagesThermo Fluids LabMuket AgmasNo ratings yet
- Letter From Springfield Mayor Sarno To License Commission Re: Late Night Hours.Document12 pagesLetter From Springfield Mayor Sarno To License Commission Re: Late Night Hours.Patrick JohnsonNo ratings yet
- Using Roger's Diffusion of Innovation Theory To Implement The Healthy Schools National AccreditationDocument6 pagesUsing Roger's Diffusion of Innovation Theory To Implement The Healthy Schools National AccreditationputriNo ratings yet
- Spectralis Touch Panel Upgrade GuideDocument10 pagesSpectralis Touch Panel Upgrade GuideMohamed AbdulaalNo ratings yet
- Mode of AssignmentDocument95 pagesMode of AssignmentQasim AliNo ratings yet