You might also like
- Bobcat 863 Skid Steer Loader Service Repair Workshop Manual Download S N 514425001 Above S N 514525001 Above S N 514625001 Above PDFDocument534 pagesBobcat 863 Skid Steer Loader Service Repair Workshop Manual Download S N 514425001 Above S N 514525001 Above S N 514625001 Above PDFOcta Irawan100% (1)
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
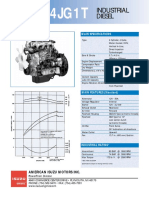
- Engine External Views: Standard Engine Data and SpecificationsDocument1 pageEngine External Views: Standard Engine Data and SpecificationsOcta Irawan67% (3)
- Isuzu 4JG1T Lit Sheet PDFDocument2 pagesIsuzu 4JG1T Lit Sheet PDFOcta IrawanNo ratings yet
- Stick Electrodes For Welding of Stainless Steels: Part NumberDocument19 pagesStick Electrodes For Welding of Stainless Steels: Part NumberAyman RiyadhNo ratings yet
- Applications: TYPE: BasicDocument1 pageApplications: TYPE: BasicTran van VuongNo ratings yet
- Basinox 318: MMA Electrodes Stainless and Heat Resistant SteelsDocument1 pageBasinox 318: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNo ratings yet
- Bohler Fox S EV 50-1Document1 pageBohler Fox S EV 50-1kamals55No ratings yet
- Thermanit P24Document1 pageThermanit P24Branko FerenčakNo ratings yet
- Stoody Super 20Document1 pageStoody Super 20JUAN DAVID ESPITIANo ratings yet
- Carbodur 600 B-E6um60Document1 pageCarbodur 600 B-E6um60ali torabiNo ratings yet
- AISI Alloy 4130 Steel Supply Range& 4140Document6 pagesAISI Alloy 4130 Steel Supply Range& 4140ap taNo ratings yet
- Toolcord (E 6 Um 65 GS, e Fe4)Document1 pageToolcord (E 6 Um 65 GS, e Fe4)brunizzaNo ratings yet
- Carbo 4370 Mpr-E307Document1 pageCarbo 4370 Mpr-E307ali torabiNo ratings yet
- sdg4 - 9 - STAINLESS STEELDocument3 pagessdg4 - 9 - STAINLESS STEELJian Ming WongNo ratings yet
- Applications Characteristics: For Inter-Metallic AbrasionDocument1 pageApplications Characteristics: For Inter-Metallic AbrasionThanuja PereraNo ratings yet
- Citorail OerlikonDocument1 pageCitorail OerlikonGiancarlo BlandinoNo ratings yet
- z3T - Stainless Steel 15-5 PH (EOS SS PH1)Document1 pagez3T - Stainless Steel 15-5 PH (EOS SS PH1)Martin McMahonNo ratings yet
- Böhler Fox CN 13/4 Supra: Classifi CationsDocument1 pageBöhler Fox CN 13/4 Supra: Classifi CationsBranko FerenčakNo ratings yet
- Acfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmDocument1 pageAcfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmdodoNo ratings yet
- E 8018 B2Document1 pageE 8018 B2ElMacheteDelHuesoNo ratings yet
- Professional Rolls (Ring) supplier 、Document20 pagesProfessional Rolls (Ring) supplier 、JohnNo ratings yet
- Applications: TYPE: Basic (Lime)Document1 pageApplications: TYPE: Basic (Lime)Tran van VuongNo ratings yet
- Hardfacing - Catalog H-650Document1 pageHardfacing - Catalog H-650Takul ThongyooNo ratings yet
- Böhler Fox Dcms KB: Classifi CationsDocument1 pageBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNo ratings yet
- Turning and Related Operations: Mahmoud Heshmat PHD in Iesm, 2018Document24 pagesTurning and Related Operations: Mahmoud Heshmat PHD in Iesm, 2018paul loganNo ratings yet
- Mild Steel SpecificationDocument1 pageMild Steel SpecificationSteinol SolutionsNo ratings yet
- P P P P: Alloy 416 Specifications: UNS S41600Document2 pagesP P P P: Alloy 416 Specifications: UNS S41600AVINASHRAJNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Stainless Steel Grade AISI 430/430FDocument2 pagesStainless Steel Grade AISI 430/430Fabhijit.ghotane100% (1)
- Overcord R12: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageOvercord R12: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- 008 Alloy Tool SteelDocument66 pages008 Alloy Tool SteelAbdelfattah MoheyeldinNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- A 400 HB Wear Resistant Steel: StandardDocument4 pagesA 400 HB Wear Resistant Steel: StandardVíctor SandovskyNo ratings yet
- BronzeLG2LeadedGunmetalBronze PDFDocument2 pagesBronzeLG2LeadedGunmetalBronze PDFAnthonyNo ratings yet
- Standar Elektroda PDFDocument182 pagesStandar Elektroda PDFFakhar WindratamaNo ratings yet
- CHR707Document1 pageCHR707ImmalatulhusnaNo ratings yet
- 410 NiMo MigDocument2 pages410 NiMo MigAnonymous skBAwexNo ratings yet
- Selectrode: 7018 Moisture Resistant Low HydrogenDocument3 pagesSelectrode: 7018 Moisture Resistant Low HydrogenbalamuruganNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-2 EN 10162Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-2 EN 10162farshid KarpasandNo ratings yet
- TDS Hardcarb 70 (#ET - EN - 20.1)Document2 pagesTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahNo ratings yet
- L1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Document1 pageL1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Dimitris NikouNo ratings yet
- FPO22001 ASME Filer Metal Data SheetDocument5 pagesFPO22001 ASME Filer Metal Data Sheetyousab creator2No ratings yet
- Aluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesDocument3 pagesAluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesBeni hidayatullahNo ratings yet
- Recommended Materials To Be Used in Replacement and Re-ConstructionDocument9 pagesRecommended Materials To Be Used in Replacement and Re-ConstructionTeha Raihan Radzi100% (1)
- Böhler Fox CM 5 KB: Classifi CationsDocument1 pageBöhler Fox CM 5 KB: Classifi CationsBranko FerenčakNo ratings yet
- Formalloy 500 Dsheet - FINAL - 091712Document2 pagesFormalloy 500 Dsheet - FINAL - 091712Agustin ChavezNo ratings yet
- S500 Grade Steel SpecificationsDocument2 pagesS500 Grade Steel SpecificationsSmriti Agarwalla100% (1)
- Arcaloy 430Nb (Rev.2)Document2 pagesArcaloy 430Nb (Rev.2)RobertoNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4farshid KarpasandNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-4 EN 10084 EN 10297-1Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-4 EN 10084 EN 10297-1farshid KarpasandNo ratings yet
- High Speed Steel Round BarDocument4 pagesHigh Speed Steel Round BarMANJEET KUMARNo ratings yet
- Betachrome 17cr Welding ElectrodeDocument1 pageBetachrome 17cr Welding ElectrodeSatyendra SinghNo ratings yet
- WB4303EDocument1 pageWB4303EcwiksjNo ratings yet
- European Steel and Alloy Grades: G32Nicrmo8-5-4 (1.6570)Document2 pagesEuropean Steel and Alloy Grades: G32Nicrmo8-5-4 (1.6570)farshid KarpasandNo ratings yet
- 고탄소강 브로슈어 PDFDocument44 pages고탄소강 브로슈어 PDFKorong KapampanganNo ratings yet
- Aluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesDocument3 pagesAluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesMellierNo ratings yet
- Nirosta 4104: Krupp EdelstahlprofileDocument2 pagesNirosta 4104: Krupp EdelstahlprofileLuis MayorgaNo ratings yet
- JIS Steel Wires StandardDocument7 pagesJIS Steel Wires StandardPS NguyễnNo ratings yet
- 0218 Ja enDocument1 page0218 Ja enHoque AnamulNo ratings yet
- Applications: TYPE: RutileDocument1 pageApplications: TYPE: Rutilesattar12345No ratings yet
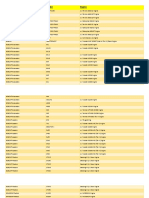
- Make Model EngineDocument53 pagesMake Model EngineOcta Irawan0% (1)
- Analisis Kuat Lekat Tulangan Bambu Ori Bertakikan Tipe "U"Jarak Takikan 10 CM Terhadap Tulangan Baja Yudha Krakata, Agus Setiya Budi, Slamet PrayitnoDocument8 pagesAnalisis Kuat Lekat Tulangan Bambu Ori Bertakikan Tipe "U"Jarak Takikan 10 CM Terhadap Tulangan Baja Yudha Krakata, Agus Setiya Budi, Slamet PrayitnoOcta IrawanNo ratings yet
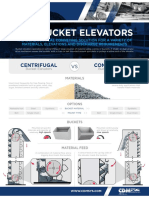
- Bucket Elevator: Feed and BiofuelDocument4 pagesBucket Elevator: Feed and BiofuelOcta IrawanNo ratings yet
- Dueler MT674 PDFDocument1 pageDueler MT674 PDFOcta IrawanNo ratings yet
- MHIperformanceturbochargers ListDocument14 pagesMHIperformanceturbochargers ListOcta IrawanNo ratings yet
- Bamboo Usage Evaluation As Reinforcement of Highway Rigid PavementDocument12 pagesBamboo Usage Evaluation As Reinforcement of Highway Rigid PavementOcta IrawanNo ratings yet
- Optibelt Power Transmission Product Range BeltsDocument200 pagesOptibelt Power Transmission Product Range BeltsOcta IrawanNo ratings yet
- Isuzu 4JB1,4JG1Document2 pagesIsuzu 4JB1,4JG1Rommy Putra33% (3)
- CDM Bucket Elevators: Centrifugal ContinuousDocument2 pagesCDM Bucket Elevators: Centrifugal ContinuousOcta IrawanNo ratings yet
- Manufacturing and Refurbishing of Jaw CrushersDocument5 pagesManufacturing and Refurbishing of Jaw CrushersOcta IrawanNo ratings yet