You might also like
- Skin Effect Current Tracing - Installation ManualDocument27 pagesSkin Effect Current Tracing - Installation ManualjoserobertosolanoNo ratings yet
- Foam ConcreteDocument16 pagesFoam ConcreteManvitha GNo ratings yet
- Detail Cost Estimate For Renovation and Reconstruction of Beri Sri Sri Ramakrishna AshramaDocument11 pagesDetail Cost Estimate For Renovation and Reconstruction of Beri Sri Sri Ramakrishna Ashramariya paul100% (4)
- Strength Analysis On Honeycomb Sandwich Panels of Different Materials PDFDocument10 pagesStrength Analysis On Honeycomb Sandwich Panels of Different Materials PDFCharyNo ratings yet
- CAD/CAM/CAE analysis of notched beam bucklingDocument3 pagesCAD/CAM/CAE analysis of notched beam bucklingGiri DharanNo ratings yet
- Assignment 2Document21 pagesAssignment 2anthonyunisaNo ratings yet
- Unit 4 Sandwich Composite Materials and StructuresDocument43 pagesUnit 4 Sandwich Composite Materials and StructuresprsnthNo ratings yet
- Nrca Roof ManualDocument142 pagesNrca Roof Manualdhaakchik100% (1)
- Aluminum HonneycombDocument16 pagesAluminum HonneycombMangesh ThokalNo ratings yet
- Structural Behaviour of Composite Sandwich PanelsDocument16 pagesStructural Behaviour of Composite Sandwich PanelsvasfidNo ratings yet
- API 570 FormulasDocument2 pagesAPI 570 FormulasArif Mokhtar89% (9)
- On The Structural Parameters of Honeycomb-Core Sandwich Panels AgainstDocument18 pagesOn The Structural Parameters of Honeycomb-Core Sandwich Panels AgainstDhaneshNo ratings yet
- Composites Part B: Zhi Sun, Shanshan Shi, Xu Guo, Xiaozhi Hu, Haoran ChenDocument8 pagesComposites Part B: Zhi Sun, Shanshan Shi, Xu Guo, Xiaozhi Hu, Haoran ChenPaulo UtargNo ratings yet
- En 10297-1-2003Document46 pagesEn 10297-1-2003Mircea VladNo ratings yet
- AMR000155Document45 pagesAMR000155denzelxiaoNo ratings yet
- Aluminium Honeycomb Walls Strength AnalysisDocument16 pagesAluminium Honeycomb Walls Strength AnalysisMangesh ThokalNo ratings yet
- Analysis of Honeycomb StructureDocument9 pagesAnalysis of Honeycomb StructureIJRASETPublications100% (1)
- Design of Hydro Mechanical EquipmentDocument316 pagesDesign of Hydro Mechanical EquipmentTarunPatra100% (6)
- Static and Fatigue Behaviour of Hexagonal Honeycomb Cores Under In-Plane Shear LoadsDocument19 pagesStatic and Fatigue Behaviour of Hexagonal Honeycomb Cores Under In-Plane Shear LoadsAnto PellisseryNo ratings yet
- Sandwich PanelsDocument25 pagesSandwich PanelsGajaraj GajapathiNo ratings yet
- Buckling Anaysis of Shell Panel ComponentsDocument55 pagesBuckling Anaysis of Shell Panel Componentsbhukya bhavsinghNo ratings yet
- Basic Boiler Construction GuideDocument8 pagesBasic Boiler Construction GuideIonescu FlorinNo ratings yet
- Cabkoma Carbon Fibre RodsDocument22 pagesCabkoma Carbon Fibre RodsTRESA ROSE100% (3)
- Part and Mold Design GuideDocument170 pagesPart and Mold Design GuideminhtintinNo ratings yet
- Sandwich ConstructionsDocument25 pagesSandwich ConstructionsKevin MorrisNo ratings yet
- An Experimental Study On Behaviors of Beam-Column Joint Wrapped With Aramid FiberDocument5 pagesAn Experimental Study On Behaviors of Beam-Column Joint Wrapped With Aramid FiberInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Composite Pressure VesselsDocument22 pagesComposite Pressure VesselsInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Study of Composite Sandwich Structure and Bending Characteristics - A ReviewDocument6 pagesStudy of Composite Sandwich Structure and Bending Characteristics - A ReviewAkhsanto AnanditoNo ratings yet
- A Study On Composite Honeycomb Sandwich Panel Structure: Materials & DesignDocument5 pagesA Study On Composite Honeycomb Sandwich Panel Structure: Materials & DesignsadaNo ratings yet
- Analysis of Sandwich Beam: International Journal of Science Engineering and Advance Technology, IJSEAT, Vol 2, Issue 12Document8 pagesAnalysis of Sandwich Beam: International Journal of Science Engineering and Advance Technology, IJSEAT, Vol 2, Issue 12Berkay UYGUNNo ratings yet
- Crushing Behavior of Honeycomb Structure: A Review: International Journal of CrashworthinessDocument26 pagesCrushing Behavior of Honeycomb Structure: A Review: International Journal of CrashworthinessBihter UcaNo ratings yet
- Design and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesDocument9 pagesDesign and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesmrezaianNo ratings yet
- Gardens by The BayDocument7 pagesGardens by The BayJoost0% (1)
- Chapter 1Document8 pagesChapter 1عباس سلمان جدوعNo ratings yet
- JM Proposal PDFDocument14 pagesJM Proposal PDFDipeshNo ratings yet
- PTV Project Report MainDocument90 pagesPTV Project Report MainmkrajasekarNo ratings yet
- Heat Insulation Analysis of An AluminumDocument10 pagesHeat Insulation Analysis of An AluminumVikas RanaNo ratings yet
- Flexural Behavior of Aluminum Honeycomb Core Sandwich StructureDocument12 pagesFlexural Behavior of Aluminum Honeycomb Core Sandwich StructureParth LalNo ratings yet
- A Study On 3D Carbon Braided CompositeDocument56 pagesA Study On 3D Carbon Braided CompositeDaryl LeeNo ratings yet
- Sandwich Construction 1. Basic Design PrinciplesDocument12 pagesSandwich Construction 1. Basic Design PrinciplesKûmãr PrabakaranNo ratings yet
- Effect of Cell Shape On Flexural Strength of Honey Comb StructureDocument10 pagesEffect of Cell Shape On Flexural Strength of Honey Comb StructureAhmed FadhilNo ratings yet
- Computer Aided Analysis of Filament Wound Composite Pressure Vessel With Integrated End Domes Considering The Change of Winding Angles Through The Thickness Direction - Madhavi2018Document7 pagesComputer Aided Analysis of Filament Wound Composite Pressure Vessel With Integrated End Domes Considering The Change of Winding Angles Through The Thickness Direction - Madhavi2018Hiến Đinh Văn100% (1)
- 155 1Document45 pages155 1iname11No ratings yet
- Hybrid Curved Sandwich Panel Project ReportDocument25 pagesHybrid Curved Sandwich Panel Project ReportRakesh N GNo ratings yet
- Unit Iv CMS R16Document5 pagesUnit Iv CMS R16raj6062No ratings yet
- Kagome Lattice StructuresDocument7 pagesKagome Lattice StructuresMatijaNo ratings yet
- Short Proposal Finite ElementDocument9 pagesShort Proposal Finite ElementMuhammad Ilham ZulkipllyNo ratings yet
- Composite Structures: Yang Sun, Li-Cheng Guo, Tian-Shu Wang, Su-Yang Zhong, Hai-Zhu PanDocument9 pagesComposite Structures: Yang Sun, Li-Cheng Guo, Tian-Shu Wang, Su-Yang Zhong, Hai-Zhu PanLéo César OliveiraNo ratings yet
- Elastic Buckling of Bionic Cylindrical Shells Based On BambooDocument8 pagesElastic Buckling of Bionic Cylindrical Shells Based On Bamboomessman100% (2)
- Composites: Part A: Juan Pablo Vitale, Gaston Francucci, Jian Xiong, Ariel StocchiDocument9 pagesComposites: Part A: Juan Pablo Vitale, Gaston Francucci, Jian Xiong, Ariel Stocchiitsaashish12gmailcomNo ratings yet
- Chapter IDocument15 pagesChapter IFernando LopezNo ratings yet
- Fabrication and Structural Performance of Periodic Cellular Metal Sandwich StructuresDocument44 pagesFabrication and Structural Performance of Periodic Cellular Metal Sandwich StructuresSeçkin KoçNo ratings yet
- Comparative studies of conventional slab and bubble deck slab stiffness and costDocument4 pagesComparative studies of conventional slab and bubble deck slab stiffness and costNoor KhreisatNo ratings yet
- A 6602 - IS - 2204Document27 pagesA 6602 - IS - 2204Hemant VinayakNo ratings yet
- Response of Ferrocement Confinement On Behavior of Square RC Short ColumnDocument10 pagesResponse of Ferrocement Confinement On Behavior of Square RC Short ColumnPANKAJ TAMBAKHENo ratings yet
- Composite MaterialDocument24 pagesComposite MaterialManish JhadhavNo ratings yet
- Study of Castellated Beam Using Stiffeners: A Review: Siddheshwari. A. Patil, Popat. D. KumbharDocument5 pagesStudy of Castellated Beam Using Stiffeners: A Review: Siddheshwari. A. Patil, Popat. D. Kumbhardiksha balwadNo ratings yet
- Optimization of honeycomb shapes for sandwich compositesDocument13 pagesOptimization of honeycomb shapes for sandwich compositesDamodaraNo ratings yet
- 167 BrotanDocument8 pages167 BrotanGoogle AccountNo ratings yet
- Incremental Forming of Sandwich Panels:, J.M. Allwood, M. LandertDocument14 pagesIncremental Forming of Sandwich Panels:, J.M. Allwood, M. LandertAbdul HameedNo ratings yet
- Development of Aluminum Honeycomb Cored Carbon FibDocument29 pagesDevelopment of Aluminum Honeycomb Cored Carbon FibRahulNo ratings yet
- 2007 Symp 10Document10 pages2007 Symp 10Elias BilalisNo ratings yet
- Experimental Investigation On Thin Ferro Cement Dome StructuresDocument5 pagesExperimental Investigation On Thin Ferro Cement Dome Structuresjfga000No ratings yet
- Sandwich Panels 2006 Special1Document4 pagesSandwich Panels 2006 Special1haidardiwantara83No ratings yet
- Study of Barrel VaultDocument3 pagesStudy of Barrel VaultD.k. ChauhanNo ratings yet
- Metal foams: A survey: Michael F. Ashby & LU Tianjian (卢天健)Document12 pagesMetal foams: A survey: Michael F. Ashby & LU Tianjian (卢天健)Luis CarranzaNo ratings yet
- An Insight Into Stress and Strain Analysis Over On Hexagonal AluminiumDocument7 pagesAn Insight Into Stress and Strain Analysis Over On Hexagonal AluminiumDhaneshNo ratings yet
- 1 s2.0 S1359836821002729 MainDocument18 pages1 s2.0 S1359836821002729 MainvinhtungbkNo ratings yet
- Unit Iv CMS-1-17Document17 pagesUnit Iv CMS-1-17raj6062No ratings yet
- Cellular Ceramics: Structure, Manufacturing, Properties and ApplicationsFrom EverandCellular Ceramics: Structure, Manufacturing, Properties and ApplicationsNo ratings yet
- Ceramic Matrix Composites: Fiber Reinforced Ceramics and their ApplicationsFrom EverandCeramic Matrix Composites: Fiber Reinforced Ceramics and their ApplicationsWalter KrenkelNo ratings yet
- Principles of Steam Generation: 1.1.2.4 Heat Recovery BoilersDocument3 pagesPrinciples of Steam Generation: 1.1.2.4 Heat Recovery BoilersMohamed El NajjarNo ratings yet
- Victaulic High Performance Rigid Coupling Style 870: 1.0 Product DescriptionDocument6 pagesVictaulic High Performance Rigid Coupling Style 870: 1.0 Product Descriptionmksingh_22No ratings yet
- Universal Non-Melt GreaseDocument2 pagesUniversal Non-Melt Greasechem KhanNo ratings yet
- LiquifloCatalog 2009 EngineeringDocument67 pagesLiquifloCatalog 2009 Engineeringleo cejaNo ratings yet
- Draft SLS 26-2nd Revison - 2019-06-2811 00000003Document15 pagesDraft SLS 26-2nd Revison - 2019-06-2811 00000003Krishantha Jayawardene100% (1)
- PIPE LAYING PROJECT (Sent To Ms. Analyn) PDFDocument1 pagePIPE LAYING PROJECT (Sent To Ms. Analyn) PDFJamaica RolloNo ratings yet
- Optimal Crane Hook Design for Maximum SafetyDocument6 pagesOptimal Crane Hook Design for Maximum Safetymukeshsonava076314No ratings yet
- Weld-On Brackets Type 35Document1 pageWeld-On Brackets Type 35Achraf BoudayaNo ratings yet
- Merazzo Flooring: Affordable Terrazzo-Style Flooring For Any SpaceDocument8 pagesMerazzo Flooring: Affordable Terrazzo-Style Flooring For Any Space서영규No ratings yet
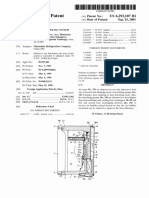
- United States Patent (10) Patent No.: US 6,293,107 B1: Kitagawa Et Al. (45) Date of Patent: Sep. 25, 2001Document19 pagesUnited States Patent (10) Patent No.: US 6,293,107 B1: Kitagawa Et Al. (45) Date of Patent: Sep. 25, 2001Burak PalaNo ratings yet
- Arta 111 - Art and Artisan, Production Process, Medium, Technique, Curation, UnitasDocument60 pagesArta 111 - Art and Artisan, Production Process, Medium, Technique, Curation, UnitasJerwin Samson100% (2)
- Tugas Perpindahan Panas Pak FuadDocument4 pagesTugas Perpindahan Panas Pak FuadrizkianNo ratings yet
- PNGFP CatalogueDocument17 pagesPNGFP CatalogueNatasha TahijaNo ratings yet
- TFP338 12 2019Document4 pagesTFP338 12 2019pippoNo ratings yet
- Bending Stress-Experiment2 (2) 2018 MemoDocument13 pagesBending Stress-Experiment2 (2) 2018 MemoSims Gift ShibaNo ratings yet
- Bs 5268 Part 4 1978Document15 pagesBs 5268 Part 4 1978Anonymous wCQPBPiZz3100% (1)
- Engineering polymers annealing guideDocument3 pagesEngineering polymers annealing guidejuan k RestrepoNo ratings yet
- TOP GUIDED SINGLE SEATED GLOBE VALVES SPECIFICATIONDocument26 pagesTOP GUIDED SINGLE SEATED GLOBE VALVES SPECIFICATIONHammad AshrafNo ratings yet