You might also like
- Pro Fora - Invoice: Your Number One Partner in Transport SolutionsDocument1 pagePro Fora - Invoice: Your Number One Partner in Transport SolutionsMichelNo ratings yet
- Pr132378ex01 S316620375 BLDocument2 pagesPr132378ex01 S316620375 BLMichelNo ratings yet
- Offer: It Part No. Quty PU Price/unit Total Price Description Extra Deduction or Surchar EUR EURDocument3 pagesOffer: It Part No. Quty PU Price/unit Total Price Description Extra Deduction or Surchar EUR EURMichelNo ratings yet
- Sold-To Information Order Information: Item Material Number Your Product Quantity Unit Material Description Net PriceDocument1 pageSold-To Information Order Information: Item Material Number Your Product Quantity Unit Material Description Net PriceMichelNo ratings yet
- Customcode Quantity Unitcode IncotermvalueDocument2 pagesCustomcode Quantity Unitcode IncotermvalueMichelNo ratings yet
- N°4 - 2020 - Falsified Chloroquine - EN PDFDocument7 pagesN°4 - 2020 - Falsified Chloroquine - EN PDFMichelNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MINI R56 N12 Valve Stem Seal ReplacementDocument9 pagesMINI R56 N12 Valve Stem Seal ReplacementJohn DoeNo ratings yet
- Farm and Garden Tractors (1920)Document304 pagesFarm and Garden Tractors (1920)"Rufus"No ratings yet
- Mantenimiento 6466 PDFDocument3 pagesMantenimiento 6466 PDFmarcosluna680% (3)
- Replacing and Installing Brake Pads FOR AIR BRAKES PDFDocument2 pagesReplacing and Installing Brake Pads FOR AIR BRAKES PDFMujeres Virglius PabliusNo ratings yet
- Komatsu Crawler Doozer D61ex 23 Shop ManualDocument20 pagesKomatsu Crawler Doozer D61ex 23 Shop ManualEric100% (52)
- Hilux Electricalsup. Ewd378fDocument182 pagesHilux Electricalsup. Ewd378fdirk_ringo_74050274393% (14)
- Hydraulic Schematic of Main Control ValveDocument8 pagesHydraulic Schematic of Main Control ValveWaridi RidiNo ratings yet
- General Arrangement, Isometric View Parts and Assemblies A Stirling Engine Powered Fan "Moriya" Designed and Built by DR - James R.SenftDocument2 pagesGeneral Arrangement, Isometric View Parts and Assemblies A Stirling Engine Powered Fan "Moriya" Designed and Built by DR - James R.SenftJuan Esteban CusiNo ratings yet
- f29723 PDFDocument134 pagesf29723 PDFClemente Rafael Marval EscalonaNo ratings yet
- Bilaga 3 ReservdelsprislistaDocument856 pagesBilaga 3 ReservdelsprislistaMarlon OliveiraNo ratings yet
- 1 MainstreetDocument32 pages1 MainstreetyoNo ratings yet
- Berat Material ERSDocument2 pagesBerat Material ERSMuhammad IswahyudiNo ratings yet
- Transmisión ZF 2060 - EspecificacionesDocument4 pagesTransmisión ZF 2060 - EspecificacionesJorge Arrieta TorresNo ratings yet
- Presentation Spirax & Omala ProductsDocument24 pagesPresentation Spirax & Omala ProductsRIZKY FIQRINo ratings yet
- 1 - Din 13-20 e - 0Document8 pages1 - Din 13-20 e - 0Joaquin Alvarez100% (1)
- Workshop Manual: Sisudiesel 320 420 620 634Document116 pagesWorkshop Manual: Sisudiesel 320 420 620 634Ramón ManglesNo ratings yet
- 29.26 101870341001 101870349999 Gear Unit For TravelDocument3 pages29.26 101870341001 101870349999 Gear Unit For Traveleshopmanual EnamNo ratings yet
- John Deere 893 Corn Head Parts CatalogDocument10 pagesJohn Deere 893 Corn Head Parts Catalogtimothy100% (57)
- Front Axle & Steering SystemsDocument35 pagesFront Axle & Steering SystemsVishnu Rajeswaran100% (1)
- Diesel Loco Shed Details: P. K. Maiti (Lect./STC)Document38 pagesDiesel Loco Shed Details: P. K. Maiti (Lect./STC)Saptarshi PalNo ratings yet
- 8997 2467 00 List of PartsDocument41 pages8997 2467 00 List of PartsEdwin MonardesNo ratings yet
- CatalogoDocument4 pagesCatalogodanielhcds100% (1)
- Daily Report: Pt. PJB Ubjom PLTMG ArunDocument2 pagesDaily Report: Pt. PJB Ubjom PLTMG ArunLamboux LumbantoruanNo ratings yet
- 980G Hydro-Electrical ControlDocument3 pages980G Hydro-Electrical ControlJuan AcostaNo ratings yet
- Description and Operation: Engine - 2.5L Duratec-ST (VI5) - EngineDocument13 pagesDescription and Operation: Engine - 2.5L Duratec-ST (VI5) - EngineAlejandro BrionesNo ratings yet
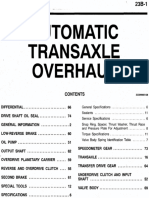
- 23B Auto Trans OverhaulDocument75 pages23B Auto Trans OverhaulMichael YazonNo ratings yet
- Komatsu HM400-2RDocument12 pagesKomatsu HM400-2RBarbatose LupusrexNo ratings yet
- PerkinsDocument30 pagesPerkinsCarlos Valdivia Huitraiqueo100% (9)
- Varshanth Prince (Bme18079) Internship ReportDocument26 pagesVarshanth Prince (Bme18079) Internship ReportRajkishor sharmaNo ratings yet
- Specsheet Wheel 2014 RaceLite29 Rear enUSDocument2 pagesSpecsheet Wheel 2014 RaceLite29 Rear enUSJesus DugarteNo ratings yet