You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- SASTRA Discrete Maths SyllabusDocument2 pagesSASTRA Discrete Maths SyllabusstarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Guidelines On Dometic Gas Piping SystemDocument30 pagesGuidelines On Dometic Gas Piping Systemg00r100% (9)
- Lab Program C++ First Year SASTRA UniversityDocument6 pagesLab Program C++ First Year SASTRA UniversitystarNo ratings yet
- Cathodic Protection Design of Pipelines: Pipeline InformationDocument2 pagesCathodic Protection Design of Pipelines: Pipeline Informationmtuanlatoi9704100% (1)
- GL - Imo PSPC MSC 215 PDFDocument24 pagesGL - Imo PSPC MSC 215 PDFRufina Petronella Sinaga100% (1)
- SASTRA OS MCQ BankDocument21 pagesSASTRA OS MCQ BankstarNo ratings yet
- SASTRA University Consolidated Elective List Odd SemDocument1 pageSASTRA University Consolidated Elective List Odd SemstarNo ratings yet
- IT Syllabus SASTRA 2019 OnwardsDocument40 pagesIT Syllabus SASTRA 2019 OnwardsstarNo ratings yet
- SASTRA CSE 5th SemDocument2 pagesSASTRA CSE 5th SemstarNo ratings yet
- C Language: Day Topics HoursDocument4 pagesC Language: Day Topics HoursstarNo ratings yet
- Unit 1 - IV Practice Questions SASTRA University First YearDocument16 pagesUnit 1 - IV Practice Questions SASTRA University First YearstarNo ratings yet
- C Full ProgramsDocument26 pagesC Full Programsstar100% (1)
- Mock Test Question and Ans C ++ SASTRA UniversityDocument2 pagesMock Test Question and Ans C ++ SASTRA UniversitystarNo ratings yet
- CHY101 Engineering Chemistry Revision SASTRA UniversityDocument1 pageCHY101 Engineering Chemistry Revision SASTRA UniversitystarNo ratings yet
- Data Structure Qpaper2 SASTRA UnivDocument28 pagesData Structure Qpaper2 SASTRA UnivstarNo ratings yet
- Java Programming Lab Manual Sastra University........Document17 pagesJava Programming Lab Manual Sastra University........Kavin Cavin100% (1)
- Practice Questionswith Answers SASTRA University First YearDocument14 pagesPractice Questionswith Answers SASTRA University First YearstarNo ratings yet
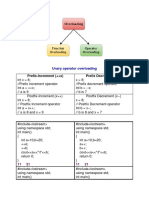
- Operator Overloading SASTRA University C++ First YearDocument21 pagesOperator Overloading SASTRA University C++ First YearstarNo ratings yet
- Unit 4 - Power Supply, DC Voltmeter, DC Ammeter SASTRA UniversityDocument25 pagesUnit 4 - Power Supply, DC Voltmeter, DC Ammeter SASTRA UniversitystarNo ratings yet
- CPP All Programs-2019 SASTRA UniversityDocument60 pagesCPP All Programs-2019 SASTRA UniversitystarNo ratings yet
- Short Procedure Engineering Chemistry SASTRA UniversityDocument13 pagesShort Procedure Engineering Chemistry SASTRA UniversitystarNo ratings yet
- SASTRA UNIVRSITY Dbms Semester PapersDocument19 pagesSASTRA UNIVRSITY Dbms Semester PapersstarNo ratings yet
- C++ Introduction SASTRA University First YearDocument37 pagesC++ Introduction SASTRA University First YearstarNo ratings yet
- JAVA Sample Questions For Practice (II CSE - A' & II IT - B')Document5 pagesJAVA Sample Questions For Practice (II CSE - A' & II IT - B')starNo ratings yet
- UNIT-II SASTRA University Basic Civil EngineeringDocument26 pagesUNIT-II SASTRA University Basic Civil EngineeringstarNo ratings yet
- ASSOCIATIVE INTERACTIONS SASTRA University First YearDocument28 pagesASSOCIATIVE INTERACTIONS SASTRA University First Yearstar100% (1)
- COMPOSITE and Nano Materials SASTRA University 1st YearDocument11 pagesCOMPOSITE and Nano Materials SASTRA University 1st Yearstar100% (1)
- SASTRA University Basic Civil Engineering Question Papers First YearDocument16 pagesSASTRA University Basic Civil Engineering Question Papers First YearstarNo ratings yet
- SASTRA First Year Physics Question BankDocument10 pagesSASTRA First Year Physics Question Bankstar100% (1)
- Engineering Physics SASTRA Semester Question PapersDocument7 pagesEngineering Physics SASTRA Semester Question PapersstarNo ratings yet
- Unit 1 Chemistry SASTRA University Water TreatmentDocument6 pagesUnit 1 Chemistry SASTRA University Water Treatmentstar100% (1)
- UNIT-III-T. Veerarajan Complex DifferentiationDocument100 pagesUNIT-III-T. Veerarajan Complex Differentiationstar100% (1)
- Mongodb Session 2Document47 pagesMongodb Session 2star100% (1)
- DR Rao Corrosion Management PresentationDocument82 pagesDR Rao Corrosion Management Presentationazerai2000No ratings yet
- Polarization Cell: Paint / Coating Testing Instruments & Inspection KitsDocument1 pagePolarization Cell: Paint / Coating Testing Instruments & Inspection KitssudeepjosephNo ratings yet
- Sea Water Pump MaterialsDocument2 pagesSea Water Pump MaterialsIsabel López TresgalloNo ratings yet
- Sonihull DuoDocument7 pagesSonihull DuoAliasgar PatrawalaNo ratings yet
- Pipeline Inspector OverviewDocument79 pagesPipeline Inspector OverviewPermana HasnoNo ratings yet
- Koc L 026 PDFDocument32 pagesKoc L 026 PDFJigarNo ratings yet
- Code of Practice For Cathodic Protection of Steel Structures - Indian StandardDocument10 pagesCode of Practice For Cathodic Protection of Steel Structures - Indian StandardClifford Juan CorreaNo ratings yet
- Automation and Power Solutions Trading Fze.Document20 pagesAutomation and Power Solutions Trading Fze.Asher KhanNo ratings yet
- Material PropertiesDocument20 pagesMaterial Propertieskhalid ahmedNo ratings yet
- Cathodic Protection TrainingDocument118 pagesCathodic Protection Trainingravi00098No ratings yet
- Corrosion Ref BooksDocument59 pagesCorrosion Ref BooksKris TrezegoalNo ratings yet
- Erico CadweldDocument22 pagesErico Cadweldomh129No ratings yet
- ICE Company ProfileDocument39 pagesICE Company ProfilerenanskNo ratings yet
- Cathodic Protection Electrolytic AntifoulingDocument8 pagesCathodic Protection Electrolytic Antifoulingcatalintoader1969No ratings yet
- Galvashield XPDocument2 pagesGalvashield XPAngelo Carlo MalabananNo ratings yet
- Installation and Commissioning of Onshore Cathodic Protection SystemsDocument149 pagesInstallation and Commissioning of Onshore Cathodic Protection SystemsSivareddy Induri100% (1)
- DNV Amend-Corrections October 2005Document24 pagesDNV Amend-Corrections October 2005Teck Tiong HuanNo ratings yet
- CESCOR Brochure OffshoreDocument4 pagesCESCOR Brochure OffshoreSelimNo ratings yet
- Solar Cathodic Protection CatalogueDocument2 pagesSolar Cathodic Protection CatalogueSoltani AliNo ratings yet
- Saudi Aramco Test Report: Galvanic CP Testing SATR-X-3101 3-Jul-18 CPDocument2 pagesSaudi Aramco Test Report: Galvanic CP Testing SATR-X-3101 3-Jul-18 CPkarthi51289No ratings yet
- AWWA List of StandardDocument3 pagesAWWA List of StandardRoohian Ali50% (2)
- ZEE Pipeline Engineering Capability Statement PDFDocument17 pagesZEE Pipeline Engineering Capability Statement PDFHASHMI MAHMOODNo ratings yet
- UNIT IV Aserf, Bhvaya, Joshith, Kabilesh, Sangeetha, Saramgi.SDocument65 pagesUNIT IV Aserf, Bhvaya, Joshith, Kabilesh, Sangeetha, Saramgi.SAshik M AliNo ratings yet
- SP-1136 Cathodic Protection DrawingsDocument4 pagesSP-1136 Cathodic Protection Drawingshappale2002No ratings yet
- Cathodic Protection Design For Offshore Pipeline and Subsea StructureDocument24 pagesCathodic Protection Design For Offshore Pipeline and Subsea StructurekalaiNo ratings yet
- Flame Retardant and Fire Resistance Test - A Brief Story of Construction Project PDFDocument6 pagesFlame Retardant and Fire Resistance Test - A Brief Story of Construction Project PDFwidiNo ratings yet
- Foreva SolutionsDocument6 pagesForeva SolutionsHwa Chang CheahNo ratings yet