You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Device Electronics For Integrated Circuits 3rd Edition 1 PDFDocument270 pagesDevice Electronics For Integrated Circuits 3rd Edition 1 PDFKidane Kebede0% (1)
- MOLETRONICSDocument20 pagesMOLETRONICSManish Pathak100% (3)
- C8050 PDFDocument2 pagesC8050 PDFjicoelhoNo ratings yet
- Ripples, v9.0: SMT PartsDocument6 pagesRipples, v9.0: SMT PartsrubixkubeNo ratings yet
- BSP 295Document8 pagesBSP 295marcelo rojasNo ratings yet
- Basic Electronics Lab Manual For BSCDocument15 pagesBasic Electronics Lab Manual For BSCGanesan KandasamyNo ratings yet
- Da-2 Research PaperDocument4 pagesDa-2 Research PaperMuskan AgarwalNo ratings yet
- Scientific Principles Conductors, Insulators, and SemiconductorsDocument11 pagesScientific Principles Conductors, Insulators, and SemiconductorsAnonymous R9u2vabQ7sNo ratings yet
- Activity 8Document8 pagesActivity 8Ultima_SarinNo ratings yet
- CD4007 - FetDocument5 pagesCD4007 - FetFrancisco LaudaresNo ratings yet
- 9n90c fqpf9n90cDocument10 pages9n90c fqpf9n90cTahar BenacherineNo ratings yet
- Ofet PDFDocument16 pagesOfet PDFFaisal BashirNo ratings yet
- MPSA42, MPSA43: Small Signal Transistors (NPN)Document3 pagesMPSA42, MPSA43: Small Signal Transistors (NPN)MARTIN CABRERANo ratings yet
- Lecture-1-Introduction-Crystal and Semiconductor MaterialsDocument19 pagesLecture-1-Introduction-Crystal and Semiconductor MaterialsTushar KumarNo ratings yet
- Chapter 4.1 TransistorsDocument23 pagesChapter 4.1 TransistorsNabinNo ratings yet
- Double Heterostructure Lasers: Early Days and Future PerspectivesDocument9 pagesDouble Heterostructure Lasers: Early Days and Future PerspectivesLewis WilliamsonNo ratings yet
- Isc BU103A: Isc Silicon NPN Power TransistorDocument2 pagesIsc BU103A: Isc Silicon NPN Power TransistorAnca SterianNo ratings yet
- EC203 Solid State Devices PDFDocument2 pagesEC203 Solid State Devices PDFKrishnakumar KattarakunnuNo ratings yet
- SMD Malzeme Katalogları PDFDocument123 pagesSMD Malzeme Katalogları PDFGöker BüyükgönençNo ratings yet
- Pass Transistor LogicDocument36 pagesPass Transistor LogicMuneza NaeemNo ratings yet
- Electronic Devices and CircuitsDocument3 pagesElectronic Devices and Circuitsrohitkumar2022rohitkumarNo ratings yet
- Lab Manual 1Document9 pagesLab Manual 1Sheikh Abdul Wahab100% (1)
- Digitech rp50 Guitar Multi Effects PedalDocument6 pagesDigitech rp50 Guitar Multi Effects PedalcarlosNo ratings yet
- Digital Circuits and Logic DesignDocument42 pagesDigital Circuits and Logic Designramanaidu1No ratings yet
- I R D S: Nternational Oadmap FOR Evices and YstemsDocument23 pagesI R D S: Nternational Oadmap FOR Evices and YstemsSnehaNo ratings yet
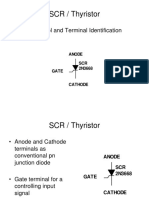
- SCR / Thyristor: - Circuit Symbol and Terminal IdentificationDocument14 pagesSCR / Thyristor: - Circuit Symbol and Terminal IdentificationNaveedNo ratings yet
- Testability For Resistive Open Defects by Electrical Interconnect Test of 3D ICs Without Boundary Scan Flip FlopsDocument2 pagesTestability For Resistive Open Defects by Electrical Interconnect Test of 3D ICs Without Boundary Scan Flip Flopsjiangcj27No ratings yet
- Magnetron Sputtering For The Production of EUV Mask BlanksDocument4 pagesMagnetron Sputtering For The Production of EUV Mask BlanksEanest HuangNo ratings yet
- Internal Structure: Metal Oxide Semiconductor Field Effect TransistorDocument11 pagesInternal Structure: Metal Oxide Semiconductor Field Effect TransistorChanaka HettiarachchiNo ratings yet