You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MITSUBISHI WD738 Service ManualDocument89 pagesMITSUBISHI WD738 Service ManualBryan Kentner100% (1)
- Shattered Pixel Dungeon The Newb Adventurer's Guide: Chapter I: The BasicsDocument15 pagesShattered Pixel Dungeon The Newb Adventurer's Guide: Chapter I: The BasicsFishing ManiaNo ratings yet
- Esp-English For Tour GuidesDocument13 pagesEsp-English For Tour GuidestijehNo ratings yet
- Certified Energy Manager: Training ProgramDocument4 pagesCertified Energy Manager: Training ProgramIbrahim HomosNo ratings yet
- Ielts Academic Word List: by Asiya Miart Fastrack EducationDocument33 pagesIelts Academic Word List: by Asiya Miart Fastrack EducationIbrahim Homos0% (1)
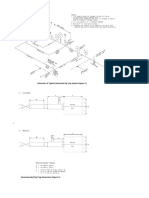
- Schematic of Typical Horizontal Pig Trap System (Figure 1)Document4 pagesSchematic of Typical Horizontal Pig Trap System (Figure 1)Ibrahim HomosNo ratings yet
- Heliyon: 3 2 2 W.I. Mazyan, A. Ahmadi, H. Ahmed, M. HoorfarDocument10 pagesHeliyon: 3 2 2 W.I. Mazyan, A. Ahmadi, H. Ahmed, M. HoorfarIbrahim HomosNo ratings yet
- Control Valve ErosionDocument4 pagesControl Valve ErosionIbrahim HomosNo ratings yet
- Circular WaveguideDocument19 pagesCircular WaveguideLam DinhNo ratings yet
- Nike Marketing Plan PDFDocument1 pageNike Marketing Plan PDFSumaira Binte SaleemNo ratings yet
- Zulfia Karimova - ENGLISHDocument13 pagesZulfia Karimova - ENGLISHtncj664sp6No ratings yet
- Industrial Development and Regulation ActDocument9 pagesIndustrial Development and Regulation ActNaveen DsouzaNo ratings yet
- Arch MLCDocument471 pagesArch MLCJoseNo ratings yet
- Clutch ComponentsDocument19 pagesClutch ComponentsCecilia Gil60% (5)
- Ombw003a Five Inch BwsDocument39 pagesOmbw003a Five Inch BwsNavaneethan NatarajanNo ratings yet
- Peh 12 Reviewer 3RD QuarterDocument12 pagesPeh 12 Reviewer 3RD QuarterRalph Louis RosarioNo ratings yet
- Adam Peabody Resume 2020Document2 pagesAdam Peabody Resume 2020api-255624589No ratings yet
- On Campus BA - Consultant JDDocument2 pagesOn Campus BA - Consultant JDSivaramakrishna SobhaNo ratings yet
- TOS BiologyDocument2 pagesTOS BiologyBea Noreen Ungab100% (3)
- Defence10 BookDocument58 pagesDefence10 BookYash ChanneNo ratings yet
- Oslo Mihai Neacsu, IcpeDocument12 pagesOslo Mihai Neacsu, IcpeMihaiNeacsuNo ratings yet
- President Ferdinand Marcos ProgramsDocument4 pagesPresident Ferdinand Marcos ProgramsEmily Cadahing0% (4)
- Automatic Summarization of Youtube Video Transcription Text Using Term Frequency-Inverse Document FrequencyDocument9 pagesAutomatic Summarization of Youtube Video Transcription Text Using Term Frequency-Inverse Document FrequencyKarunya ChavanNo ratings yet
- Solved Problems: Single Degree Free VibrationDocument14 pagesSolved Problems: Single Degree Free Vibrationprem adhikariNo ratings yet
- Surigao Del Sur State University: Mathematics in The Modern World Module Number 2Document11 pagesSurigao Del Sur State University: Mathematics in The Modern World Module Number 2TOP ERNo ratings yet
- Learning Activity Sheet in General Mathematics 2nd QuarterDocument5 pagesLearning Activity Sheet in General Mathematics 2nd QuarterDominic Dalton CalingNo ratings yet
- Sudkabel Garnituren ENGDocument20 pagesSudkabel Garnituren ENGShin Hye ParkNo ratings yet
- A&D MGMU End Sem Exam Paper (2022-23) Part-IDocument5 pagesA&D MGMU End Sem Exam Paper (2022-23) Part-IAzar BargirNo ratings yet
- BMC Analytics For BSM 7.6.04 Reference GuideDocument68 pagesBMC Analytics For BSM 7.6.04 Reference GuideCecilio GutierrezNo ratings yet
- Islamic Private Debt Securities (Ipds)Document37 pagesIslamic Private Debt Securities (Ipds)Sara IbrahimNo ratings yet
- Service Manual: Diva Avr200 Surround Sound ReceiverDocument61 pagesService Manual: Diva Avr200 Surround Sound Receiver王军No ratings yet
- Constructivism in Instrumental Music EducationDocument12 pagesConstructivism in Instrumental Music Educationapi-416613415No ratings yet
- Manual Expert 7.1 - OXODocument1,324 pagesManual Expert 7.1 - OXOEduardo SilvaNo ratings yet
- Teaching & Learning Activities: Biology (Sb015) - PelajarDocument2 pagesTeaching & Learning Activities: Biology (Sb015) - PelajarLeevandraaNo ratings yet
- Cut Pieces: From Flat Plates, Strips and Coil Stock. A. Shearing B. Bend Allowance C. Forming Dies D. Spring BackDocument100 pagesCut Pieces: From Flat Plates, Strips and Coil Stock. A. Shearing B. Bend Allowance C. Forming Dies D. Spring BackJade DigNo ratings yet