You might also like
- TGN-D-02 Fatigue Improvement of Welded StructuresDocument10 pagesTGN-D-02 Fatigue Improvement of Welded StructuresakuntayNo ratings yet
- Fillet Full StrengthDocument2 pagesFillet Full StrengthYl WongNo ratings yet
- Mathcad - Pipe To Shoe Weld CheckDocument3 pagesMathcad - Pipe To Shoe Weld CheckValentinNo ratings yet
- As Combined Stress Ratio Is Below 1 So Anchor Bolt Is OKDocument1 pageAs Combined Stress Ratio Is Below 1 So Anchor Bolt Is OKNaresh KumarNo ratings yet
- Fatigue Analysis of Welded Components: Designer’s Guide to the Structural Hot-Spot Stress ApproachFrom EverandFatigue Analysis of Welded Components: Designer’s Guide to the Structural Hot-Spot Stress ApproachRating: 5 out of 5 stars5/5 (1)
- Simpson Strong-Tie CFS Designer ManualDocument26 pagesSimpson Strong-Tie CFS Designer Manualdnl_vicarsNo ratings yet
- Aveva Piping DesignDocument44 pagesAveva Piping DesignrmnrajanNo ratings yet
- Can BusDocument11 pagesCan BusING. RUBENS100% (1)
- Weld Strength Documentation V 1707Document20 pagesWeld Strength Documentation V 1707Carlos MedeirosNo ratings yet
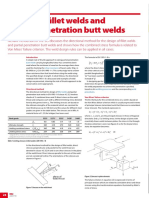
- Fillet Weld and Partial Penetration Butt WeldDocument3 pagesFillet Weld and Partial Penetration Butt Weldsusan87No ratings yet
- Shearing Force & Bending Moment DiagramDocument17 pagesShearing Force & Bending Moment DiagramdearsaswatNo ratings yet
- Perhitungan Untuk Mencari Alat Bantu AngkatDocument6 pagesPerhitungan Untuk Mencari Alat Bantu AngkatGame Just forNo ratings yet
- Ultimate Strength of Fillet Welded Connections Loaded in PlaneDocument13 pagesUltimate Strength of Fillet Welded Connections Loaded in PlanePatrick PolujanNo ratings yet
- FEM1001 Anglais PDFDocument312 pagesFEM1001 Anglais PDFandredurvalandradeNo ratings yet
- Welded ConnectionsDocument16 pagesWelded ConnectionsAnkit SinghNo ratings yet
- Module 12 - Design & Construction - Rev 5 - May 15Document107 pagesModule 12 - Design & Construction - Rev 5 - May 15sskiitb100% (1)
- Example Workshop Dynamic FatigueDocument60 pagesExample Workshop Dynamic Fatiguesumatrablackcoffee453No ratings yet
- HD Bolts BS - 7419Document5 pagesHD Bolts BS - 7419Deana White100% (1)
- AISC 13th Slip Critical Bolt Capacity ASDDocument1 pageAISC 13th Slip Critical Bolt Capacity ASDdantevariasNo ratings yet
- STRESS ANALYSIS and FATIGUE of Welded StructuresDocument20 pagesSTRESS ANALYSIS and FATIGUE of Welded Structuresmatteo_1234100% (1)
- Shear Strength of High-Strength BoltsDocument61 pagesShear Strength of High-Strength Boltsloox600No ratings yet
- Bearing Stress Between A Lifting Lug and A Shackle PinDocument7 pagesBearing Stress Between A Lifting Lug and A Shackle PinYl WongNo ratings yet
- Weld StrenghtDocument2 pagesWeld StrenghtRaymond SabadoNo ratings yet
- The Different Between WSD and LRFDDocument50 pagesThe Different Between WSD and LRFDKhải Nuce100% (1)
- Quality Control in Design and Supervision Can Eliminate Lamellar TearingDocument5 pagesQuality Control in Design and Supervision Can Eliminate Lamellar Tearingdurandm10No ratings yet
- Fillet Weld Strength Calculation Example For Welded Connection Subjected To BendingDocument6 pagesFillet Weld Strength Calculation Example For Welded Connection Subjected To Bendingchetanmale0% (1)
- European Codes - Steel Design To Eurocode 3 (EN 1993-1-1:2005)Document7 pagesEuropean Codes - Steel Design To Eurocode 3 (EN 1993-1-1:2005)Chong Ting Sheng100% (1)
- Recommended Design Model Beam Welds Design Check No 1 Design Capacity of Flange Welds To Beam - DG11Document6 pagesRecommended Design Model Beam Welds Design Check No 1 Design Capacity of Flange Welds To Beam - DG11perdhana2000No ratings yet
- Weld Stress CalculationsDocument8 pagesWeld Stress CalculationsMoezet AungNo ratings yet
- Anchor Calculation - Case 2Document10 pagesAnchor Calculation - Case 2MdShahbazAhmedNo ratings yet
- 6 - CE 511 - Base Plate Design PDFDocument33 pages6 - CE 511 - Base Plate Design PDFJayson RamosNo ratings yet
- RP-C202 - Shells BucklingDocument20 pagesRP-C202 - Shells Bucklingfrederic_silvertNo ratings yet
- Safety Factor of Statically Loaded Weld JointDocument2 pagesSafety Factor of Statically Loaded Weld JointMoonzeNo ratings yet
- #160 Lifting Fixture 38tons 020807Document14 pages#160 Lifting Fixture 38tons 020807halder_kalyan9216No ratings yet
- PHD Thesis Rakesh Goyal March2015 PDFDocument227 pagesPHD Thesis Rakesh Goyal March2015 PDFNouman IqbalNo ratings yet
- Weld CalculationDocument13 pagesWeld CalculationAdnan RanaNo ratings yet
- Tubular JointsDocument21 pagesTubular Jointsandybroad100% (1)
- Dj1 Dj2 Unb Unt Unl Ver 1.4Document2 pagesDj1 Dj2 Unb Unt Unl Ver 1.4ajayssarode100% (2)
- Welding Strength Calc (As Per B5950)Document13 pagesWelding Strength Calc (As Per B5950)niteshk_45100% (1)
- Connections 1 - Ch.2,3 Summarized Exercise Solutions (150-153)Document5 pagesConnections 1 - Ch.2,3 Summarized Exercise Solutions (150-153)travis8zimmermannNo ratings yet
- Weld CalcDocument29 pagesWeld CalcAbubakar Arome MuhammadNo ratings yet
- Welds of A Fin Plate ConnectionDocument2 pagesWelds of A Fin Plate Connectioncretz2No ratings yet
- Splice ConnectionDocument18 pagesSplice ConnectionAhmad Pooladi0% (1)
- Stress Strain Laws - Lect05Document16 pagesStress Strain Laws - Lect05Manoj VermaNo ratings yet
- WPS ExampleDocument2 pagesWPS ExampleMarcio Jr.No ratings yet
- Calculation of Steel Weldability and Weld Metal PropertyDocument7 pagesCalculation of Steel Weldability and Weld Metal PropertyJohn Metaxas100% (1)
- Elastic Foundation StiffnessDocument6 pagesElastic Foundation StiffnesstigerpumaNo ratings yet
- Staad As4100Document28 pagesStaad As4100Amir IskandarNo ratings yet
- Lecture Weld Highlighted PDFDocument12 pagesLecture Weld Highlighted PDFHerschell Vergel de DiosNo ratings yet
- ISO 898 Grade 10.9Document2 pagesISO 898 Grade 10.9Mihaela NastaseNo ratings yet
- Anchor BoltDocument4 pagesAnchor BoltAhmed Shaban0% (1)
- Design of Fillet and Butt WeldsDocument29 pagesDesign of Fillet and Butt WeldsDarsHan MoHanNo ratings yet
- Technical Lamination SDocument4 pagesTechnical Lamination SirmakNo ratings yet
- Sag RodDocument1 pageSag Rodspk ReviewNo ratings yet
- Calculation For Beam Connection AISC 14th Edition 2011: LRFD Method Material and Load PropertiesDocument7 pagesCalculation For Beam Connection AISC 14th Edition 2011: LRFD Method Material and Load PropertiesYunizar Putra MahardikaNo ratings yet
- Mathcad V1 BDocument11 pagesMathcad V1 BDoğan ArslanNo ratings yet
- Mathcad - Splice Connection With Bolts and Welding PDFDocument16 pagesMathcad - Splice Connection With Bolts and Welding PDFSreyleap NhetNo ratings yet
- Base Plate Design Metric Units PDFDocument8 pagesBase Plate Design Metric Units PDFVinayak PatilNo ratings yet
- Theory of Elastic Thin Shells: Solid and Structural MechanicsFrom EverandTheory of Elastic Thin Shells: Solid and Structural MechanicsRating: 3.5 out of 5 stars3.5/5 (2)
- Weldcalc: User Notes ForDocument8 pagesWeldcalc: User Notes ForMing ChongNo ratings yet
- Weld Calculations FeaturesDocument1 pageWeld Calculations FeaturesDannyDurhamNo ratings yet
- Weld Design by FEADocument11 pagesWeld Design by FEAAdarsh D. KarkiNo ratings yet
- Elbows - DIN 2605: VL Code 711Document3 pagesElbows - DIN 2605: VL Code 711Omil RastogiNo ratings yet
- Flange Facing DimensionsDocument3 pagesFlange Facing DimensionsOmil RastogiNo ratings yet
- Calculation For Tube Expansion Dimension: D d1 d2 H T K (%) Thickness After Expansion (D-d2)Document1 pageCalculation For Tube Expansion Dimension: D d1 d2 H T K (%) Thickness After Expansion (D-d2)Omil RastogiNo ratings yet
- Weight CalculationDocument1 pageWeight CalculationOmil RastogiNo ratings yet
- Output Report For Bullet Tank PDFDocument1 pageOutput Report For Bullet Tank PDFOmil RastogiNo ratings yet
- Heater 10m2 (ASME Tubesheet)Document17 pagesHeater 10m2 (ASME Tubesheet)Omil RastogiNo ratings yet
- Calculation For Sight Glass FlangeDocument4 pagesCalculation For Sight Glass FlangeOmil Rastogi0% (2)
- D Nit-151 3 PDFDocument171 pagesD Nit-151 3 PDFOmil RastogiNo ratings yet
- Asme Tubesheet (Heater 10m2)Document23 pagesAsme Tubesheet (Heater 10m2)Omil Rastogi100% (1)
- Holes in SkirtsDocument4 pagesHoles in SkirtsOmil RastogiNo ratings yet
- Home About Us Products We Present Specification Chart Enquiry Contact UsDocument6 pagesHome About Us Products We Present Specification Chart Enquiry Contact UsOmil RastogiNo ratings yet
- Vacuum Pressure Equivalent: Vacuum Pressure (MM of HG) Absolute Pressure (KG/CM 2)Document1 pageVacuum Pressure Equivalent: Vacuum Pressure (MM of HG) Absolute Pressure (KG/CM 2)Omil RastogiNo ratings yet
- Fluid Statics: Figure 3.1 (P. 31)Document10 pagesFluid Statics: Figure 3.1 (P. 31)Omil RastogiNo ratings yet
- I A L R: Ntroduction ND Iterature EviewDocument42 pagesI A L R: Ntroduction ND Iterature Eviewyfyfkfuf100% (1)
- Storage TanksDocument62 pagesStorage Tankstoychom2013No ratings yet
- Qualified Vendors List (QVL) : Module Supplier Interface Model / Module P/N. SizeDocument4 pagesQualified Vendors List (QVL) : Module Supplier Interface Model / Module P/N. SizeMacraméNo ratings yet
- E 1Document10 pagesE 1Manshuq Shifayath UllaNo ratings yet
- Application Baljeet Singh ReadyDocument4 pagesApplication Baljeet Singh ReadyJAGDEEP SINGHNo ratings yet
- Redevelopment of Core AreasDocument12 pagesRedevelopment of Core Areassanghviriddhi100% (2)
- Grilla PDFDocument8 pagesGrilla PDFLuis TestaNo ratings yet
- Pi Is 0022347617311927Document1 pagePi Is 0022347617311927Umesh BabuNo ratings yet
- Reloading Brass Shotshells PT 1Document9 pagesReloading Brass Shotshells PT 1Steven PollardNo ratings yet
- Mishkin Econ12ege Ch13Document29 pagesMishkin Econ12ege Ch13second accountingNo ratings yet
- Carlo Gavazzi EM26-96Document4 pagesCarlo Gavazzi EM26-96dimis trumpasNo ratings yet
- Frequently Ask in PGSDocument5 pagesFrequently Ask in PGSPolanco MpsNo ratings yet
- 32'' LT662VDocument11 pages32'' LT662VSathishKumar VenkatesanNo ratings yet
- Analysis of Marketing Strategies of Nestle MaggiDocument17 pagesAnalysis of Marketing Strategies of Nestle MaggiPranit Anil Chavan50% (2)
- Educational Psychology Active Learning Edition 15Th Edition Anita Woolfolk Full ChapterDocument51 pagesEducational Psychology Active Learning Edition 15Th Edition Anita Woolfolk Full Chapterdale.rolling783100% (6)
- Artificial IntelligenceDocument331 pagesArtificial IntelligenceMukul.A. MaharajNo ratings yet
- KIST PYP Unit Planner PDFDocument9 pagesKIST PYP Unit Planner PDFMarrian JNo ratings yet
- Seitani (2013) Toolkit For DSGEDocument27 pagesSeitani (2013) Toolkit For DSGEJake BundokNo ratings yet
- Geography Year 4 TestDocument2 pagesGeography Year 4 TestladeahmagdalyneNo ratings yet
- Thesis Topics List PhilippinesDocument5 pagesThesis Topics List Philippinesfc5wsq30100% (2)
- Lesson 09 - Gas Turbines IDocument25 pagesLesson 09 - Gas Turbines ISohaib Arshad100% (3)
- Scentsy Layers Ingrediants ListDocument16 pagesScentsy Layers Ingrediants ListsimonejanesNo ratings yet
- Toward Anthropology of Affect and Evocative EthnographyDocument18 pagesToward Anthropology of Affect and Evocative EthnographyMaritza HCNo ratings yet
- A Project Work Submitted in Partial Fulfilment of The Requirement For The Degree of B.SC (Honours) in M.J.P. Rohilkhand University, BareillyDocument4 pagesA Project Work Submitted in Partial Fulfilment of The Requirement For The Degree of B.SC (Honours) in M.J.P. Rohilkhand University, Bareillymohd ameerNo ratings yet
- PDF Cooling Towers Problems 1 A Cooling Tower Is Located On A Mountain Where DDDocument17 pagesPDF Cooling Towers Problems 1 A Cooling Tower Is Located On A Mountain Where DDhabboNo ratings yet
- SAMPLE - HAAD - QUESTION - Docx Filename - UTF-8''SAMPLE HAAD QUESTIONDocument36 pagesSAMPLE - HAAD - QUESTION - Docx Filename - UTF-8''SAMPLE HAAD QUESTIONCham SaponNo ratings yet
- Buku Standarisasi Spek Mtu PLN - SK Dir 216 (Bus VT)Document1 pageBuku Standarisasi Spek Mtu PLN - SK Dir 216 (Bus VT)PontasNo ratings yet
- Science Worksheet - ProjectDocument3 pagesScience Worksheet - ProjectbibblybobleybooNo ratings yet
- Eom SummaryDocument103 pagesEom SummaryJonNo ratings yet
- Ii. Functions: Trust?Document6 pagesIi. Functions: Trust?Jeffrey Garcia IlaganNo ratings yet
- Chapter 4.1 MortarDocument20 pagesChapter 4.1 MortarnahomNo ratings yet