You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- CWB Welding Procedure GuideDocument32 pagesCWB Welding Procedure Guidecmontminy67% (3)
- Aws B1.10Document41 pagesAws B1.10Tam Huynh Thanh100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Types of WeldingDocument10 pagesTypes of WeldingMuhammad Tauseef ZafarNo ratings yet
- Smaw (Stick Welding)Document57 pagesSmaw (Stick Welding)Vane VallejoNo ratings yet
- Welding Procedure Specification Register (Structural Steel) : AWS D1.1Document14 pagesWelding Procedure Specification Register (Structural Steel) : AWS D1.1murshid badshah100% (2)
- Field Manual For Structural WeldingDocument80 pagesField Manual For Structural WeldingNigel Chin SangNo ratings yet
- WPS Format For ISO 15614-1 PWPSDocument1 pageWPS Format For ISO 15614-1 PWPSThe Welding Inspections CommunityNo ratings yet
- General Specification For Pipeline Field Welding & NDTDocument77 pagesGeneral Specification For Pipeline Field Welding & NDTRanjan KumarNo ratings yet
- WDI-WPS-072 Rev.00 SMAW 2Document4 pagesWDI-WPS-072 Rev.00 SMAW 2MohamedNo ratings yet
- ASME IX Multiple Choice All Questions Are Closed Book: Page 1 of 12Document12 pagesASME IX Multiple Choice All Questions Are Closed Book: Page 1 of 12Ahmed100% (1)
- Brown Fired Heaters FlierDocument4 pagesBrown Fired Heaters FlierEduardo Atoche100% (1)
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document8 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanNo ratings yet
- TUGAS-02 - Metlas - Harianto (1906432566) PDFDocument6 pagesTUGAS-02 - Metlas - Harianto (1906432566) PDFHari AntoNo ratings yet
- Kết Cấu Thép Nhà Định LượngDocument310 pagesKết Cấu Thép Nhà Định LượngtrungNo ratings yet
- Tra Thep GocDocument220 pagesTra Thep GoctrungNo ratings yet
- As 1397 11 PDFDocument38 pagesAs 1397 11 PDFtrung100% (3)
- Coninco: Xuất nhầm profile tổ hợp SGP này là 80m23, 80m24Document1 pageConinco: Xuất nhầm profile tổ hợp SGP này là 80m23, 80m24trungNo ratings yet
- Số tài liệuDocument4 pagesSố tài liệutrungNo ratings yet
- Page 37 From API-1104-2016Document1 pagePage 37 From API-1104-2016Riaz AhmadNo ratings yet
- Weight Metallic Materials II, Eds. C. M. Ward-Close, F. H. Froes, S. S. Cho, and D. JDocument3 pagesWeight Metallic Materials II, Eds. C. M. Ward-Close, F. H. Froes, S. S. Cho, and D. JDavico MartinezNo ratings yet
- Wps Imco Is-101801-17 Saw Twin Arc - Aws d1.1 Rev 01Document14 pagesWps Imco Is-101801-17 Saw Twin Arc - Aws d1.1 Rev 01Mark AnthonyNo ratings yet
- WPS P1 Group Any To P1 Group Any GTAW FCAW Manual MachineDocument2 pagesWPS P1 Group Any To P1 Group Any GTAW FCAW Manual MachinePrasad ChakkrapaniNo ratings yet
- Roberto T. EsquilloDocument6 pagesRoberto T. EsquillomikeeNo ratings yet
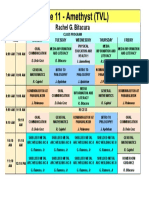
- Rachel G. Bitacura: Time Monday Tuesday Wednesday Thursday FridayDocument1 pageRachel G. Bitacura: Time Monday Tuesday Wednesday Thursday FridayGiovanne P LapayNo ratings yet
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- Handbook - Calculations 5 PDFDocument1 pageHandbook - Calculations 5 PDFSmith SivaNo ratings yet
- Estructuran2nV1nSebastinnnnGnnmez 2663fd551f1985dDocument2 pagesEstructuran2nV1nSebastinnnnGnnmez 2663fd551f1985dJuan RamirezNo ratings yet
- The History of WeldingDocument2 pagesThe History of Weldingjoselyn22No ratings yet
- Giao Trinh English For WeldingDocument43 pagesGiao Trinh English For WeldingThe Normal HeartNo ratings yet
- GMAW CG With BUDGET PLAN SY. 2021-2022Document1 pageGMAW CG With BUDGET PLAN SY. 2021-2022Lyn VallesNo ratings yet
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection ToolsVinoth RajendraNo ratings yet
- Zoznam NoriemDocument4 pagesZoznam NoriemPeter TvardzíkNo ratings yet
- Topics SMAWDocument2 pagesTopics SMAWYingying Mimay75% (4)
- Pipe Wall Thickness CalculatorDocument1 pagePipe Wall Thickness Calculatorhamdi dmcNo ratings yet