You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Ansi Esd 20.20 PDFDocument18 pagesAnsi Esd 20.20 PDFo14657100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AQUA Skillcard Release1 IntegratedDocument25 pagesAQUA Skillcard Release1 Integratedo14657No ratings yet
- Paper Journal ID59 Future CAD Final HirzDocument10 pagesPaper Journal ID59 Future CAD Final Hirzo14657No ratings yet
- HV CablesDocument100 pagesHV Cableso14657No ratings yet
- Press Fit InterconnectDocument7 pagesPress Fit Interconnecto14657No ratings yet
- Howloud Is To LoudDocument9 pagesHowloud Is To LoudBruno DebonnetNo ratings yet
- Fme Preparing Appraisal Meeting ChecklistDocument2 pagesFme Preparing Appraisal Meeting ChecklistLATIFNo ratings yet
- Press-Fi T Technology With Tcom PressDocument6 pagesPress-Fi T Technology With Tcom Presso14657No ratings yet
- Schempp+Decker Press-Fit Zones: Metal ApplicationsDocument4 pagesSchempp+Decker Press-Fit Zones: Metal Applicationso14657No ratings yet
- Fme Appraisal Meeting ChecklistDocument1 pageFme Appraisal Meeting Checklisto14657No ratings yet
- Eliminating Soldering in Automotive Electronic Systems ManufacturingDocument5 pagesEliminating Soldering in Automotive Electronic Systems Manufacturingo14657No ratings yet
- Fme Prioritizing Personal Goals Template 123Document2 pagesFme Prioritizing Personal Goals Template 123SantyagoNo ratings yet
- Fme-Smart-Goal-Template - UnknownDocument11 pagesFme-Smart-Goal-Template - UnknownVan BoyoNo ratings yet
- Craft S.M.A.R.T Goals Template GuideDocument2 pagesCraft S.M.A.R.T Goals Template GuideSherif ShamsNo ratings yet
- Focus On: Electric VehiclesDocument4 pagesFocus On: Electric Vehicleso14657No ratings yet
- Electrostatic Discharge - How Important Is It - in Compliance MagazineDocument7 pagesElectrostatic Discharge - How Important Is It - in Compliance Magazineo14657No ratings yet
- Aec q004 DraftDocument55 pagesAec q004 DraftMohd Faizal ZulkiflyNo ratings yet
- Aditya CVDocument1 pageAditya CVDibyajyoti PrustyNo ratings yet
- Hydraulic System.Document95 pagesHydraulic System.zae nurdinNo ratings yet
- ICT AssignmentDocument8 pagesICT Assignmentlij yoNo ratings yet
- Steval lll012v1Document5 pagesSteval lll012v1Angelė LNo ratings yet
- Advance Project ManagementDocument29 pagesAdvance Project ManagementHafsa YousufNo ratings yet
- NPTEL Online Certification Courses Programming in Java Assignment 5 MCQ QuestionsDocument5 pagesNPTEL Online Certification Courses Programming in Java Assignment 5 MCQ QuestionsAbhinav ReddyNo ratings yet
- Contact Google Workspace SupportDocument2 pagesContact Google Workspace Supportmhpkew6222No ratings yet
- 3G3PV Series Advanced General-Purpose Inverter Users Manual - I537-E2-01 PDFDocument320 pages3G3PV Series Advanced General-Purpose Inverter Users Manual - I537-E2-01 PDFАлександрNo ratings yet
- Building Construction ARP-431: Submitted By: Shreya Sood 17BAR1013Document17 pagesBuilding Construction ARP-431: Submitted By: Shreya Sood 17BAR1013Rithika Raju ChallapuramNo ratings yet
- Elonex 10inch Etouch 1000ET UserGuideDocument31 pagesElonex 10inch Etouch 1000ET UserGuideroadrash100No ratings yet
- Caethial's D&D Corner - Gaming Table BuildDocument25 pagesCaethial's D&D Corner - Gaming Table BuildafxxxNo ratings yet
- Astm G32 - 10Document19 pagesAstm G32 - 10ABINASH BEHERANo ratings yet
- A Study On Consumer Behaviour Towards Led TV: in Comibatore DistrictDocument11 pagesA Study On Consumer Behaviour Towards Led TV: in Comibatore DistrictNithishNo ratings yet
- Release 445 Driver For Windows, Version 445.87Document39 pagesRelease 445 Driver For Windows, Version 445.87Abid ArifNo ratings yet
- DH-HAC-B2A21: 2MP HDCVI IR Bullet CameraDocument3 pagesDH-HAC-B2A21: 2MP HDCVI IR Bullet CameraDenis RodriguezNo ratings yet
- User-Manual-1587358 Tenda W303Document66 pagesUser-Manual-1587358 Tenda W303wasiuddinNo ratings yet
- @airbus: Airbus S.A.SDocument627 pages@airbus: Airbus S.A.Sjoker hotNo ratings yet
- AADSS1190723Document8 pagesAADSS1190723Grégory RingardNo ratings yet
- WhatsUp Gold v14.3 Database Migration GuideDocument27 pagesWhatsUp Gold v14.3 Database Migration GuideandreysmithNo ratings yet
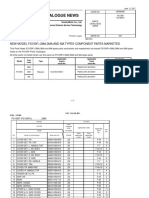
- Honda Motor Co., Ltd. releases new parts catalogue for FS150FJ models in MalaysiaDocument17 pagesHonda Motor Co., Ltd. releases new parts catalogue for FS150FJ models in MalaysiaJimanx Haziman100% (1)
- Module 7 Polymorphism and AbstractionDocument55 pagesModule 7 Polymorphism and AbstractionJoshua Miguel NaongNo ratings yet
- w220 S-Class Encyclopedia Jan 2014Document44 pagesw220 S-Class Encyclopedia Jan 2014Aziz Al-Qadri Wal Chisti100% (2)
- KPI ExportDocument153 pagesKPI ExportnandijNo ratings yet
- MEITRACK - MVT600-User-Guide-V2.0 Sensor de Combustible ResistenciaDocument22 pagesMEITRACK - MVT600-User-Guide-V2.0 Sensor de Combustible ResistenciaManuel Flores CorderoNo ratings yet
- Globalization's growing webDocument3 pagesGlobalization's growing webVince Allen B. FerancoNo ratings yet
- Manual de Partes ZL30GDocument166 pagesManual de Partes ZL30GLeonardo Rodriguez0% (1)
- Rwind 2Document132 pagesRwind 2Abdul basithNo ratings yet
- Cessna 208 (Caravan) : Standard De-Ice BootsDocument174 pagesCessna 208 (Caravan) : Standard De-Ice BootsNaguibNo ratings yet
- AWS Deployment GuideDocument40 pagesAWS Deployment GuideJOJINo ratings yet
- CIO Insights Special - Medical TechnologyDocument17 pagesCIO Insights Special - Medical TechnologyCarlos Alberto Chavez Aznaran IINo ratings yet