You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Detroit Diesel Engine Series v-149 Service ManualDocument10 pagesDetroit Diesel Engine Series v-149 Service ManualO mecanico100% (2)
- General TRANEDocument447 pagesGeneral TRANEEnrique García67% (3)
- Voith Montage PDFDocument168 pagesVoith Montage PDFWafa GharbiNo ratings yet
- Construction Standards FOR Pressure Equipment: Braskem-Idesa CodeDocument62 pagesConstruction Standards FOR Pressure Equipment: Braskem-Idesa CodeJose Francisco CanizalesNo ratings yet
- Concrete Analysis and DesignDocument99 pagesConcrete Analysis and DesignAdil Javed ChaudharyNo ratings yet
- Minimum Edge Distance Table AISC ANSI 360 10 Specifications For Structural Steel BuildingsDocument1 pageMinimum Edge Distance Table AISC ANSI 360 10 Specifications For Structural Steel BuildingsDean Anders100% (7)
- 4F20EDocument120 pages4F20EJosé LuisNo ratings yet
- Calago Valvula L745Document8 pagesCalago Valvula L745Felipe PLNo ratings yet
- Measure Projection of Cylinder LinerDocument2 pagesMeasure Projection of Cylinder Linerptsi rekrutNo ratings yet
- Lestech COBRADocument6 pagesLestech COBRAForum PompieriiNo ratings yet
- Synopsis 3 SemDocument17 pagesSynopsis 3 Sem8269287013No ratings yet
- PARTS LIST Pinbone Remover CT2612.25R 290610 Version 3.2 UKDocument16 pagesPARTS LIST Pinbone Remover CT2612.25R 290610 Version 3.2 UKcristianNo ratings yet
- Danfoss Reciprocating Compressors: MT / MTZ / NTZ / VTZDocument16 pagesDanfoss Reciprocating Compressors: MT / MTZ / NTZ / VTZRafael CarmoNo ratings yet
- For High Velocity, High Horsepower and High Efficiency Drives With Smooth Transmission of Load in A Compact SpaceDocument7 pagesFor High Velocity, High Horsepower and High Efficiency Drives With Smooth Transmission of Load in A Compact SpacepabloasotoNo ratings yet
- G8 17 Mem 12Document6 pagesG8 17 Mem 12Muhammad Irfan AkramNo ratings yet
- Robot Mounting InstructionsDocument3 pagesRobot Mounting InstructionsErnie SergejenkoNo ratings yet
- Flow Above SeatDocument11 pagesFlow Above SeatAlexaNo ratings yet
- TM1545 John Deere SideHill 9500 Combine Technical ManualDocument8 pagesTM1545 John Deere SideHill 9500 Combine Technical ManualtteelsarsNo ratings yet
- Model 7900Document73 pagesModel 7900Carlos MartínezNo ratings yet
- 3.3.3-Fillet Weld Design 9th Mar 21Document40 pages3.3.3-Fillet Weld Design 9th Mar 21Vivek kmNo ratings yet
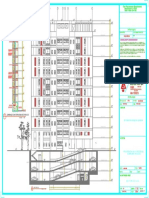
- Mv-17 Section D-D & E-EDocument1 pageMv-17 Section D-D & E-EriyazNo ratings yet
- GB m02 - Sipoc ExtendedDocument1 pageGB m02 - Sipoc ExtendedVíctor Manuel Hernández PNo ratings yet
- Astm A 320 PDFDocument8 pagesAstm A 320 PDFPatricia MenaNo ratings yet
- Technical Data 214403246Document214 pagesTechnical Data 214403246Jhoersino TurpoNo ratings yet
- Span-By-Span MethodDocument23 pagesSpan-By-Span MethodĐường Hải NguyễnNo ratings yet
- Excess Pressure Regulator, Straight Through DN 15 - 150Document6 pagesExcess Pressure Regulator, Straight Through DN 15 - 150Pinak ProjectsNo ratings yet
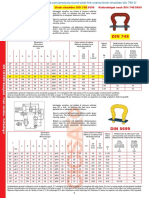
- Katalog - CICSA Chain DIN 764 & Shackle DIN 745Document2 pagesKatalog - CICSA Chain DIN 764 & Shackle DIN 745Jupiter GoNo ratings yet
- Knuckle Joint Stress AnalysisDocument22 pagesKnuckle Joint Stress AnalysisAshutosh girdharNo ratings yet
- SEB SAPURA DuyongDocument1 pageSEB SAPURA Duyongmohd lopezNo ratings yet
- Emmanuaela Final ReportDocument36 pagesEmmanuaela Final ReportTariq Azizy KimbugiNo ratings yet