You might also like
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- 208 ArticleText 2482 4 10 202012291Document9 pages208 ArticleText 2482 4 10 202012291Santosh IngoleNo ratings yet
- Naval Diesel Engineering: The Fundamentals of Operation, Performance and EfficiencyFrom EverandNaval Diesel Engineering: The Fundamentals of Operation, Performance and EfficiencyNo ratings yet
- Report On Engine LubricationDocument9 pagesReport On Engine LubricationJitesh MhatreNo ratings yet
- Belt Skimer PDFDocument3 pagesBelt Skimer PDFAditya NurNo ratings yet
- ReindlDocument7 pagesReindlWagner MartinsNo ratings yet
- Oil Pressure SensorDocument12 pagesOil Pressure Sensormarvin17No ratings yet
- Turbine Oil AnalysisDocument12 pagesTurbine Oil Analysismanuelsum100% (2)
- Hydraulic Fluid Purpose & PropertiesDocument36 pagesHydraulic Fluid Purpose & PropertiesMullah FassudinNo ratings yet
- Oil Analysis 101Document50 pagesOil Analysis 101scribdmenan100% (3)
- Cooling SystemDocument12 pagesCooling SystemSakoraphob BanlengchitNo ratings yet
- Appl 8 Agar Lube ContaminationDocument2 pagesAppl 8 Agar Lube ContaminationJADNo ratings yet
- Understanding Oil AnalysisDocument8 pagesUnderstanding Oil AnalysisTim ku100% (1)
- Activity 1 ME LabDocument29 pagesActivity 1 ME LabIanNo ratings yet
- Alemite Oil Mist Application ManualDocument34 pagesAlemite Oil Mist Application ManualCatalina SaldarriagaNo ratings yet
- Oil Mist Manual PDFDocument34 pagesOil Mist Manual PDFWong DaNo ratings yet
- Engine Lubrication and Cooling SystemDocument7 pagesEngine Lubrication and Cooling SystemGemedaNo ratings yet
- Need For Lubrication in An I.C. EngineDocument6 pagesNeed For Lubrication in An I.C. EngineDrChandrakant KothareNo ratings yet
- Lube Oil Cooler: SynopsisDocument3 pagesLube Oil Cooler: SynopsisGuru MoorthiNo ratings yet
- Insight Services 1Document50 pagesInsight Services 1kiranmittisilaNo ratings yet
- Univis HVI Series Univis HVI Series Univis HVI Series Univis HVI SeriesDocument2 pagesUnivis HVI Series Univis HVI Series Univis HVI Series Univis HVI SeriesHaris AhmadNo ratings yet
- Practical Experience With Oil Mist LubricationDocument8 pagesPractical Experience With Oil Mist Lubricationannccknarime100% (1)
- Sealmatic Design Manual2.1Document113 pagesSealmatic Design Manual2.1varunzhao86No ratings yet
- Technical InfoDocument17 pagesTechnical InfoJosue GonzalezNo ratings yet
- How To Select and Service A Turbine OilDocument8 pagesHow To Select and Service A Turbine Oildaniel adam100% (1)
- AMSOIL Motor Oil - Filtration GuideDocument8 pagesAMSOIL Motor Oil - Filtration GuideBrad BehlNo ratings yet
- Lubrication Systems For Turbomachinery by Fredrick B. WilcoxDocument4 pagesLubrication Systems For Turbomachinery by Fredrick B. Wilcoxkamal arabNo ratings yet
- Sage Oil Vac - Lube Truck Literature - September 2019Document7 pagesSage Oil Vac - Lube Truck Literature - September 2019winexonlineNo ratings yet
- Lube Oil System - An Overview - ScienceDirect TopicsDocument24 pagesLube Oil System - An Overview - ScienceDirect TopicsAlfredo VelasquezNo ratings yet
- Coolant and Antifreeze TechnologyDocument24 pagesCoolant and Antifreeze TechnologyengrsurifNo ratings yet
- Your Oil Is Talking Sensors and Filters Create Savings 1616525209Document13 pagesYour Oil Is Talking Sensors and Filters Create Savings 1616525209cristianNo ratings yet
- Emergency Lube Oil System - 20031001TechNoteDocument2 pagesEmergency Lube Oil System - 20031001TechNotenaczelny_naczelnikNo ratings yet
- Testing Engine Oil Specifications and Properties and Its Effects On The Engines Maintenance and PerformanceDocument10 pagesTesting Engine Oil Specifications and Properties and Its Effects On The Engines Maintenance and PerformanceMAZ TechNo ratings yet
- GE Lube Oil Varnishing TIL 1528-3Document6 pagesGE Lube Oil Varnishing TIL 1528-3hebishtNo ratings yet
- Lubricants 10 00162Document14 pagesLubricants 10 00162hanyNo ratings yet
- Submarine Main Propulsion Diesels - Chapter 8Document15 pagesSubmarine Main Propulsion Diesels - Chapter 8Michael ChungNo ratings yet
- Natural Refrigerants WhitepaperDocument10 pagesNatural Refrigerants WhitepaperDiptarghya KunduNo ratings yet
- Kluber Lubricants For Gas Compressors ManualDocument24 pagesKluber Lubricants For Gas Compressors ManualJon GNo ratings yet
- Design, Analysis and Manufacturing of Disc Type Oil SkimmerDocument4 pagesDesign, Analysis and Manufacturing of Disc Type Oil SkimmernmnmnmNo ratings yet
- SAE Grades-Oil ViscosityDocument4 pagesSAE Grades-Oil ViscosityMathew John100% (2)
- Boletin Ae1182 - Carga de RefrigeranteDocument7 pagesBoletin Ae1182 - Carga de Refrigeranteanton baxterNo ratings yet
- 6 MistakesDocument0 pages6 MistakesRonald Rayme VenturaNo ratings yet
- The Seven Most Common Mistakes in HydraulicDocument2 pagesThe Seven Most Common Mistakes in HydraulicGeraldo Sales dos ReisNo ratings yet
- Doosan Engine De12operation Maintenance Manual 2012Document10 pagesDoosan Engine De12operation Maintenance Manual 2012laverne100% (47)
- Sabp G 028Document19 pagesSabp G 028Krishnamoorthy100% (1)
- Flow and Heat Transfer Simulation in A Splash Lubricated Bell 525 AccessoryDocument10 pagesFlow and Heat Transfer Simulation in A Splash Lubricated Bell 525 AccessoryAnonymous lEX5U51wOANo ratings yet
- Mathematical Modeling of Marine by CitoDocument12 pagesMathematical Modeling of Marine by CitoCito JulioNo ratings yet
- Doosan Engine De12 Operation Maintenance Manual 2012Document10 pagesDoosan Engine De12 Operation Maintenance Manual 2012patricia100% (21)
- Crankcase Explosion in Two Stroke EnginesDocument11 pagesCrankcase Explosion in Two Stroke EnginesFuchsbauNo ratings yet
- Best Practices For Lubing API Centrifugal Pump Bearing HousingsDocument7 pagesBest Practices For Lubing API Centrifugal Pump Bearing HousingsguluuNo ratings yet
- Crankcase ExplosionDocument11 pagesCrankcase ExplosionGaurav Kumar SinghNo ratings yet
- Lubrication &ignition SystemsDocument26 pagesLubrication &ignition SystemsKamaru ZamanNo ratings yet
- Oil Mist LubricationDocument15 pagesOil Mist Lubricationchetan_thakur4278No ratings yet
- Secondscopusa285113 079Document10 pagesSecondscopusa285113 079Renukutla SandeepNo ratings yet
- Amt 1201 - Prelim - Module 2 - DelgadoDocument4 pagesAmt 1201 - Prelim - Module 2 - DelgadoBrendan Lewis DelgadoNo ratings yet
- Update Your Oil Mist Lubrication KnowledgeDocument2 pagesUpdate Your Oil Mist Lubrication Knowledgehello17No ratings yet
- HTTP WWW - Hydraulicspneumatics.com Classes Article Article Draw P1Document4 pagesHTTP WWW - Hydraulicspneumatics.com Classes Article Article Draw P1jorsueNo ratings yet
- Technical Information Letter: Lube Oil VarnishingDocument6 pagesTechnical Information Letter: Lube Oil VarnishingHeryanto SyamNo ratings yet
- Service ProductsDocument122 pagesService ProductsIswahyudi Aprilyastono100% (1)
- CAPREO Freehub: 9-SpeedDocument1 pageCAPREO Freehub: 9-SpeedYutt WattNo ratings yet
- HVAC & Cooling Towers PDFDocument74 pagesHVAC & Cooling Towers PDFSanket Phatangare0% (1)
- COLMAC Iom-Arevaporators-Eng00014424Document38 pagesCOLMAC Iom-Arevaporators-Eng00014424Yutt WattNo ratings yet
- WSRC - Ms.934) 37: .Ois'Rrtbut1Onof: Lr.4:S Docu - ,,jeittkt.. Ui/Tlih4Rrel.Document12 pagesWSRC - Ms.934) 37: .Ois'Rrtbut1Onof: Lr.4:S Docu - ,,jeittkt.. Ui/Tlih4Rrel.Yutt WattNo ratings yet
- KUKEN closed-type-KKDocument5 pagesKUKEN closed-type-KKYutt WattNo ratings yet
- Tech Note Dehumidification and The Psychrometric Chart Technical Bulletin DA103Document4 pagesTech Note Dehumidification and The Psychrometric Chart Technical Bulletin DA103Marcelo RibeiroNo ratings yet
- K Flex Calculation Based On Ambient Temperature 30 C RH 75 H 11 FinalDocument1 pageK Flex Calculation Based On Ambient Temperature 30 C RH 75 H 11 FinalYutt WattNo ratings yet
- Ammonia Systems: Testing, Charging and SafetyDocument3 pagesAmmonia Systems: Testing, Charging and SafetyCorrosion FactoryNo ratings yet
- SelectRT Coils 2023-02-07Document2 pagesSelectRT Coils 2023-02-07Yutt WattNo ratings yet
- CHAPTER 7 Vapor-Liquid Flash SeparatorDocument15 pagesCHAPTER 7 Vapor-Liquid Flash SeparatorahmadsaysNo ratings yet
- h4 Presure Vessels and Water Storage TanksDocument69 pagesh4 Presure Vessels and Water Storage TanksRakesh Ranjan100% (1)
- Balmor Al Tanks: Epoxy Coated Steel TanksDocument12 pagesBalmor Al Tanks: Epoxy Coated Steel TanksYutt WattNo ratings yet
- EFUSION O&M ManualDocument8 pagesEFUSION O&M ManualYutt WattNo ratings yet
- GHF0501037 RT15 55RH TD7Document2 pagesGHF0501037 RT15 55RH TD7Yutt WattNo ratings yet
- AC Load by CoolPackDocument1 pageAC Load by CoolPackYutt WattNo ratings yet
- Wtbc70 Roll in Blast ChillerDocument2 pagesWtbc70 Roll in Blast ChillerYutt WattNo ratings yet
- Dreyer Analysis 1988Document349 pagesDreyer Analysis 1988Yutt WattNo ratings yet
- Spreadsheet Calculations of Thermodynamic Properties PDFDocument14 pagesSpreadsheet Calculations of Thermodynamic Properties PDFLija BinuNo ratings yet
- GHF0501037 RT15 55RH TD7Document2 pagesGHF0501037 RT15 55RH TD7Yutt WattNo ratings yet
- IIR Short Course Presentation PDFDocument129 pagesIIR Short Course Presentation PDFAmir QayyumNo ratings yet
- MeterDocument81 pagesMeterYutt WattNo ratings yet
- Large Unit Cooler Evaporator: Technical GuideDocument64 pagesLarge Unit Cooler Evaporator: Technical GuideYutt WattNo ratings yet
- KPS 2142 ManualDocument44 pagesKPS 2142 ManualYutt WattNo ratings yet
- 3867 - Spiral Freezer 1500-2000Document2 pages3867 - Spiral Freezer 1500-2000Yutt WattNo ratings yet
- Belt Sizes: InfeedDocument1 pageBelt Sizes: InfeedYutt WattNo ratings yet
- KPS180SFLSB - Gram Process Kps Blast Chillers and Freezers Operating InstructionsDocument33 pagesKPS180SFLSB - Gram Process Kps Blast Chillers and Freezers Operating InstructionsYutt WattNo ratings yet
- GHF0501037 RT15 55RH TD7Document2 pagesGHF0501037 RT15 55RH TD7Yutt WattNo ratings yet
- GHF0501037 RT15 55RH TD7Document2 pagesGHF0501037 RT15 55RH TD7Yutt WattNo ratings yet
- 5667 - Gram Plate Freezer InstallationDocument7 pages5667 - Gram Plate Freezer InstallationVictor MuñozNo ratings yet
- GHF0501037 RT15 55RH TD7Document2 pagesGHF0501037 RT15 55RH TD7Yutt WattNo ratings yet
- BS 1710-1984 Pipeline IdentificationDocument1 pageBS 1710-1984 Pipeline Identificationขุน แสนNo ratings yet
- Comparison of Triode and Diode Ion PumpDocument7 pagesComparison of Triode and Diode Ion PumpAarkayChandruNo ratings yet
- Capsu Logo Word Docs 1Document4 pagesCapsu Logo Word Docs 1Ashley ZuniegaNo ratings yet
- List F1929 - StocktypeDocument37 pagesList F1929 - StocktypeRizki HardiansyahNo ratings yet
- Properties of SteamDocument67 pagesProperties of SteamKhushank MNo ratings yet
- 750-263 5 2015Document456 pages750-263 5 2015weweqweqwNo ratings yet
- Ventury Ejector CalculatedDocument26 pagesVentury Ejector Calculatedbudi utomoNo ratings yet
- Welcome To: MMUP Engineers Registration Exam Preparation CourseDocument101 pagesWelcome To: MMUP Engineers Registration Exam Preparation CourseHanda Bin AdiNo ratings yet
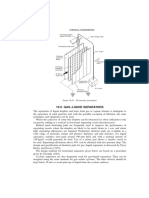
- 10.9. Gas Liquid Separators: Chemical EngineeringDocument6 pages10.9. Gas Liquid Separators: Chemical EngineeringsterlingNo ratings yet
- MIT2 Shapiro 3.05 - SoluDocument4 pagesMIT2 Shapiro 3.05 - SoluDouglas LimaNo ratings yet
- Product Data Sheet Metco 4GF Gas Flowmeter For Combustion SprayDocument2 pagesProduct Data Sheet Metco 4GF Gas Flowmeter For Combustion Spraylhphong021191No ratings yet
- Standard Clamping Elements PDFDocument175 pagesStandard Clamping Elements PDFGiannis IoannouNo ratings yet
- Filter Feed PumpDocument1 pageFilter Feed Pumpnas_mech8208No ratings yet
- Sodeca Pressurization System Presentation EN 12101-6 Part2Document20 pagesSodeca Pressurization System Presentation EN 12101-6 Part2PeroMentoroNo ratings yet
- Refrigeration Compressed Air Dryer Buran SD 0010 A - SD 1650 APDocument2 pagesRefrigeration Compressed Air Dryer Buran SD 0010 A - SD 1650 APAljoša HribarNo ratings yet
- Molliers Chart & Refrigerant PropertiesDocument55 pagesMolliers Chart & Refrigerant PropertiesRodrigo GomezNo ratings yet
- SHM Practical 5 Colour Code For Gas CylinderDocument4 pagesSHM Practical 5 Colour Code For Gas CylinderBhaliya AadityaNo ratings yet
- Compressed Gas Association Cylinder Valve Fitting SpecificationsDocument1 pageCompressed Gas Association Cylinder Valve Fitting SpecificationsMilan Banerjee100% (1)
- TurboMachinery PDFDocument689 pagesTurboMachinery PDFdelta_scope100% (3)
- Asme Hydrotest Pressure Ug 99Document1 pageAsme Hydrotest Pressure Ug 99Vaisakh Somakumar100% (3)
- P&IDDocument23 pagesP&IDmagarciaprieto100% (2)
- Gas Turbines TocDocument8 pagesGas Turbines Tocnasr305100% (1)
- PSA GeneralDocument17 pagesPSA GeneralMohammed AhmedNo ratings yet
- Vapor Lock in Refrigeration Systems: Handbook of Fundamentals and Most ReleDocument3 pagesVapor Lock in Refrigeration Systems: Handbook of Fundamentals and Most ReleSvetoslav VlashkiNo ratings yet
- (CITROEN) Manual Sistema de Inyeccion Diesel Bosch HDI EDC 15C2Document154 pages(CITROEN) Manual Sistema de Inyeccion Diesel Bosch HDI EDC 15C2wilmer huangaNo ratings yet
- Turbine Flow Meter Working PrincipleDocument3 pagesTurbine Flow Meter Working PrinciplesandystaysNo ratings yet
- Pressure Management Mind MapDocument1 pagePressure Management Mind MapGAVIN TELFERNo ratings yet
- Manual Bomba de Aceite 1701053Document9 pagesManual Bomba de Aceite 1701053ventas freyreNo ratings yet
- Design and Selection Criteria For Check ValvesDocument26 pagesDesign and Selection Criteria For Check Valvesmhopgood100% (3)
- CHE504 - Lab Report On Gas Absorption L8 PDFDocument23 pagesCHE504 - Lab Report On Gas Absorption L8 PDFRakesh KumarNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Gas and Oil Reliability Engineering: Modeling and AnalysisFrom EverandGas and Oil Reliability Engineering: Modeling and AnalysisRating: 4.5 out of 5 stars4.5/5 (6)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityFrom EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityRating: 3 out of 5 stars3/5 (2)
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Petroleum Production Engineering, A Computer-Assisted ApproachFrom EverandPetroleum Production Engineering, A Computer-Assisted ApproachRating: 4.5 out of 5 stars4.5/5 (11)