You might also like
- Pharmaceutical Quality Management-1 (614-T)Document19 pagesPharmaceutical Quality Management-1 (614-T)Tayyab SiddiquiNo ratings yet
- Swi QaDocument3 pagesSwi QapaulNo ratings yet
- The Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1From EverandThe Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Rating: 4.5 out of 5 stars4.5/5 (2)
- Equipment ValidationDocument20 pagesEquipment ValidationPILLINAGARAJU100% (1)
- V&V ImportanceDocument9 pagesV&V ImportanceMagesh KumarNo ratings yet
- Validation and VerificationDocument14 pagesValidation and VerificationpadungekNo ratings yet
- Content Claim Standard (CCS)Document1 pageContent Claim Standard (CCS)Lamia ould amerNo ratings yet
- Envea Technical Services Datasheet enDocument2 pagesEnvea Technical Services Datasheet encarlos silvaNo ratings yet
- Iqoqpq RMG PDFDocument11 pagesIqoqpq RMG PDFsrinivas rNo ratings yet
- Smart Otdr Calibration Certificate mv2021Document1 pageSmart Otdr Calibration Certificate mv2021milanv87No ratings yet
- Fatema Maam PosterDocument1 pageFatema Maam PosterMD Fahad MiajiNo ratings yet
- IqpqoqDocument5 pagesIqpqoqShiva KrishnaNo ratings yet
- Self-Audit of Process PerformanceDocument6 pagesSelf-Audit of Process PerformanceAngie SandovalNo ratings yet
- Self-Audit of Process PerformanceDocument6 pagesSelf-Audit of Process PerformanceAngie SandovalNo ratings yet
- Validation Verification QualificationDocument19 pagesValidation Verification QualificationNaoures KhedriNo ratings yet
- Strategi Teknik TestingDocument73 pagesStrategi Teknik TestingVinny BintariNo ratings yet
- Radiopharmaceutical Production: Process ValidationDocument13 pagesRadiopharmaceutical Production: Process ValidationVinay PathakNo ratings yet
- Product Process ValidationDocument13 pagesProduct Process ValidationJayant Kumar JhaNo ratings yet
- Quality Knowledge SheetDocument2 pagesQuality Knowledge Sheetruby.shipseyNo ratings yet
- 04 Control of Calibrated EquipmentDocument8 pages04 Control of Calibrated EquipmentRina AnitaNo ratings yet
- Self-Audit of Process PerformanceDocument4 pagesSelf-Audit of Process PerformanceAngie SandovalNo ratings yet
- PHARMACEUTICAL CALIBRATION, QUALIFICATION AND VALIDATION (Autosaved)Document18 pagesPHARMACEUTICAL CALIBRATION, QUALIFICATION AND VALIDATION (Autosaved)rameshwar9595kNo ratings yet
- Ds Ns Quality ManagementDocument6 pagesDs Ns Quality ManagementDarrell OngNo ratings yet
- Metrology Terminology Calibration Verification ValidationDocument2 pagesMetrology Terminology Calibration Verification ValidationQuality controllerNo ratings yet
- SEQA-Session-5 Software Quality AssuranceDocument110 pagesSEQA-Session-5 Software Quality Assurance14Sarthak KarkeraNo ratings yet
- C. Validation MethodsDocument31 pagesC. Validation MethodsTehmeena BegumNo ratings yet
- DVCon Europe 2015 TA1 9 PresentationDocument16 pagesDVCon Europe 2015 TA1 9 PresentationJon DCNo ratings yet
- GMP 5 Sr7Document3 pagesGMP 5 Sr7Mohamed TiemaNo ratings yet
- 560-S27 QUALITY CONTROL PROGRAM Rev.4Document27 pages560-S27 QUALITY CONTROL PROGRAM Rev.4AbdelmuneimNo ratings yet
- DIFFERENCEDocument1 pageDIFFERENCEujjwalNo ratings yet
- Group 5 - Quality ControlDocument31 pagesGroup 5 - Quality Controlkingfearless27No ratings yet
- Pharmaceutical Manufacturing (With QA With GMP) Lecture: Activity 7Document4 pagesPharmaceutical Manufacturing (With QA With GMP) Lecture: Activity 7Rona MalagambaNo ratings yet
- Calibration and Validation IntroDocument42 pagesCalibration and Validation Introujjwal100% (1)
- Consolidated ARGMD Part IIDocument122 pagesConsolidated ARGMD Part IISofiaProtopsaltiNo ratings yet
- QMS Inspection ProcedureDocument5 pagesQMS Inspection ProcedureReyhan MfNo ratings yet
- Annual Product Quality ReviewDocument6 pagesAnnual Product Quality ReviewwondwossengNo ratings yet
- Quality in IT Projects Cheat Sheet: by ViaDocument2 pagesQuality in IT Projects Cheat Sheet: by ViadilaNo ratings yet
- Imp of Calibration PDFDocument11 pagesImp of Calibration PDFjaga deeshNo ratings yet
- Continuous & Continued Process Verification: Presented by Eoin Hanley 4 July, 2016Document39 pagesContinuous & Continued Process Verification: Presented by Eoin Hanley 4 July, 2016surafelNo ratings yet
- 04 Control of Calibrated Equipment SOPDocument8 pages04 Control of Calibrated Equipment SOPKamalakar KaramchetiNo ratings yet
- Control of Calibrated Equipment ProcedureDocument8 pagesControl of Calibrated Equipment ProcedureFaisalNo ratings yet
- Equipment ValidationDocument20 pagesEquipment ValidationIglesias Laura100% (2)
- Qualityze Calibration Management Solution Ensuring ISO 9001 & Regulatory ComplianceDocument3 pagesQualityze Calibration Management Solution Ensuring ISO 9001 & Regulatory Compliancepritesh29108068No ratings yet
- What Is Calibration - RS Calibration ServicesDocument5 pagesWhat Is Calibration - RS Calibration ServicesbharatheeeyuduNo ratings yet
- Ooad Unit 5Document50 pagesOoad Unit 5Charveer “CHARVEERTV” tvNo ratings yet
- 1.Pv Liquid FDADocument52 pages1.Pv Liquid FDAjadhavshiv100% (1)
- F2400 User Manual - L21F2400ENR1 PDFDocument60 pagesF2400 User Manual - L21F2400ENR1 PDFValerioNo ratings yet
- Quality Control BookDocument122 pagesQuality Control Bookashh BukhariNo ratings yet
- Ispe Reprint - Process - ValidationDocument5 pagesIspe Reprint - Process - ValidationFederico74No ratings yet
- Reference ArticleDocument5 pagesReference ArticleZiaNo ratings yet
- GLP Quality Standards and Validation Finalized OkDocument2 pagesGLP Quality Standards and Validation Finalized OkUbaid KhanNo ratings yet
- Sop 17 Control Charts Check Standards 20190508Document7 pagesSop 17 Control Charts Check Standards 20190508Elshazly HussainNo ratings yet
- SES 2013 Brochure EmailDocument20 pagesSES 2013 Brochure EmailAlberto GarciaNo ratings yet
- Prerequisite Validation WorksheetDocument2 pagesPrerequisite Validation WorksheetDulce Zarate100% (2)
- Uint 2 Topic 9 VerificationDocument24 pagesUint 2 Topic 9 VerificationLovish SheikhNo ratings yet
- 09 Quality Assurance and Control SupervisorDocument2 pages09 Quality Assurance and Control SupervisorSamantha LeeNo ratings yet
- Calibration - Qualification and ValidationDocument60 pagesCalibration - Qualification and ValidationPardeep Kumar100% (1)
- QC & Qa PDFDocument22 pagesQC & Qa PDFAmr El-BahnasawyNo ratings yet
- SDB 9362219 Berusynth - 15 - H1 (GB) (V8)Document4 pagesSDB 9362219 Berusynth - 15 - H1 (GB) (V8)Rukhayati RukhaNo ratings yet
- SOP - WFG.01 - Pengiriman Finished GoodDocument3 pagesSOP - WFG.01 - Pengiriman Finished GoodRukhayati RukhaNo ratings yet
- Sensitivity Guide enDocument12 pagesSensitivity Guide enRukhayati RukhaNo ratings yet
- Metal DetectionDocument13 pagesMetal DetectionRukhayati RukhaNo ratings yet
- Certified Metal Detector and Xray Test PiecesDocument40 pagesCertified Metal Detector and Xray Test PiecesRukhayati RukhaNo ratings yet
- Amazon Case StudyDocument22 pagesAmazon Case StudySaad Memon50% (6)
- Review of Accounting Process 1Document2 pagesReview of Accounting Process 1Stacy SmithNo ratings yet
- Dr. Li Li Prof. Feng Wu Beijing Institute of TechnologyDocument20 pagesDr. Li Li Prof. Feng Wu Beijing Institute of TechnologyNarasimman NarayananNo ratings yet
- Methods of Teaching Syllabus - FinalDocument6 pagesMethods of Teaching Syllabus - FinalVanessa L. VinluanNo ratings yet
- Project Job Number EngineerDocument2 pagesProject Job Number Engineertekno plus banatNo ratings yet
- Data Book: Automotive TechnicalDocument1 pageData Book: Automotive TechnicalDima DovgheiNo ratings yet
- Journal of Economic LiteratureDocument28 pagesJournal of Economic LiteratureEkoKurniadiNo ratings yet
- EASY DMS ConfigurationDocument6 pagesEASY DMS ConfigurationRahul KumarNo ratings yet
- Bill Swad's Wealth Building Strategies - SwadDocument87 pagesBill Swad's Wealth Building Strategies - Swadjovetzky50% (2)
- Outage Analysis of Wireless CommunicationDocument28 pagesOutage Analysis of Wireless CommunicationTarunav SahaNo ratings yet
- Process Interactions PDFDocument1 pageProcess Interactions PDFXionNo ratings yet
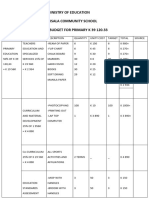
- Ministry of Education Musala SCHDocument5 pagesMinistry of Education Musala SCHlaonimosesNo ratings yet
- Vodafone M2M Integrated M2M Terminals Overview BrochureDocument4 pagesVodafone M2M Integrated M2M Terminals Overview BrochureJamie JordanNo ratings yet
- Staircase and Lintel As-03Document1 pageStaircase and Lintel As-03Divith B SannakkiNo ratings yet
- Practical GAD (1-32) Roll No.20IF227Document97 pagesPractical GAD (1-32) Roll No.20IF22720IF135 Anant PatilNo ratings yet
- Analisa RAB Dan INCOME Videotron TrenggalekDocument2 pagesAnalisa RAB Dan INCOME Videotron TrenggalekMohammad Bagus SaputroNo ratings yet
- Residential BuildingDocument5 pagesResidential Buildingkamaldeep singhNo ratings yet
- VoLTE KPI Performance - E2EDocument20 pagesVoLTE KPI Performance - E2EAnway Mohanty100% (1)
- Aman 5Document1 pageAman 5HamidNo ratings yet
- TOEFLDocument6 pagesTOEFLSekar InnayahNo ratings yet
- Entrep Q4 - Module 7Document5 pagesEntrep Q4 - Module 7Paula DT PelitoNo ratings yet
- U.S. Pat. 9,514,727, Pickup With Integrated Contols, John Liptac, (Dialtone) Issued 2016.Document39 pagesU.S. Pat. 9,514,727, Pickup With Integrated Contols, John Liptac, (Dialtone) Issued 2016.Duane BlakeNo ratings yet
- QCM Part 145 en Rev17 310818 PDFDocument164 pagesQCM Part 145 en Rev17 310818 PDFsotiris100% (1)
- Power For All - Myth or RealityDocument11 pagesPower For All - Myth or RealityAshutosh BhaktaNo ratings yet
- In Partial Fulfillment of The Requirements For The Award of The Degree ofDocument66 pagesIn Partial Fulfillment of The Requirements For The Award of The Degree ofcicil josyNo ratings yet
- EE1000 DC Networks Problem SetDocument7 pagesEE1000 DC Networks Problem SetAmit DipankarNo ratings yet
- Test Bank For American Corrections Concepts and Controversies 2nd Edition Barry A Krisberg Susan Marchionna Christopher J HartneyDocument36 pagesTest Bank For American Corrections Concepts and Controversies 2nd Edition Barry A Krisberg Susan Marchionna Christopher J Hartneyvaultedsacristya7a11100% (30)
- Insurance Smart Sampoorna RakshaDocument10 pagesInsurance Smart Sampoorna RakshaRISHAB CHETRINo ratings yet
- Bug Head - Fromjapanese To EnglishDocument20 pagesBug Head - Fromjapanese To EnglishAnonymous lkkKgdNo ratings yet
- Product Guide TrioDocument32 pagesProduct Guide Triomarcosandia1974No ratings yet