You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- M 75 90 115 - FourStroke - 2.1LDocument660 pagesM 75 90 115 - FourStroke - 2.1LAlex Diaz79% (19)
- Hard Drive: Bill Gates and The Making of The Microsoft Empire - Wallace and EricksonDocument440 pagesHard Drive: Bill Gates and The Making of The Microsoft Empire - Wallace and EricksonBrian100% (1)
- Rexx TrainingDocument147 pagesRexx Trainingnancy_rom100% (5)
- G-Nome - Manual - PCDocument67 pagesG-Nome - Manual - PCSantiago de la Esperanza100% (1)
- Continuous Phase Modulation by NitDocument50 pagesContinuous Phase Modulation by NitRakesh RtNo ratings yet
- Flir T1K: HD Thermal Imaging CameraDocument2 pagesFlir T1K: HD Thermal Imaging CameraFloreaNo ratings yet
- PLC Scada IndustrialDocument36 pagesPLC Scada IndustrialAnmolNo ratings yet
- Catalogo Draper PDFDocument278 pagesCatalogo Draper PDFvivianeleiteNo ratings yet
- 1996 Seadoo GSX GTX Sup ManualDocument39 pages1996 Seadoo GSX GTX Sup ManualtonyeldNo ratings yet
- Trabajo Final Ingles TecnicoDocument73 pagesTrabajo Final Ingles TecnicoSofirelis Mora ValdezNo ratings yet
- MaxDNA Alarm MessagesDocument67 pagesMaxDNA Alarm Messagesld_ganeshNo ratings yet
- Codecs: Presented By: 09BCE035 Arpan PatelDocument12 pagesCodecs: Presented By: 09BCE035 Arpan Patelarpan47100% (1)
- Minimate O&MDocument72 pagesMinimate O&Musgl-scbd3639No ratings yet
- PWR PicoUPS 100 ManualDocument4 pagesPWR PicoUPS 100 ManualApriadiNo ratings yet
- Instruction Format 8051Document26 pagesInstruction Format 8051alex24arulNo ratings yet
- Atom n2800 d2700 Nm10 Express Chipset Dev Kit BriefDocument2 pagesAtom n2800 d2700 Nm10 Express Chipset Dev Kit BriefAnelBrigicNPNo ratings yet
- Impact of Artillery Fire On Tanks and Kazim Hussain Shahs Brave Stand As His Whole Squadron Fled The BattlefieldDocument25 pagesImpact of Artillery Fire On Tanks and Kazim Hussain Shahs Brave Stand As His Whole Squadron Fled The BattlefieldStrategicus Publications100% (1)
- PeopleSoft Deployment Packages For Update Images Installation PeopleTools8.56 March2018 PDFDocument106 pagesPeopleSoft Deployment Packages For Update Images Installation PeopleTools8.56 March2018 PDFsudhanlogicsNo ratings yet
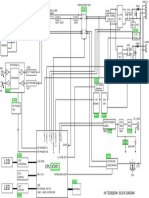
- CPU (IC801) : Kx-Ts3282Bxw: Block DiagramDocument1 pageCPU (IC801) : Kx-Ts3282Bxw: Block DiagramkorodijNo ratings yet
- 6EP13311SH02 Datasheet enDocument4 pages6EP13311SH02 Datasheet enMiller Alexander Mora VargasNo ratings yet
- Supported SFPs LatestDocument28 pagesSupported SFPs LatestvicNo ratings yet
- DSEE Administration SP 20071029 PTCDocument72 pagesDSEE Administration SP 20071029 PTCnkrdwh6354No ratings yet
- Computer Graphics 2Document9 pagesComputer Graphics 2Waguma LeticiaNo ratings yet
- Manual DVR Elikon RT1608Document94 pagesManual DVR Elikon RT1608athorkNo ratings yet
- Samsung Ue78ju7500t Chassis Uwj50 Uhd-Tv PDFDocument120 pagesSamsung Ue78ju7500t Chassis Uwj50 Uhd-Tv PDFautreraNo ratings yet
- First Floor Si No Description of Work Unit Qty Vitrified Tile Flooring Unit PriceDocument26 pagesFirst Floor Si No Description of Work Unit Qty Vitrified Tile Flooring Unit PriceHasan JamalNo ratings yet
- Rapid Seps Training ManualDocument18 pagesRapid Seps Training ManualMichel GarciaNo ratings yet
- LED Martix Kit User Guide V2Document20 pagesLED Martix Kit User Guide V2miaLozaNo ratings yet
- Estn02e Digital Communication - Cruz, T.Document6 pagesEstn02e Digital Communication - Cruz, T.Talitha Cumi CruzNo ratings yet
- 480W Single Output Industrial DIN RAIL With PFC and Parallel FunctionDocument3 pages480W Single Output Industrial DIN RAIL With PFC and Parallel FunctionkubikNo ratings yet