You might also like
- Kiln Heat and Mass Balance September 2010Document20 pagesKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Kiln Control and OperationDocument45 pagesKiln Control and Operationdina safiri100% (3)
- Kiln Control VariablesDocument50 pagesKiln Control VariablesElder A. Gutiérrez Villacorta100% (2)
- Coal Mill SafetyDocument17 pagesCoal Mill SafetyJoko Dewoto100% (4)
- Flame MomentumDocument30 pagesFlame MomentumSanth Raul100% (7)
- Formulas KilnDocument53 pagesFormulas KilnNael93% (14)
- Kiln and Cooler - Control and Optimisation: by DrycnaiduDocument59 pagesKiln and Cooler - Control and Optimisation: by Drycnaidutricky777100% (12)
- Boilers 101 PDFDocument27 pagesBoilers 101 PDFsppatilNo ratings yet
- Refractory Castable SelectionDocument37 pagesRefractory Castable SelectionElwathig Bakhiet100% (4)
- Kiln Heat-Up, Optimun Kiln OperationDocument42 pagesKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- Kiln ChemistryDocument29 pagesKiln Chemistrykonstantina13986% (7)
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (15)
- Flame For Cement Kilns KP Pradeep KumarDocument62 pagesFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- Process GuidlinesDocument20 pagesProcess GuidlinesMKPashaPasha100% (4)
- Kiln Feed Mix CalculationsDocument2 pagesKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
- CoolerDocument19 pagesCoolertricky777100% (1)
- Kiln Coating and Rings FormationDocument20 pagesKiln Coating and Rings FormationIrshad Hussain100% (2)
- Kiln Operations Guide Lines - ENGDocument21 pagesKiln Operations Guide Lines - ENGYhane Hermann BackNo ratings yet
- Coal Flames For Cement KilnsDocument62 pagesCoal Flames For Cement KilnsvvijaybhanNo ratings yet
- Raw Mix DesignDocument22 pagesRaw Mix DesignRizwanKhan100% (1)
- By Pass SystemDocument56 pagesBy Pass SystemIrshad Hussain100% (2)
- Kiln QuestionsDocument234 pagesKiln Questionsbasavaraju535100% (2)
- 04.04 Kiln Operations Guide Lines - ENGDocument23 pages04.04 Kiln Operations Guide Lines - ENGbrenbra50% (2)
- Flow MeasurementsDocument19 pagesFlow MeasurementsHazem DiabNo ratings yet
- Cement Kilns-Chlorine Impact On ProcessDocument27 pagesCement Kilns-Chlorine Impact On Processmuhaisen2009100% (5)
- Difference Between Alk Sulphate Ratio and MSO3Document2 pagesDifference Between Alk Sulphate Ratio and MSO3avisgop100% (2)
- 2012 Ring Formation in Rotary KilnsDocument30 pages2012 Ring Formation in Rotary Kilnsjmpbarros100% (1)
- Heat Balance of Kilns and Coolers and Related Topics PDFDocument62 pagesHeat Balance of Kilns and Coolers and Related Topics PDFAli HüthütNo ratings yet
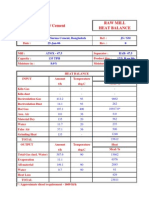
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Kiln OperationDocument98 pagesKiln OperationMarvin Garcia Catungal84% (25)
- Heat BalanceDocument18 pagesHeat BalanceVinish Shankar100% (1)
- Clinker Vs Kiln Feed FactorDocument3 pagesClinker Vs Kiln Feed Factorvvijaybhan100% (6)
- Influences of Silica ModulusDocument20 pagesInfluences of Silica ModulusHazem Diab100% (6)
- Kiln Emergency YSDocument50 pagesKiln Emergency YSShadi Al Habbal100% (3)
- KilnLine OperationDocument32 pagesKilnLine Operationbreakthrough198889% (9)
- Lucie MillDocument50 pagesLucie MillJoko DewotoNo ratings yet
- Kiln LiningDocument39 pagesKiln LiningMUNNALURU UMAKANTHA RAO100% (1)
- Kiln Control and Operation - Infinity For Cement EquipmentDocument74 pagesKiln Control and Operation - Infinity For Cement EquipmentRizwanKhanNo ratings yet
- What Kiln Operator Should Do in Emergency SituationDocument12 pagesWhat Kiln Operator Should Do in Emergency SituationLe HoangNo ratings yet
- Main Burner Unitherm M.A.S. Alignment: Thatta Cement Company LimitedDocument13 pagesMain Burner Unitherm M.A.S. Alignment: Thatta Cement Company Limitedzain140100% (1)
- Cement Kiln Dust CKD Methods For ReductioDocument21 pagesCement Kiln Dust CKD Methods For ReductiofaheemqcNo ratings yet
- 7 Most Common Problem in Pyro Processing For Kiln and CoolerDocument10 pages7 Most Common Problem in Pyro Processing For Kiln and CoolerVipan Kumar DograNo ratings yet
- IEE Handout 2Document2 pagesIEE Handout 2Sunil DeshmukhNo ratings yet
- Coatin &ring FormationDocument6 pagesCoatin &ring FormationMustafa RamadanNo ratings yet
- Ring Formation in KilnDocument12 pagesRing Formation in KilnAbul Qasim100% (2)
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Co HenDocument40 pagesCo HenHiltonNo ratings yet
- Boiler CombustionDocument20 pagesBoiler CombustionAnand SwamiNo ratings yet
- 2 BoilersDocument58 pages2 BoilersParameswararao BillaNo ratings yet
- Report On Practical Industrial Training: Mahatma Gandhi Mission S College of Engineering and TechnologyDocument23 pagesReport On Practical Industrial Training: Mahatma Gandhi Mission S College of Engineering and TechnologyShivendu Pandey0% (1)
- Heat Balance Template LM 53 3+3Document11 pagesHeat Balance Template LM 53 3+3Sai Sricharan Reddy100% (3)
- Ore PreheatingDocument30 pagesOre PreheatingakshukNo ratings yet
- ORC Technology For Waste Heat Recovery Power Generation: DR Vijayakumar Kunche, M.Tech., PH.DDocument45 pagesORC Technology For Waste Heat Recovery Power Generation: DR Vijayakumar Kunche, M.Tech., PH.Dandri.motoGNo ratings yet
- 3A5. Coke Dry Quenching Technology (CDQ) : Iron Making and General Industry Technologies (Iron Making Technologies)Document2 pages3A5. Coke Dry Quenching Technology (CDQ) : Iron Making and General Industry Technologies (Iron Making Technologies)reach_arindomNo ratings yet
- Boiler and FurnaceDocument42 pagesBoiler and FurnaceEr Bali PandhareNo ratings yet
- Thermax Mr.R.kulkarniDocument26 pagesThermax Mr.R.kulkarniPhani Kumar100% (1)
- Abhishek's TrainingDocument26 pagesAbhishek's TrainingVishalSharmaNo ratings yet
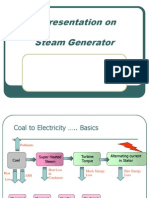
- A Presentation On Steam GeneratorDocument47 pagesA Presentation On Steam GeneratorRajendran DharmalingamNo ratings yet
- Energy Saving in Steam Systems.Document34 pagesEnergy Saving in Steam Systems.babis1980No ratings yet
- 04 BoilersDocument59 pages04 BoilersMHD Abdi MuttaqinNo ratings yet
- MS3-ASME Gas Turbine Technologies PresentationDocument54 pagesMS3-ASME Gas Turbine Technologies PresentationVeerabhadra Rao Korimilli100% (2)
- Ijfeat: Application of Electrostatic Precipitator in Cement PlantDocument7 pagesIjfeat: Application of Electrostatic Precipitator in Cement PlantElwathig BakhietNo ratings yet
- Mineralisation PDFDocument11 pagesMineralisation PDFElwathig BakhietNo ratings yet
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.3 - ExerciseDocument1 pageCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 3.3 - ExerciseElwathig BakhietNo ratings yet
- Cement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 2.6 ExerciseDocument1 pageCement Kiln Process Chemistry: Cemnet Training - Course Ckpc01 Module 2.6 ExerciseElwathig BakhietNo ratings yet
- First PrinciplesDocument2 pagesFirst PrinciplesElwathig BakhietNo ratings yet
- Burnability ExercisesDocument1 pageBurnability ExercisesElwathig BakhietNo ratings yet
- Burnability ExercisesDocument1 pageBurnability ExercisesElwathig BakhietNo ratings yet
- Ss PolymorphsDocument9 pagesSs PolymorphsElwathig BakhietNo ratings yet
- Viscosity PDFDocument1 pageViscosity PDFElwathig BakhietNo ratings yet
- Alkali CyclesDocument14 pagesAlkali CyclesElwathig BakhietNo ratings yet
- RedoxDocument7 pagesRedoxElwathig BakhietNo ratings yet
- Burnability ExercisesDocument1 pageBurnability ExercisesElwathig BakhietNo ratings yet
- CSAF Exercise PDFDocument1 pageCSAF Exercise PDFElwathig BakhietNo ratings yet
- International Cement Review, September 2002: Burning The MixDocument5 pagesInternational Cement Review, September 2002: Burning The MixarylananylaNo ratings yet
- CO Sources PDFDocument11 pagesCO Sources PDFElwathig BakhietNo ratings yet
- Alkali CyclesDocument14 pagesAlkali CyclesElwathig BakhietNo ratings yet
- Alkali CyclesDocument14 pagesAlkali CyclesElwathig BakhietNo ratings yet
- Handicraft (Create Recycled Article)Document25 pagesHandicraft (Create Recycled Article)ligaya bunielNo ratings yet
- ATC BrochureDocument24 pagesATC BrochureCésar HermosoNo ratings yet
- University of Cambridge International Examinations International General Certifi Cate of Secondary EducationDocument16 pagesUniversity of Cambridge International Examinations International General Certifi Cate of Secondary EducationVarun PanickerNo ratings yet
- Outdoor Kitchen r2 2510Document18 pagesOutdoor Kitchen r2 2510chetanjtNo ratings yet
- Dislocation Mechanics1 PDFDocument9 pagesDislocation Mechanics1 PDFkakarlasantosh22No ratings yet
- Pull-Out Test For Studying Bond Strength inDocument14 pagesPull-Out Test For Studying Bond Strength inحسام رسميNo ratings yet
- Ball Valve PN63 ErhardDocument1 pageBall Valve PN63 ErhardM MNo ratings yet
- Kuken Kogyo Co - LTD - Presentation Export G of CT Industrial Use - 20201028Document35 pagesKuken Kogyo Co - LTD - Presentation Export G of CT Industrial Use - 20201028saqib hashmiNo ratings yet
- Assignment 2 ChemDocument2 pagesAssignment 2 Chemakashmahawar220502No ratings yet
- 17-4 PH Data BulletinDocument20 pages17-4 PH Data Bulletinekidazu19848816No ratings yet
- Sikagrout®-214: Product Data SheetDocument4 pagesSikagrout®-214: Product Data Sheetvirat_daveNo ratings yet
- Alumunium Profile PDFDocument52 pagesAlumunium Profile PDFibnuharyNo ratings yet
- Conference Sandwich Porto May 2008-Vol1 - Partie3Document172 pagesConference Sandwich Porto May 2008-Vol1 - Partie3Nguyen Huu TriNo ratings yet
- Method Statement For Exterrnal PlasteringDocument7 pagesMethod Statement For Exterrnal PlasteringSagar ParabNo ratings yet
- Accrescent Engineers Profile PDFDocument56 pagesAccrescent Engineers Profile PDFOsama RizwanNo ratings yet
- Dynamic Design For Anchors PDFDocument55 pagesDynamic Design For Anchors PDFJeferson QuispeNo ratings yet
- D 3840 - 99 Rdm4ndatotkDocument9 pagesD 3840 - 99 Rdm4ndatotkHumberto GutierrezNo ratings yet
- Jurnal - Assembly DrawingDocument6 pagesJurnal - Assembly DrawingOKA FATRANo ratings yet
- Nordin Air Filters For TurbinesDocument12 pagesNordin Air Filters For TurbinesJorge Cuadros BlasNo ratings yet
- Shahzad Sb1 Cargo LiftDocument7 pagesShahzad Sb1 Cargo LiftNaeem NomiNo ratings yet
- 10-28 Pow PRDP Fortuna-DaquioagDocument197 pages10-28 Pow PRDP Fortuna-DaquioagMarielle MenorNo ratings yet
- Intro To Chemical ReactionsDocument37 pagesIntro To Chemical ReactionsGerma ComandaNo ratings yet
- Analysis of Hollow Bridge PierDocument6 pagesAnalysis of Hollow Bridge PierMathew SebastianNo ratings yet
- Wang 2017Document11 pagesWang 2017Ankit LonareNo ratings yet
- Turbine Overspeed Systems and Required Response Times Rev B.01Document30 pagesTurbine Overspeed Systems and Required Response Times Rev B.01mfhaleem@pgesco.com100% (1)
- Conveyor Belts For Aluminum Extrusion: The Megadyne GroupDocument8 pagesConveyor Belts For Aluminum Extrusion: The Megadyne GroupJuan Andrés Díaz RiveroNo ratings yet
- Automated Guided Vehicle: Forklift AGV Picking Load From Rack (Fully Automated.)Document12 pagesAutomated Guided Vehicle: Forklift AGV Picking Load From Rack (Fully Automated.)Ho Van RoiNo ratings yet
- 6205 Cosasco Two-Inch BIO PROBEDocument2 pages6205 Cosasco Two-Inch BIO PROBEteacgNo ratings yet
- NAFS 125 Technical DataDocument6 pagesNAFS 125 Technical DataRupon RupNo ratings yet
- Research ProjectDocument30 pagesResearch ProjectYasser AshourNo ratings yet