You might also like
- Mini Hydraulic ExcavatorDocument8 pagesMini Hydraulic ExcavatorYaroslava YatsukNo ratings yet
- Análisis de Miniexcavadora Caterpillar 303C-CRDocument12 pagesAnálisis de Miniexcavadora Caterpillar 303C-CRJuan Emilio Schönherr100% (1)
- CAT D6R2-Brochure PDFDocument24 pagesCAT D6R2-Brochure PDFalvaro gavrielNo ratings yet
- C374342 Moto 160MDocument28 pagesC374342 Moto 160MJairo Acosta100% (1)
- Machine Profiles: D9R Track-Type TractorsDocument8 pagesMachine Profiles: D9R Track-Type TractorsJavier Pagan TorresNo ratings yet
- 12M PDFDocument8 pages12M PDFallan lariosaNo ratings yet
- 2012 Duetz TractorsDocument47 pages2012 Duetz TractorsAgus Yulfizar100% (1)
- CS54 Cs533e en PDFDocument16 pagesCS54 Cs533e en PDFXavier Millan100% (1)
- 320C U Excavator-Before OperationDocument4 pages320C U Excavator-Before OperationPedro BarriosNo ratings yet
- Power Steering: Section 6ADocument23 pagesPower Steering: Section 6Afrancisca19No ratings yet
- 329 D PDFDocument24 pages329 D PDFCapacitaciones RutasNo ratings yet
- M250 Sales MaterialDocument23 pagesM250 Sales MaterialRonaldi motterNo ratings yet
- TR-500EX: Tadano LTDDocument6 pagesTR-500EX: Tadano LTDMuhammadFaridNo ratings yet
- Techdoc Print Page TEST TRANSMISSIONDocument11 pagesTechdoc Print Page TEST TRANSMISSIONtyok sajaNo ratings yet
- Building a Better Future with Reliable Construction EquipmentDocument9 pagesBuilding a Better Future with Reliable Construction Equipmentyony choqueñaNo ratings yet
- QRF HB205+HB215Document2 pagesQRF HB205+HB215Ralf MaurerNo ratings yet
- Concrete Mixer Truck, HDJ5380GJBHI (HINO 10m3)Document1 pageConcrete Mixer Truck, HDJ5380GJBHI (HINO 10m3)tachmidNo ratings yet
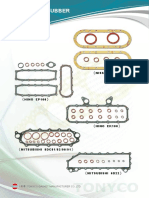
- Oil Cooler Rubber Oring & Kit: Nissan Rd8 Nissan Rd8Document3 pagesOil Cooler Rubber Oring & Kit: Nissan Rd8 Nissan Rd8สมโภช แก้วเขียวNo ratings yet
- Invert SuspensionDocument20 pagesInvert Suspensionsatya100% (1)
- CaterpillarDocument4 pagesCaterpillarJan SevenNo ratings yet
- Cat Rope ShowelDocument2 pagesCat Rope ShowelGanapati HegdeNo ratings yet
- Track Adjustment InspectionDocument1 pageTrack Adjustment InspectionJean Jacques ouandaNo ratings yet
- Caterpillar 320D Hydraulic ExcavatorDocument4 pagesCaterpillar 320D Hydraulic ExcavatorAgus BudiluhurNo ratings yet
- Caterpillar CS44B Specifications - 4 PDFDocument2 pagesCaterpillar CS44B Specifications - 4 PDFTaha GargoumNo ratings yet
- SwivelDocument2 pagesSwivelHusika HusikaaNo ratings yet
- Bremach T-Rex Flyer - UkDocument2 pagesBremach T-Rex Flyer - UkJohn DavisNo ratings yet
- 320D Series 2: SpecificationsDocument2 pages320D Series 2: SpecificationsL LightsNo ratings yet
- Important Information: Testing and AdjustingDocument16 pagesImportant Information: Testing and AdjustingDeyvi Cconocuyca Huallparimachi100% (1)
- Groupon Vale CatDocument4 pagesGroupon Vale CatLuis Carlos RamosNo ratings yet
- D7R Marketing Bulletin v1.5Document10 pagesD7R Marketing Bulletin v1.5agegnehutamiratNo ratings yet
- Echivalenti Clarcor JCBDocument18 pagesEchivalenti Clarcor JCBEpure GabrielNo ratings yet
- SakaiDocument2 pagesSakaiariNo ratings yet
- Joystick PositionDocument8 pagesJoystick PositionLiebherrNo ratings yet
- 966H, 972H Service Tools ListDocument76 pages966H, 972H Service Tools ListevanNo ratings yet
- Operator'S Manual and Spare Parts Catalogue Schaeff ItcDocument31 pagesOperator'S Manual and Spare Parts Catalogue Schaeff ItcJesus VergaraNo ratings yet
- 1.【SEPC6004】107 Engine Unit Assembling Check SheetDocument24 pages1.【SEPC6004】107 Engine Unit Assembling Check SheetKhinmg Aye 554No ratings yet
- Power Train: 6Y-2303 Clutch Gp-TransmissionDocument19 pagesPower Train: 6Y-2303 Clutch Gp-TransmissionDANIEL VARGAS RODRIGUEZNo ratings yet
- SEN00313-04 Testing and Adjusting ToolsDocument28 pagesSEN00313-04 Testing and Adjusting ToolsЕгор100% (1)
- Piston Pump MetarisDocument44 pagesPiston Pump Metarissml2001100% (3)
- Hydraulic Attachments for ExcavatorsDocument20 pagesHydraulic Attachments for Excavatorspraghuprasad3861No ratings yet
- Construction Machinery. Grader Mitsubishi MG330: SteerageDocument6 pagesConstruction Machinery. Grader Mitsubishi MG330: SteerageSukmawati Said100% (1)
- Cat 120G Motor Grader Powerful Performance & Precise ControlDocument16 pagesCat 120G Motor Grader Powerful Performance & Precise ControlJose Yahir CastroNo ratings yet
- Hydraulic Fan SystemDocument4 pagesHydraulic Fan SystemEVER DAVID SAAVEDRA HUAYHUA100% (1)
- 320C Swing MotorDocument5 pages320C Swing Motormanu luvungaNo ratings yet
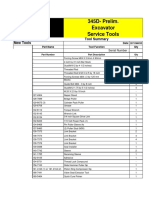
- 345D-Prelim. Excavator Service Tools: Tool Summary New ToolsDocument6 pages345D-Prelim. Excavator Service Tools: Tool Summary New ToolsNova kurniawan 34No ratings yet
- Tad722ge PDFDocument2 pagesTad722ge PDFWasif Irfan100% (1)
- 12M Motorgrader PDFDocument28 pages12M Motorgrader PDFJan HendriksNo ratings yet
- Hitachi 75Document24 pagesHitachi 75JENNIFER PINEDANo ratings yet
- Service & Maintenance Cat 966H: Consumable PartsDocument1 pageService & Maintenance Cat 966H: Consumable PartsMahmmod Al-QawasmehNo ratings yet
- Zx200 5g BrochureDocument15 pagesZx200 5g BrochureNick CayananNo ratings yet
- 320GCDocument12 pages320GCErwanNo ratings yet
- Recycler/Stabilizer with Smooth Hydrostatic Drive PerformanceDocument4 pagesRecycler/Stabilizer with Smooth Hydrostatic Drive Performancewalk002No ratings yet
- PC8000 (English)Document8 pagesPC8000 (English)CarlosBacaTorres100% (1)
- 924HZ Wheel Loader JZZ00001-UP (MACHINE) POWERED BY C6 PDFDocument8 pages924HZ Wheel Loader JZZ00001-UP (MACHINE) POWERED BY C6 PDFAhmed HamdyNo ratings yet
- Pala Cargadora 835hDocument2 pagesPala Cargadora 835hRoxana Alvarez VerduguezNo ratings yet
- D7R IiDocument24 pagesD7R IiVictor M. Mejia DiazNo ratings yet
- 336DL EngDocument28 pages336DL Engadi wibowoNo ratings yet
- SY500H lifting specifications chartDocument4 pagesSY500H lifting specifications chartAzmi MaulanaNo ratings yet
- Procedimiento de Pulido CrankshaftsDocument19 pagesProcedimiento de Pulido CrankshaftsJavier Hector CayaNo ratings yet
- 834K Neumatico PDFDocument3 pages834K Neumatico PDFmarcol705No ratings yet