You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
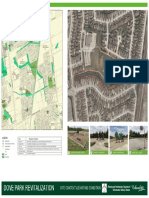
- Dove Park Existing ConditionsDocument1 pageDove Park Existing ConditionsBima SorayaNo ratings yet
- 05 - STS 2 - TG 394B, MAZZONI ATAS Dan RELL BB1Document1 page05 - STS 2 - TG 394B, MAZZONI ATAS Dan RELL BB1Bima SorayaNo ratings yet
- WinDocument55 pagesWinNur TeguhNo ratings yet
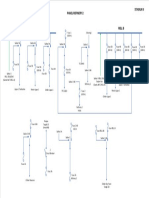
- 01 - STS 2 - Panel Refinery 2Document1 page01 - STS 2 - Panel Refinery 2Bima SorayaNo ratings yet
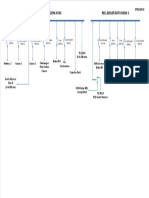
- 12 - STS 1 - Rell A, B, A1, PLN2Document1 page12 - STS 1 - Rell A, B, A1, PLN2Bima SorayaNo ratings yet
- Design, Manufacture and Analysis of Al/Sic Mmcs For Connecting RodDocument8 pagesDesign, Manufacture and Analysis of Al/Sic Mmcs For Connecting RodBima SorayaNo ratings yet
- 17 - STS 1 - RELL D 379 Atau D7Document1 page17 - STS 1 - RELL D 379 Atau D7Bima SorayaNo ratings yet
- Engineering Failure Analysis: Zhongjian Pan, Yi ZhangDocument13 pagesEngineering Failure Analysis: Zhongjian Pan, Yi ZhangBima SorayaNo ratings yet
- International Journal of Hospitality Management: SciencedirectDocument9 pagesInternational Journal of Hospitality Management: SciencedirectBima SorayaNo ratings yet
- ARL 3460 Technical Description20176173494Document17 pagesARL 3460 Technical Description20176173494Bima SorayaNo ratings yet
- Engineering Failure Analysis: Saharash Khare, O.P. Singh, K. Bapanna Dora, C. SasunDocument10 pagesEngineering Failure Analysis: Saharash Khare, O.P. Singh, K. Bapanna Dora, C. SasunBima SorayaNo ratings yet
- Effect of Holding Time and Cooling Medium On Microstructure and Hardness of AISI 8655 in Hardening ProcessDocument4 pagesEffect of Holding Time and Cooling Medium On Microstructure and Hardness of AISI 8655 in Hardening ProcessBima SorayaNo ratings yet
- 33 - India - Connecting Rod AnalisysDocument7 pages33 - India - Connecting Rod AnalisysBima SorayaNo ratings yet
- 04 - Buckling Analysis and Material Selection of Connecting Rod To AvoidDocument6 pages04 - Buckling Analysis and Material Selection of Connecting Rod To AvoidBima SorayaNo ratings yet
- 01 - Failure Analysis of A Special Vehicle Engine Connecting RodDocument12 pages01 - Failure Analysis of A Special Vehicle Engine Connecting RodBima SorayaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Examen Inglés de Andalucía (Ordinaria de 2019) (WWW - Examenesdepau.com)Document2 pagesExamen Inglés de Andalucía (Ordinaria de 2019) (WWW - Examenesdepau.com)FREESTYLE WORLDNo ratings yet
- Mechatronics Course PlanDocument3 pagesMechatronics Course PlanMohammad Faraz AkhterNo ratings yet
- Labnet MultiGene Manual PDFDocument42 pagesLabnet MultiGene Manual PDFcuma mencobaNo ratings yet
- 3949-Article Text-8633-1-10-20180712Document10 pages3949-Article Text-8633-1-10-20180712Volodymyr TarnavskyyNo ratings yet
- Universal Human Values NotesDocument13 pagesUniversal Human Values NotesS RamNo ratings yet
- Seventh Pay Commission ArrearsDocument11 pagesSeventh Pay Commission Arrearssantosh bharathyNo ratings yet
- Dynamic Analysis of Synchronous Reluctance Motor Drives Based On Simulink and Finite Element ModelDocument5 pagesDynamic Analysis of Synchronous Reluctance Motor Drives Based On Simulink and Finite Element ModelenmnabilNo ratings yet
- Investigation: Present By:Shivam Ranabhat Project Title: Esport Players Recruit SystemDocument18 pagesInvestigation: Present By:Shivam Ranabhat Project Title: Esport Players Recruit Systemjames chhetriNo ratings yet
- A Microscope For Christmas: Simple and Differential Stains: Definition and ExamplesDocument4 pagesA Microscope For Christmas: Simple and Differential Stains: Definition and ExamplesGwendolyn CalatravaNo ratings yet
- Mbeya University of Science and TecnologyDocument8 pagesMbeya University of Science and TecnologyVuluwa GeorgeNo ratings yet
- Experiential MarketingDocument23 pagesExperiential Marketingambesh Srivastava100% (5)
- RH 120eDocument8 pagesRH 120eSawadogo Gustave NapinguebsonNo ratings yet
- Project Report: MES Dental College and HospitalDocument28 pagesProject Report: MES Dental College and HospitalAnurtha AnuNo ratings yet
- 1 - Unit 3 MCQDocument11 pages1 - Unit 3 MCQRAMESH KUMAR MAURYANo ratings yet
- Project TitleDocument2 pagesProject TitleVISHAL S. VNo ratings yet
- (Fanuc Lad 0I-Mc) Ladder Diagram 1Document160 pages(Fanuc Lad 0I-Mc) Ladder Diagram 1Ujang NachrawiNo ratings yet
- Snap-Tite75 Series-Catalog 3800 - SectionBDocument3 pagesSnap-Tite75 Series-Catalog 3800 - SectionBfrancis_15inNo ratings yet
- Key Concepts: Adding and Subtracting FractionsDocument7 pagesKey Concepts: Adding and Subtracting Fractionsnearurheart1No ratings yet
- Definition, Scope and Nature of EconomicsDocument29 pagesDefinition, Scope and Nature of EconomicsShyam Sunder BudhwarNo ratings yet
- Sistema A-101 LVSDocument4 pagesSistema A-101 LVSAdministrador AngloNo ratings yet
- Conventional and Box-Shaped Piled RaftsDocument6 pagesConventional and Box-Shaped Piled RaftsAdrian VechiuNo ratings yet
- Maya Evaluating InterfacesDocument6 pagesMaya Evaluating InterfacesChristopher WalkerNo ratings yet
- Sex, Law, and Society in Late Imperial China (Law, Society, and Culture in China) by Matthew SommerDocument444 pagesSex, Law, and Society in Late Imperial China (Law, Society, and Culture in China) by Matthew SommerFer D. MONo ratings yet
- Lab Session 8: To Develop and Understanding About Fatigue and To Draw S-N Curve For The Given Specimen: I. SteelDocument4 pagesLab Session 8: To Develop and Understanding About Fatigue and To Draw S-N Curve For The Given Specimen: I. SteelMehboob MeharNo ratings yet
- PSY502 OLd PapersDocument6 pagesPSY502 OLd Paperscs619finalproject.com100% (4)
- FINAL Shivani Confined Space PermitDocument1 pageFINAL Shivani Confined Space PermitVimal SinghNo ratings yet
- 688 (I) Hunter-Killer - User ManualDocument115 pages688 (I) Hunter-Killer - User ManualAndrea Rossi Patria100% (2)
- 01 Gyramatic-Operator Manual V2-4-1Document30 pages01 Gyramatic-Operator Manual V2-4-1gytoman100% (2)
- KIT REQUEST FORM - GradDocument2 pagesKIT REQUEST FORM - Graddamie aadamsNo ratings yet
- Disconnect Cause CodesDocument2 pagesDisconnect Cause Codesdungnt84No ratings yet