You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Immo Off FilesDocument6 pagesImmo Off Filesاليزيد بن توهامي100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- YOGAS1Document6 pagesYOGAS1Narayana RemalaNo ratings yet
- Mummy The Curse Storytellers Vault Style Guide (With Bookmarks) 3 - 29 - 2019Document12 pagesMummy The Curse Storytellers Vault Style Guide (With Bookmarks) 3 - 29 - 2019Nick Iijima100% (2)
- The Final War by Judge Rutherford, 1932Document65 pagesThe Final War by Judge Rutherford, 1932sirjsslutNo ratings yet
- Review of Quality and Reliability HandbookDocument282 pagesReview of Quality and Reliability HandbookMohamed AbdelAzizNo ratings yet
- BreathControl PDFDocument11 pagesBreathControl PDFClaudio Andrés Mendez CerdaNo ratings yet
- Zero Carbon Building StandardsDocument32 pagesZero Carbon Building Standardsjoslinmtg100% (1)
- Book Kongress-2019 ENG NEW SmalDocument339 pagesBook Kongress-2019 ENG NEW SmalChiheb Ba100% (1)
- 200+ TOP RADIOLOGY Online Quiz Questions - Exam Test 2023Document24 pages200+ TOP RADIOLOGY Online Quiz Questions - Exam Test 2023Ayub Alam100% (1)
- Growth RoataionDocument148 pagesGrowth Roataiondr_nilofervevai2360100% (2)
- Ryan Ronquillo ComplaintDocument39 pagesRyan Ronquillo ComplaintMichael_Lee_RobertsNo ratings yet
- Vendetta by Catherine Doyle EXCERPTDocument33 pagesVendetta by Catherine Doyle EXCERPTI Read YA50% (2)
- 3 2009 171 Gur ZL p93 103Document12 pages3 2009 171 Gur ZL p93 103Chiheb BaNo ratings yet
- MEF en Mécanique Non Linéaire Chapitre 1: Non-Linéarité en MécaniqueDocument48 pagesMEF en Mécanique Non Linéaire Chapitre 1: Non-Linéarité en MécaniqueChiheb BaNo ratings yet
- MEF en Mécanique Non Linéaire: Khalil - Mansouri@enit - Utm.tnDocument36 pagesMEF en Mécanique Non Linéaire: Khalil - Mansouri@enit - Utm.tnChiheb BaNo ratings yet
- Journal of Constructional Steel ResearchDocument9 pagesJournal of Constructional Steel ResearchChiheb BaNo ratings yet
- An Experimental Investigation of The Behaviour of Steels Over Large Temperature and Strain Rate RangesDocument35 pagesAn Experimental Investigation of The Behaviour of Steels Over Large Temperature and Strain Rate RangesChiheb BaNo ratings yet
- A Simple Analytical Bending Stress Model of Parabolic Leaf SpringDocument14 pagesA Simple Analytical Bending Stress Model of Parabolic Leaf SpringChiheb BaNo ratings yet
- Analysis of Multi Leaf Spring Based On Contact Mechanics - A Novel ApproachDocument13 pagesAnalysis of Multi Leaf Spring Based On Contact Mechanics - A Novel ApproachChiheb BaNo ratings yet
- Modeling Residual Stresses in Spring Steel QuenchiDocument11 pagesModeling Residual Stresses in Spring Steel QuenchiChiheb BaNo ratings yet
- Influenceofheattreatmentonmechanicalproperitiesof 51 CR V4Document7 pagesInfluenceofheattreatmentonmechanicalproperitiesof 51 CR V4Chiheb BaNo ratings yet
- International Journal of Solids and Structures: Jean-Marc Pipard, Tudor Balan, Farid Abed-Meraim, Xavier LemoineDocument10 pagesInternational Journal of Solids and Structures: Jean-Marc Pipard, Tudor Balan, Farid Abed-Meraim, Xavier LemoineChiheb BaNo ratings yet
- Thermo-Mechanical Coupled Simulation of Hot Stamping Components For Process DesignDocument5 pagesThermo-Mechanical Coupled Simulation of Hot Stamping Components For Process DesignChiheb BaNo ratings yet
- Effect of Modifying The Chemical Composition On The Properties of Spring SteelDocument10 pagesEffect of Modifying The Chemical Composition On The Properties of Spring SteelChiheb BaNo ratings yet
- v1 StampedDocument23 pagesv1 StampedChiheb BaNo ratings yet
- Design and Analysis of Composite Leaf Spring: Mawiz Muaz TariqDocument134 pagesDesign and Analysis of Composite Leaf Spring: Mawiz Muaz TariqChiheb BaNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument7 pagesSciencedirect Sciencedirect SciencedirectChiheb BaNo ratings yet
- Examples 2 PDFDocument654 pagesExamples 2 PDFChiheb BaNo ratings yet
- Wind PumpDocument6 pagesWind PumpCarlos Castillo PalmaNo ratings yet
- Sithkop005 AnswersDocument46 pagesSithkop005 AnswersSid SharmaNo ratings yet
- Us-Conversion CycleDocument3 pagesUs-Conversion CycleThessaloe B. FernandezNo ratings yet
- Bei PDFDocument1 pageBei PDFartresurrected23No ratings yet
- CV Fire Catalog PDFDocument112 pagesCV Fire Catalog PDFArul SankaranNo ratings yet
- 2 Megabit (256 K X 8-Bit) CMOS EPROM: Distinctive CharacteristicsDocument12 pages2 Megabit (256 K X 8-Bit) CMOS EPROM: Distinctive CharacteristicsVictor TruccoNo ratings yet
- Caritas vs. Avarice: The Embroiled Church and Empire: John Michael PotvinDocument16 pagesCaritas vs. Avarice: The Embroiled Church and Empire: John Michael PotvinJohn PotvinNo ratings yet
- Testing God: Ron Julian Article Bible StudyDocument8 pagesTesting God: Ron Julian Article Bible StudyapcobarrubiasNo ratings yet
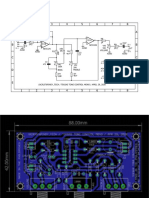
- Teksas Tone Control MonoDocument17 pagesTeksas Tone Control MonoRhenz TalhaNo ratings yet
- Nutritional StatusDocument13 pagesNutritional StatusArlene ValenzuelaNo ratings yet
- Diet Modified in ConsistencyDocument34 pagesDiet Modified in Consistencycriselda desistoNo ratings yet
- Electronic Dazer 1989 SchokapparaatDocument2 pagesElectronic Dazer 1989 SchokapparaatPeeters GuyNo ratings yet
- Alcon 2020 Corporate Responsibility ReportDocument69 pagesAlcon 2020 Corporate Responsibility ReportRogérioNo ratings yet
- Chinese Journal of Chemistry, 31 (1), 15-17 (2013) - DrospirenoneDocument3 pagesChinese Journal of Chemistry, 31 (1), 15-17 (2013) - DrospirenoneSam SonNo ratings yet
- Engglis Isma E. N (18010107023) Tadris IpaDocument6 pagesEngglis Isma E. N (18010107023) Tadris IpaLita Dwi HasjayaNo ratings yet
- Special Project ReportDocument9 pagesSpecial Project ReportSangam PatariNo ratings yet
- Seb Sapura Esmeralda - 22062018Document1 pageSeb Sapura Esmeralda - 22062018Andra IrawanNo ratings yet
- Conservation Awareness and Techniques in Buluan Lake, Maguindanao, BARMMDocument9 pagesConservation Awareness and Techniques in Buluan Lake, Maguindanao, BARMMPsychology and Education: A Multidisciplinary JournalNo ratings yet
- Manual Digi Encoder E5n-D0360-5m0mcDocument17 pagesManual Digi Encoder E5n-D0360-5m0mcAlejandra PadillaNo ratings yet