You might also like
- The Dogon Tribe of The Sirius MysteryDocument5 pagesThe Dogon Tribe of The Sirius MysteryLaron Clark100% (1)
- 2006fileaveo MTDocument63 pages2006fileaveo MTeurospeed2100% (1)
- Powerful and Durable JCB JS200 Tracked ExcavatorDocument6 pagesPowerful and Durable JCB JS200 Tracked ExcavatorMB Viorel100% (1)
- Ruach Ha Kodesh or Holy Religious SpiritDocument10 pagesRuach Ha Kodesh or Holy Religious Spiritharsan100% (1)
- NYC Chocolate Chip Cookies! - Jane's PatisserieDocument2 pagesNYC Chocolate Chip Cookies! - Jane's PatisserieCharmaine IlaoNo ratings yet
- Avelino Vs Cuenco (Case Digest)Document8 pagesAvelino Vs Cuenco (Case Digest)Christopher Dale WeigelNo ratings yet
- Optimization of Machining Processes Using The AOPTIMIZATION OF MACHINING PROCESSES USING BC Method and Genetic AlgorithmDocument12 pagesOptimization of Machining Processes Using The AOPTIMIZATION OF MACHINING PROCESSES USING BC Method and Genetic AlgorithmPredrag IvkovicNo ratings yet
- Application of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelDocument9 pagesApplication of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelKenan MuhamedagicNo ratings yet
- Aluminium Alloy GDC & ProblemsDocument11 pagesAluminium Alloy GDC & ProblemsN.B.PNo ratings yet
- Multiscale Modeling of Additively Manufactured Metals: Application to Laser Powder Bed Fusion ProcessFrom EverandMultiscale Modeling of Additively Manufactured Metals: Application to Laser Powder Bed Fusion ProcessNo ratings yet
- The Neuroscience of Autism Spectrum DisordersDocument10 pagesThe Neuroscience of Autism Spectrum DisorderssouciNo ratings yet
- Optimization techniques for metal cutting processesDocument21 pagesOptimization techniques for metal cutting processesnavabnavab786No ratings yet
- IJMSEDocument13 pagesIJMSEShafayat HossainNo ratings yet
- A Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsDocument11 pagesA Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsVikram KedambadiNo ratings yet
- In TodayDocument8 pagesIn Todayshaim mahamudNo ratings yet
- Paper Rajshahi 3Document9 pagesPaper Rajshahi 3Shantonu Mitra ShantoNo ratings yet
- Optimizing Surface Roughness in Turning Using Taguchi TechniqueDocument7 pagesOptimizing Surface Roughness in Turning Using Taguchi Techniquekarpaga raj aNo ratings yet
- Optimization of Process Parameters and Quality Results Using Plasma Arc Cutting in Aluminum AlloyDocument8 pagesOptimization of Process Parameters and Quality Results Using Plasma Arc Cutting in Aluminum AlloypunggawaNo ratings yet
- 152 S 851 PDFDocument7 pages152 S 851 PDFDarling RajNo ratings yet
- Optimization of Cutting Parameters in High Speed TurningDocument8 pagesOptimization of Cutting Parameters in High Speed TurningcevherimNo ratings yet
- Reduction of Casting Defects Using Taguchi Method: Arun Basil Jacob Arunkumar O.NDocument10 pagesReduction of Casting Defects Using Taguchi Method: Arun Basil Jacob Arunkumar O.NtabibkarimNo ratings yet
- Ijdmt: ©iaemeDocument7 pagesIjdmt: ©iaemeIAEME PublicationNo ratings yet
- Optimization of die-casting process parameters using Taguchi methodDocument12 pagesOptimization of die-casting process parameters using Taguchi methodritaNo ratings yet
- Optimisation of Wireedm Parameters For H11 Tool Steel Using CorrelationDocument8 pagesOptimisation of Wireedm Parameters For H11 Tool Steel Using CorrelationEditor IJRITCCNo ratings yet
- Received On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreDocument20 pagesReceived On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreAlexandrina BugaNo ratings yet
- 2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFDocument10 pages2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFFikri SiplhoNo ratings yet
- Applsci 09 00479Document25 pagesApplsci 09 00479Ashu DeshawerNo ratings yet
- Optimization of Process Parameters For Laser Cutting Process of StainlessDocument15 pagesOptimization of Process Parameters For Laser Cutting Process of StainlessDũng PhanNo ratings yet
- Process Parameters Optimization For Friction Stir Welding of RDE-40 Aluminium Alloy Using Taguchi TechniqueDocument7 pagesProcess Parameters Optimization For Friction Stir Welding of RDE-40 Aluminium Alloy Using Taguchi TechniquePunEit SinghNo ratings yet
- Multi Criteria Decision Making of Vibration Assisted EDM Process Parameters On Machining Silicon Steel Using Taguchi-DEAR MethodologyDocument7 pagesMulti Criteria Decision Making of Vibration Assisted EDM Process Parameters On Machining Silicon Steel Using Taguchi-DEAR Methodologybharath ramNo ratings yet
- Combining Genetic Algorithm and The Finite Element Method To Improve Stell Industrial ProcessesDocument11 pagesCombining Genetic Algorithm and The Finite Element Method To Improve Stell Industrial ProcessesKarlo MiškovićNo ratings yet
- Ijaiem 2014 03 15 042Document12 pagesIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Engineering Journal Sensitivity Analysis For Prediction of Bead Geometry Using Plasma Arc Welding in Bellows SegmentDocument8 pagesEngineering Journal Sensitivity Analysis For Prediction of Bead Geometry Using Plasma Arc Welding in Bellows SegmentEngineering JournalNo ratings yet
- Roughness TaguchiDocument7 pagesRoughness TaguchiAnudatt A. GowdaNo ratings yet
- Optimization of Process Parameter Using Theory of ConstraintsDocument5 pagesOptimization of Process Parameter Using Theory of ConstraintsJuanCamiloNo ratings yet
- Comparative Study of HSM and Edm inDocument5 pagesComparative Study of HSM and Edm inpuppyudayNo ratings yet
- Analysis of Injection Moulding Machine ProcessDocument4 pagesAnalysis of Injection Moulding Machine ProcessJagdish KhaireNo ratings yet
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsDocument6 pagesEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraNo ratings yet
- Multi-Response Optimization of PTA Welding Parameter For Overlay Process of Stellite 6B On Duplex Stainless Steel Using Taguchi MethodDocument4 pagesMulti-Response Optimization of PTA Welding Parameter For Overlay Process of Stellite 6B On Duplex Stainless Steel Using Taguchi MethodBrajendra PatelNo ratings yet
- Review On Optimization of Machining OperationDocument10 pagesReview On Optimization of Machining OperationSadasiva Rao TNo ratings yet
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDocument7 pagesA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaNo ratings yet
- Optimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueDocument6 pagesOptimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Optimizing green sand casting process parameters using Taguchi's methodDocument6 pagesOptimizing green sand casting process parameters using Taguchi's methodpsprajkotNo ratings yet
- Optimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueDocument11 pagesOptimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueIJMERNo ratings yet
- OPTIMIZATION OF EDM PROCESS PARAMETERS ON ALUMINIUM ALLOY 6061/5% SiC COMPOSITEDocument4 pagesOPTIMIZATION OF EDM PROCESS PARAMETERS ON ALUMINIUM ALLOY 6061/5% SiC COMPOSITEIJORATNo ratings yet
- Investigation and Analysis of Main Effect and Interaction Effect For Turning of Aluminium Alloy Al7050Document5 pagesInvestigation and Analysis of Main Effect and Interaction Effect For Turning of Aluminium Alloy Al7050Editor IJRITCCNo ratings yet
- A Method Integrating Taguchi, RSM and MOPSO To CNC Machining Parameters Optimization For Energy SavingDocument13 pagesA Method Integrating Taguchi, RSM and MOPSO To CNC Machining Parameters Optimization For Energy SavingoktovaNo ratings yet
- Comparison Between Taguchi Method and Response Surface MethodologyDocument5 pagesComparison Between Taguchi Method and Response Surface MethodologyDũng PhanNo ratings yet
- Hippopotamus Optimization Algorithm: A Novel Nature Inspired Optimization AlgorithmDocument18 pagesHippopotamus Optimization Algorithm: A Novel Nature Inspired Optimization Algorithmkamel BousninaNo ratings yet
- Cycle Time Reduction in CNC Turning Process Using Six Sigma Methodology - A Manufacturing Case StudyDocument12 pagesCycle Time Reduction in CNC Turning Process Using Six Sigma Methodology - A Manufacturing Case StudyMohamed ElsemaryNo ratings yet
- Review of Material TestedDocument14 pagesReview of Material Testedmanasha majhiNo ratings yet
- Modeling and Optimization of End Milling Machining ProcessDocument18 pagesModeling and Optimization of End Milling Machining ProcessInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Taguchi MethodDocument8 pagesTaguchi MethodLSARAVANAN91No ratings yet
- Design and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewDocument10 pagesDesign and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewTJPRC PublicationsNo ratings yet
- Optimization of Cutting Parameters in Hard Turning of AISI 4340 SteelDocument6 pagesOptimization of Cutting Parameters in Hard Turning of AISI 4340 SteelIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Experimental Investigation of The Plasma Arc Cutting ProcessDocument6 pagesExperimental Investigation of The Plasma Arc Cutting ProcessKevin MaciasNo ratings yet
- CNC Machining Optimization of Alloy Steel 4130Document10 pagesCNC Machining Optimization of Alloy Steel 4130H NiceNo ratings yet
- Materials and Manufacturing ProcessesDocument9 pagesMaterials and Manufacturing Processesnarayananx5No ratings yet
- Multi-Objective Optimization of Milling Parameters e The Trade-Offs Between Energy, Production Rate and Cutting QualityDocument10 pagesMulti-Objective Optimization of Milling Parameters e The Trade-Offs Between Energy, Production Rate and Cutting QualityJesvin AbrahamNo ratings yet
- Sustainability-Based Optimization of The Rotary Tu PDFDocument22 pagesSustainability-Based Optimization of The Rotary Tu PDFKhaider BouachaNo ratings yet
- IJLSv1n2p169 183madicDocument15 pagesIJLSv1n2p169 183madicreneNo ratings yet
- Cutting Force 1Document20 pagesCutting Force 118P202 - AJAY SIVARAMAN ANo ratings yet
- Gating ManualDocument10 pagesGating ManualKeyur BabariaNo ratings yet
- Evaluating Pipe Cutting Technologies in ShipbuildingDocument16 pagesEvaluating Pipe Cutting Technologies in ShipbuildingmaheshNo ratings yet
- Improvement of Machining Processes A Case StudyDocument9 pagesImprovement of Machining Processes A Case StudyParamesh Waran [049]No ratings yet
- CNC MachiningDocument10 pagesCNC MachiningIAEME PublicationNo ratings yet
- Optimization of Cutting Parameters To Minimize TheDocument7 pagesOptimization of Cutting Parameters To Minimize ThedindaNo ratings yet
- Optimization of Machining Parameters For Face Milling Operation in A Vertical CNC Milling Machine Using Genetic AlgorithmDocument6 pagesOptimization of Machining Parameters For Face Milling Operation in A Vertical CNC Milling Machine Using Genetic AlgorithmdindaNo ratings yet
- Modellingandoptimazationofsurfaceroughness-IJMET 09 01 063Document15 pagesModellingandoptimazationofsurfaceroughness-IJMET 09 01 063dindaNo ratings yet
- Prediction of optimized machining parameters in CNC end millingDocument5 pagesPrediction of optimized machining parameters in CNC end millingdindaNo ratings yet
- Experimental Investigation To Optimize Machining PDocument7 pagesExperimental Investigation To Optimize Machining PdindaNo ratings yet
- Parametric Study & Optimization of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)Document8 pagesParametric Study & Optimization of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)dindaNo ratings yet
- Parametric Optimization of Shielded Metal Arc Welding Processes by Using Factorial Design ApproachDocument4 pagesParametric Optimization of Shielded Metal Arc Welding Processes by Using Factorial Design ApproachdindaNo ratings yet
- Ijsrp p33110Document4 pagesIjsrp p33110dindaNo ratings yet
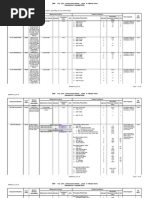
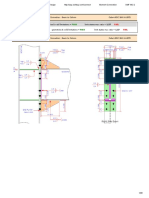
- Result Summary - Overall: Moment Connection - Beam To Column Code AISC 360-16 LRFDDocument29 pagesResult Summary - Overall: Moment Connection - Beam To Column Code AISC 360-16 LRFDYash Suthar100% (2)
- S7 - Q2 - Answer KeyDocument11 pagesS7 - Q2 - Answer KeyRaniel LacuarinNo ratings yet
- HL-1060 User, Parts, and Service Manual 02Document6 pagesHL-1060 User, Parts, and Service Manual 02วรพงษ์ กอชัชวาลNo ratings yet
- Segmentation: NIVEA Sun Case Study Summary Downloaded From The Times 100 Edition 11Document2 pagesSegmentation: NIVEA Sun Case Study Summary Downloaded From The Times 100 Edition 11Boon-Pin NgNo ratings yet
- Acer Aspire 4535 (Compal LA-4921P) PDFDocument57 pagesAcer Aspire 4535 (Compal LA-4921P) PDFMustafa AkanNo ratings yet
- Quality Control and Quality AssuranceDocument7 pagesQuality Control and Quality AssuranceMoeen Khan Risaldar100% (1)
- Java syntax and data types tutorialDocument3 pagesJava syntax and data types tutorialpeter chan100% (1)
- G.raju Reddy Resume (PDF1) PDFDocument3 pagesG.raju Reddy Resume (PDF1) PDFanon_708469687No ratings yet
- Jurnal Mira FixDocument16 pagesJurnal Mira Fixarisanto micoNo ratings yet
- I3rc Insights Pvt. Ltd. India - Company Credentials PDFDocument28 pagesI3rc Insights Pvt. Ltd. India - Company Credentials PDFManoj Kumar JhaNo ratings yet
- How Can I Have Faith - Discussion GuideDocument6 pagesHow Can I Have Faith - Discussion GuideFrank Edwin VedamNo ratings yet
- Presentation on Indentured LabourersDocument10 pagesPresentation on Indentured LabourersAshis karmakar100% (1)
- Results and DiscussionsDocument13 pagesResults and DiscussionsEdpher Leo SindolNo ratings yet
- What Is Mean?: Extrapolation InterpolationDocument2 pagesWhat Is Mean?: Extrapolation InterpolationVinod SharmaNo ratings yet
- Economics of Power GenerationDocument32 pagesEconomics of Power GenerationKimberly Jade VillaganasNo ratings yet
- What Is Managerial Economics? Explain Its Nature, Scope and ItsDocument9 pagesWhat Is Managerial Economics? Explain Its Nature, Scope and Itsn13shukla85% (20)
- PW 160-Taliban Fragmentation Fact Fiction and Future-PwDocument28 pagesPW 160-Taliban Fragmentation Fact Fiction and Future-Pwrickyricardo1922No ratings yet
- R4850G2 Rectifier Data Sheet 05Document2 pagesR4850G2 Rectifier Data Sheet 05PP CharlyNo ratings yet
- Albert Einstein - Wikipedia, The Free EncyclopediaDocument34 pagesAlbert Einstein - Wikipedia, The Free EncyclopediaalhanunNo ratings yet
- LAWO PI - MADI - SRC - enDocument2 pagesLAWO PI - MADI - SRC - enfjavierpoloNo ratings yet
- HORIZONTAL DISTRIBUTION OF FORCES - Part 1-2Document1 pageHORIZONTAL DISTRIBUTION OF FORCES - Part 1-2Inna PotesNo ratings yet
- User Manual: Rider 320Document46 pagesUser Manual: Rider 320SarahNo ratings yet