You might also like
- Architectural - Drawing ListDocument3 pagesArchitectural - Drawing ListSeifeldin100% (1)
- Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsFrom EverandGeometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsRating: 4.5 out of 5 stars4.5/5 (3)
- Structural Engineering Thesis TopicsDocument1 pageStructural Engineering Thesis Topicsaleena489% (9)
- Housing Tender for 2 Bed 4 Person HomeDocument149 pagesHousing Tender for 2 Bed 4 Person Homefaiqkhoso89% (9)
- 2.6 List of Testing Equipments PDFDocument4 pages2.6 List of Testing Equipments PDFAmir BorhanipourNo ratings yet
- Optimization of Cutting Parameters in High Speed TurningDocument8 pagesOptimization of Cutting Parameters in High Speed TurningcevherimNo ratings yet
- 2 Experimental Analysisof CNCTurningDocument5 pages2 Experimental Analysisof CNCTurningVũ Mạnh CườngNo ratings yet
- 2ExperimentalAnalysisofCNCTurning PDFDocument5 pages2ExperimentalAnalysisofCNCTurning PDFVũ Mạnh CườngNo ratings yet
- Optimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationDocument5 pagesOptimization of Process Parameters of CNC Milling: International Journal of Advance Research and InnovationAbdullah Raghib SiddiquiNo ratings yet
- Optimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriDocument4 pagesOptimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriShakeel RanaNo ratings yet
- IJMSEDocument13 pagesIJMSEShafayat HossainNo ratings yet
- Experimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodDocument6 pagesExperimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodEgehan ÜnalNo ratings yet
- International Journal of Industrial Engineering ComputationsDocument12 pagesInternational Journal of Industrial Engineering ComputationsKabil RajNo ratings yet
- Surface Roughness Optimization in Al Alloy TurningDocument4 pagesSurface Roughness Optimization in Al Alloy TurningBaju BawonoNo ratings yet
- Original ResearchDocument6 pagesOriginal ResearchbalajimetturNo ratings yet
- Optimization of Cutting Parameters For AISI H13 Tool Steel by Taguchi Method and Artificial Neural NetworkDocument19 pagesOptimization of Cutting Parameters For AISI H13 Tool Steel by Taguchi Method and Artificial Neural Networkelie chaneNo ratings yet
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNo ratings yet
- Optimizing Surface Roughness in Turning Using Taguchi TechniqueDocument7 pagesOptimizing Surface Roughness in Turning Using Taguchi Techniquekarpaga raj aNo ratings yet
- WWW_ijrea_comDocument8 pagesWWW_ijrea_comudataashutoshNo ratings yet
- Experimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyDocument6 pagesExperimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyEditor IJTSRDNo ratings yet
- A Review On Mild Steel Drilling Process IJSSBTDocument6 pagesA Review On Mild Steel Drilling Process IJSSBTDeepak TaleleNo ratings yet
- 21 1 9Document11 pages21 1 9Sotu KdaptNo ratings yet
- Received On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreDocument20 pagesReceived On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreAlexandrina BugaNo ratings yet
- Analysis On Surface Roughness of Different Materials in CNC Turning OperationDocument13 pagesAnalysis On Surface Roughness of Different Materials in CNC Turning OperationManoj Kumar SNo ratings yet
- Optimization of Machining Parameters For Surface Roughness in Milling OperationDocument5 pagesOptimization of Machining Parameters For Surface Roughness in Milling OperationArmando Rosas GonzalitosNo ratings yet
- Litrature ReviewDocument9 pagesLitrature ReviewJyothendra Pavan DamarlaNo ratings yet
- 2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFDocument19 pages2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFFikri SiplhoNo ratings yet
- 1 s2.0 S2307187723002912 MainDocument11 pages1 s2.0 S2307187723002912 MainYUSUFNo ratings yet
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADocument6 pagesEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarNo ratings yet
- A Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsDocument11 pagesA Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsVikram KedambadiNo ratings yet
- Singh 2020Document10 pagesSingh 2020Adithya HegdeNo ratings yet
- Comparison of Multiple Regression and Radial Basis PDFDocument8 pagesComparison of Multiple Regression and Radial Basis PDFM. Sadiq. A. PachapuriNo ratings yet
- A Review On Machining Parameters Influencing The Responses On CNC: An Optimization TechniqueDocument8 pagesA Review On Machining Parameters Influencing The Responses On CNC: An Optimization TechniquebalajimetturNo ratings yet
- Taguchi Based Optimization of Cutting Parameters Affecting Surface Roughness in Dry CNC Turning of 16Mncr5Document11 pagesTaguchi Based Optimization of Cutting Parameters Affecting Surface Roughness in Dry CNC Turning of 16Mncr5Irshad AliNo ratings yet
- Optimization of Process Parameters in Drilling of GFRP Composite Using Taguchi MethodDocument7 pagesOptimization of Process Parameters in Drilling of GFRP Composite Using Taguchi MethodMostafa AdilNo ratings yet
- Review of Material TestedDocument14 pagesReview of Material Testedmanasha majhiNo ratings yet
- Paper ShobraDocument15 pagesPaper ShobrapatigovNo ratings yet
- Image Processing To Measure Tool Wear For Turning AISI 4340 Steel Using Taguchi MethodDocument6 pagesImage Processing To Measure Tool Wear For Turning AISI 4340 Steel Using Taguchi MethodCamila SarabiaNo ratings yet
- Modul 2 CDocument10 pagesModul 2 CHisokaNo ratings yet
- Research Article: Optimization of Surface Roughness in Drilling Medium-Density Fiberboard With A Parallel RobotDocument8 pagesResearch Article: Optimization of Surface Roughness in Drilling Medium-Density Fiberboard With A Parallel RobotyitayalNo ratings yet
- Application of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParametersDocument12 pagesApplication of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParameterscevherimNo ratings yet
- Experimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDocument11 pagesExperimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDr. Mahesh GopalNo ratings yet
- Che Do Cat1Document7 pagesChe Do Cat1Giang Hoai VuNo ratings yet
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDocument9 pagesSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNo ratings yet
- Vijay Kumar 2018Document13 pagesVijay Kumar 2018Tarun TiwariNo ratings yet
- Lean Thi Nki NGDocument17 pagesLean Thi Nki NGcevherimNo ratings yet
- Jurnal Prospro 2Document6 pagesJurnal Prospro 2I Gede Nengah Wika GunawanNo ratings yet
- Multi-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodDocument8 pagesMulti-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodAnushree VinuNo ratings yet
- A Literature Survey On Optimization of Drilling Process For Different MaterialsDocument11 pagesA Literature Survey On Optimization of Drilling Process For Different MaterialsInternational Journal of Technology and Emerging Sciences (IJTES)No ratings yet
- Machinng MinitabDocument5 pagesMachinng MinitabParanjothi Rajasekar -PD-WINCNo ratings yet
- Optimization of Machining Parameters in CNC Turning Using Firefly AlgorithmDocument6 pagesOptimization of Machining Parameters in CNC Turning Using Firefly AlgorithmElakkiya KarthicNo ratings yet
- Improvement in Surface Quality With High Production Rate Using Taguchi Method and GraDocument10 pagesImprovement in Surface Quality With High Production Rate Using Taguchi Method and GraIAEME PublicationNo ratings yet
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDocument6 pagesMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueNo ratings yet
- Experimental Investigations On Turning of Inconel 718: B.SatyanarayanaDocument8 pagesExperimental Investigations On Turning of Inconel 718: B.SatyanarayanaRaghavendra KalyanNo ratings yet
- Optimization of Turning Process Parameters by Using Grey-TaguchiDocument8 pagesOptimization of Turning Process Parameters by Using Grey-TaguchiDagim atnafuNo ratings yet
- Correlation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesDocument6 pagesCorrelation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesSurendra ShekhawatNo ratings yet
- Optimization of Machining Parameters For Turning Different Alloy Steel Using CNC - ReviewDocument8 pagesOptimization of Machining Parameters For Turning Different Alloy Steel Using CNC - Reviewsreejith2786No ratings yet
- Taguchi 1Document6 pagesTaguchi 1An NguyenNo ratings yet
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsDocument6 pagesEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraNo ratings yet
- Determination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysisDocument7 pagesDetermination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysishaiheeeNo ratings yet
- Determination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyDocument7 pagesDetermination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyerpublicationNo ratings yet
- Optimal machining parameters for EDM of SS304 using GRA and Taguchi methodDocument8 pagesOptimal machining parameters for EDM of SS304 using GRA and Taguchi methodBrijKishoreSinghNo ratings yet
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- Solved Examples: XRD: Q Q 2 SinDocument4 pagesSolved Examples: XRD: Q Q 2 SinVENKANNA GUGULOTHNo ratings yet
- GasifiersDocument11 pagesGasifiersDarling RajNo ratings yet
- 20041709Document62 pages20041709Larry SmithNo ratings yet
- q4t02 SolDocument2 pagesq4t02 SolZahrul LailiNo ratings yet
- Cyclic - Loading Indefinite PDFDocument7 pagesCyclic - Loading Indefinite PDFrekyNo ratings yet
- ENGN.2050-011 Assignment 08 Solution PDFDocument4 pagesENGN.2050-011 Assignment 08 Solution PDFDarling RajNo ratings yet
- Practice Exercises on Heat Transfer Analysis and Problem SolvingDocument9 pagesPractice Exercises on Heat Transfer Analysis and Problem SolvingDarling RajNo ratings yet
- Fluid Mechanics d203 ReseniDocument90 pagesFluid Mechanics d203 ReseniDennys Fabricio Ramirez100% (1)
- Appendix 2 - Technical SpecificationsDocument32 pagesAppendix 2 - Technical SpecificationsMouayed ZeadanNo ratings yet
- BumperDocument4 pagesBumpertsrNo ratings yet
- CE20100 Lecture 12Document33 pagesCE20100 Lecture 12sahan munasingheNo ratings yet
- HVAC Duct Insulation InstallationDocument3 pagesHVAC Duct Insulation InstallationDong VanraNo ratings yet
- Comparative Table of Aluminium AlloysDocument1 pageComparative Table of Aluminium AlloysLuca MemoliNo ratings yet
- Copper Tubing, Fittings & Insulation GuideDocument22 pagesCopper Tubing, Fittings & Insulation Guidelilama45-1No ratings yet
- Mechanical Test 1Document21 pagesMechanical Test 1Manoranjan sharmaNo ratings yet
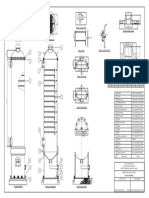
- Gambar Alat Utama Kolom AbsorberDocument1 pageGambar Alat Utama Kolom AbsorberMariaNo ratings yet
- Unit 7Document25 pagesUnit 7rameshbabu_1979No ratings yet
- Ce121 Le 1 Reviewer/Lester Jay Ollero /pageDocument10 pagesCe121 Le 1 Reviewer/Lester Jay Ollero /pageLester JayNo ratings yet
- Wall Ties and Restraint FixingsDocument32 pagesWall Ties and Restraint FixingsErnest JuniorNo ratings yet
- Die-Casting Machines 1913 PDFDocument48 pagesDie-Casting Machines 1913 PDFOceanNo ratings yet
- ANALYSIS & DESIGNDocument7 pagesANALYSIS & DESIGND.V.Srinivasa RaoNo ratings yet
- Guard Room DetailsDocument2 pagesGuard Room Detailscome2pratikNo ratings yet
- Unit Price List For CCTV ProjectDocument10 pagesUnit Price List For CCTV ProjectSalman FayyazNo ratings yet
- pRICE LISTDocument3 pagespRICE LISTJohn ChristopherNo ratings yet
- Vinyl TechnicalDocument79 pagesVinyl TechnicalSSEW SIDINGWATNo ratings yet
- Failure Analysis of A Crankshaft Made From Ductile Cast IronDocument8 pagesFailure Analysis of A Crankshaft Made From Ductile Cast IronAditya AfandiNo ratings yet
- Sonam Internship Report-1.0Document36 pagesSonam Internship Report-1.0Sonam TsomuNo ratings yet
- Design Mix M 30 PPC - CP2659-41Document2 pagesDesign Mix M 30 PPC - CP2659-41Sathish AnandakumarNo ratings yet
- Pipe - BOQDocument1 pagePipe - BOQعامر شیخNo ratings yet
- Flexible Vinamold Mould Making GuideDocument3 pagesFlexible Vinamold Mould Making Guider_alhamesNo ratings yet
- Pipe King Product BrochureDocument34 pagesPipe King Product BrochureAnonymous eq5zSUNo ratings yet
- Mastic Asphalt Design (Without Ca)Document30 pagesMastic Asphalt Design (Without Ca)Soundar PachiappanNo ratings yet
- Ps Primer: DescriptionDocument2 pagesPs Primer: DescriptionEngr KamalNo ratings yet
- HydroMax Weld NippleDocument12 pagesHydroMax Weld NippleAyman AlhalfawyNo ratings yet