You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Recirculating Aquaculture System-Based Salmon FarmingDocument4 pagesRecirculating Aquaculture System-Based Salmon FarmingamirlngNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Harga Patokan Batubara November 2013Document6 pagesHarga Patokan Batubara November 2013Adhan S RamadhaniNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Indonesia Zero Emissions Application EMISI Methodology For CalculatingDocument30 pagesIndonesia Zero Emissions Application EMISI Methodology For CalculatingamirlngNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- A Case Study, Performance Comparison of Solar Power Generation Between GridLAB-D and SAM in Dili Timor LesteDocument22 pagesA Case Study, Performance Comparison of Solar Power Generation Between GridLAB-D and SAM in Dili Timor LesteamirlngNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- CCS Based On Coal & H2 PlantDocument1,028 pagesCCS Based On Coal & H2 PlantamirlngNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Iclg Oil Gas Regulation 2019Document14 pagesIclg Oil Gas Regulation 2019Rizal NasutionNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Jmse 07 00354 v2 PDFDocument37 pagesJmse 07 00354 v2 PDFZaki UlfauziNo ratings yet
- 2020 Thermal Generation Stack Update ReportDocument100 pages2020 Thermal Generation Stack Update ReportamirlngNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Gudeline For Implementing Green House Gas Emission Reduction Action PlanDocument165 pagesGudeline For Implementing Green House Gas Emission Reduction Action Planamirlng100% (1)
- UK Energy in Brief 2021Document52 pagesUK Energy in Brief 2021amirlngNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Harga Patokan Batubara November 2013Document6 pagesHarga Patokan Batubara November 2013Adhan S RamadhaniNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Global Gas Flaring ReductionDocument9 pagesGlobal Gas Flaring ReductionamirlngNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- UK Energy in Brief 2021Document52 pagesUK Energy in Brief 2021amirlngNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- An Innovative Solution For Fixed Offshore LNG Regasification TerminalsDocument12 pagesAn Innovative Solution For Fixed Offshore LNG Regasification TerminalsamirlngNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Bureau Veritas Issues FSU, FSRU Conversion GuidelinesDocument1 pageBureau Veritas Issues FSU, FSRU Conversion GuidelinesamirlngNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Petrochemical IndustryDocument12 pagesPetrochemical IndustryamirlngNo ratings yet
- Gazprom Greenhouse Gas Emissions Study Akopova-VNIIGAZDocument19 pagesGazprom Greenhouse Gas Emissions Study Akopova-VNIIGAZamirlngNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- GHG Emision Reduction Emission InitiaveDocument12 pagesGHG Emision Reduction Emission InitiaveamirlngNo ratings yet
- Raw Nat GasDocument15 pagesRaw Nat GasamirlngNo ratings yet
- Hanas - LNG - March 2011 - WebDocument4 pagesHanas - LNG - March 2011 - WebamirlngNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Bank/GGFR: Indonesia Associated Gas Survey - Screening & Economic Analysis Report (Final) 25 October 2006Document102 pagesThe World Bank/GGFR: Indonesia Associated Gas Survey - Screening & Economic Analysis Report (Final) 25 October 2006amirlngNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Flare Reduction Project Family: October 2009Document67 pagesFlare Reduction Project Family: October 2009amirlngNo ratings yet
- Gas Flaring Reduction PDFDocument141 pagesGas Flaring Reduction PDFamirlngNo ratings yet
- Guild Associates Customer Information QuestionsDocument4 pagesGuild Associates Customer Information QuestionsamirlngNo ratings yet
- REVIEW ON ECONOMICAL EFFICIENCY OF LNG COLD ENERGY in South Korea PDFDocument11 pagesREVIEW ON ECONOMICAL EFFICIENCY OF LNG COLD ENERGY in South Korea PDFamirlngNo ratings yet
- Coal Bed Coal Mine Methane UpgradingDocument7 pagesCoal Bed Coal Mine Methane UpgradingamirlngNo ratings yet
- PRESSURELESS CRYOGENIC CONVERSION OF BIOGAS - Hofmann - FinalDocument7 pagesPRESSURELESS CRYOGENIC CONVERSION OF BIOGAS - Hofmann - FinalamirlngNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- LNG 6 - Safeguard Systems 7.3.09-Aacomments-Aug09Document8 pagesLNG 6 - Safeguard Systems 7.3.09-Aacomments-Aug09amirlngNo ratings yet
- REVIEW ON ECONOMICAL EFFICIENCY OF LNG COLD ENERGY in South Korea PDFDocument11 pagesREVIEW ON ECONOMICAL EFFICIENCY OF LNG COLD ENERGY in South Korea PDFamirlngNo ratings yet
- Bermad: Pressure Reducing Valve Model 42TDocument4 pagesBermad: Pressure Reducing Valve Model 42TJESUS HUAMANINo ratings yet
- CF75G - Oil-Injected Screw Compressor Airend: Operating RangeDocument1 pageCF75G - Oil-Injected Screw Compressor Airend: Operating Rangeahmad nh100% (1)
- Lec 9 Types of PumpsDocument26 pagesLec 9 Types of PumpsAdnan JavedNo ratings yet
- Technical Information and Variances.: Spec/Feature Vst-Se VST-Mini CommentsDocument1 pageTechnical Information and Variances.: Spec/Feature Vst-Se VST-Mini CommentsAhmadNo ratings yet
- Crankcase Ventilation System Diagnosis and Measurement Technical Service BulletinDocument5 pagesCrankcase Ventilation System Diagnosis and Measurement Technical Service Bulletinonukvedat7219No ratings yet
- Selfact DINDocument20 pagesSelfact DINmrbundle3129No ratings yet
- ME 559 - Unit 5Document24 pagesME 559 - Unit 5TheoNo ratings yet
- Ready Stock ListDocument11 pagesReady Stock ListMd. Matiur RahmanNo ratings yet
- Section 2 Hydrostatic Drive SystemDocument53 pagesSection 2 Hydrostatic Drive SystemREMZONANo ratings yet
- Module 2 - Pumps: Engr. P.C. Ramos - Mechanical Engineering Department - 1Document6 pagesModule 2 - Pumps: Engr. P.C. Ramos - Mechanical Engineering Department - 1Цедіе РамосNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- En Iso 6431Document20 pagesEn Iso 6431Silviu DochiaNo ratings yet
- Piping Interview Questions 1Document3 pagesPiping Interview Questions 1mithunjobs80% (5)
- Calculating The Pump Head - PDF - Extract PDFDocument1 pageCalculating The Pump Head - PDF - Extract PDFVISHALNo ratings yet
- Pipeline Pigging Handbook 10Document1 pagePipeline Pigging Handbook 10Bruno GonçalvesNo ratings yet
- Pneumatic Troubleshooting Pneumatic Systems-Course 310, Lesson 1Document13 pagesPneumatic Troubleshooting Pneumatic Systems-Course 310, Lesson 1Lawrence WilsonNo ratings yet
- Balem 531-S (Cooling Tower) PDFDocument2 pagesBalem 531-S (Cooling Tower) PDFanon_210074734No ratings yet
- RacDocument22 pagesRachelmyNo ratings yet
- Principles of HydrodynamicsDocument28 pagesPrinciples of HydrodynamicsSilverlandNo ratings yet
- S87389 ALUCAN Tetrad 202 CDL LOE X1 Tab Minster Press SparesDocument2 pagesS87389 ALUCAN Tetrad 202 CDL LOE X1 Tab Minster Press SparesRicardo Calmon0% (1)
- MAN Maintenance ScheduleDocument34 pagesMAN Maintenance ScheduleTesta Bonaventura Vincenzo100% (2)
- Sandvik Performance FluidsDocument4 pagesSandvik Performance Fluidspaul heberth areche conovilcaNo ratings yet
- How To Calculate Vessel Depressurization Time With QuickDocument4 pagesHow To Calculate Vessel Depressurization Time With Quickhgandhi02No ratings yet
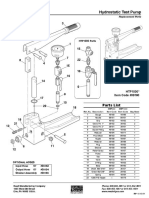
- Hydrostatic Test Pump: HTP1000 PartsDocument1 pageHydrostatic Test Pump: HTP1000 PartsPedro SequedaNo ratings yet
- 5 HP Air Compressor Compresseur D'air de 5 HP Compresor de Aire de 5 CPDocument4 pages5 HP Air Compressor Compresseur D'air de 5 HP Compresor de Aire de 5 CPEdisonMartinezNo ratings yet
- FKQ640-6 - BopDocument1 pageFKQ640-6 - BopLucasNo ratings yet
- 5.1 Log SheetDocument9 pages5.1 Log Sheetmohan babuNo ratings yet
- 5833b509 Bbc8 4f4f 9b4a 513bc0a8000a Standard Drawings Vol. 1Document51 pages5833b509 Bbc8 4f4f 9b4a 513bc0a8000a Standard Drawings Vol. 1Mohd Muzani MustafaNo ratings yet
- Cryostar TPDocument2 pagesCryostar TPArif HakimNo ratings yet
- Laboratory Manual: II Year B. Tech I-Semester Mechanical EngineeringDocument45 pagesLaboratory Manual: II Year B. Tech I-Semester Mechanical Engineeringmuhammad ahsanNo ratings yet
- Catalogue Data Everest Heat Pump (10-108)Document15 pagesCatalogue Data Everest Heat Pump (10-108)rachman hardianNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)