You might also like
- ME128 Blockage of The Fuel Oil Auto Back Wash StrainerDocument1 pageME128 Blockage of The Fuel Oil Auto Back Wash StrainerRani Nouman0% (1)
- Signature AssignmentDocument11 pagesSignature AssignmentHugoNo ratings yet
- US Navy Foundry ManualDocument347 pagesUS Navy Foundry ManualMahdiNo ratings yet
- Marine Aluminum Plate - ASTM Standard Specification B 928 and The Events Leading To Its AdoptionDocument18 pagesMarine Aluminum Plate - ASTM Standard Specification B 928 and The Events Leading To Its AdoptionxharpreetxNo ratings yet
- The Little Blue Book On SchedulingDocument105 pagesThe Little Blue Book On Schedulingparagjain007No ratings yet
- ExperimentDocument8 pagesExperimentAlex YoungNo ratings yet
- Main Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCDocument2 pagesMain Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCRani NoumanNo ratings yet
- Cylinder Cover Stud Bolt Fracture: Return To TOCDocument3 pagesCylinder Cover Stud Bolt Fracture: Return To TOCRani NoumanNo ratings yet
- Main Cylinder Liner Crack: Return To TOCDocument3 pagesMain Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 pagesFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNo ratings yet
- ME126 Fracture of The ME Tie RodDocument2 pagesME126 Fracture of The ME Tie RodRani NoumanNo ratings yet
- Trouble With Steering Rudder Carrier: Return To TOCDocument2 pagesTrouble With Steering Rudder Carrier: Return To TOCRani NoumanNo ratings yet
- Damage To Idle Gear of Drive LO Pump For Diesel GeneratorDocument2 pagesDamage To Idle Gear of Drive LO Pump For Diesel GeneratorRani NoumanNo ratings yet
- Crack in The Main Engine Piston Crown: Return To TOCDocument3 pagesCrack in The Main Engine Piston Crown: Return To TOCRani NoumanNo ratings yet
- Breakage of The Main Engine Piston Crown Clamping Bolt: 1. Trouble MachineryDocument2 pagesBreakage of The Main Engine Piston Crown Clamping Bolt: 1. Trouble MachineryRani NoumanNo ratings yet
- Damage To The Fitting Hole of Starting Valve On The Main Engine Cylinder CoverDocument3 pagesDamage To The Fitting Hole of Starting Valve On The Main Engine Cylinder CoverRani NoumanNo ratings yet
- Loosening and Drop Off of Main Engine Cam Shaft Coupling BoltsDocument2 pagesLoosening and Drop Off of Main Engine Cam Shaft Coupling BoltsKišić SpasojeNo ratings yet
- BSC79Document8 pagesBSC79Hường NguyễnNo ratings yet
- Accidente Hazmat Hzb0401Document10 pagesAccidente Hazmat Hzb0401Mario GaytanNo ratings yet
- Abrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitDocument3 pagesAbrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitRani NoumanNo ratings yet
- Loosening and Drop Off of Main Engine Cam Shaft Coupling BoltsDocument2 pagesLoosening and Drop Off of Main Engine Cam Shaft Coupling BoltsTunaNo ratings yet
- (2003) Analysis of A Vehicle Crankshat FailureDocument12 pages(2003) Analysis of A Vehicle Crankshat FailuresyaukatyNo ratings yet
- Main Engine Fuel Pump Drive Roller Damage: Return To TOCDocument2 pagesMain Engine Fuel Pump Drive Roller Damage: Return To TOCTunaNo ratings yet
- ELISSA Tale of RivetDocument157 pagesELISSA Tale of RivetJamie WhiteNo ratings yet
- Generator Starting Failure: Return To TOCDocument2 pagesGenerator Starting Failure: Return To TOCRani NoumanNo ratings yet
- ELISSA Tale of A RivetDocument157 pagesELISSA Tale of A RivetJamie WhiteNo ratings yet
- Lou de Mer Pre Purchase Survey ReportDocument18 pagesLou de Mer Pre Purchase Survey ReportSteve HartNo ratings yet
- Shaper Cut GearsDocument5 pagesShaper Cut GearstaiwestNo ratings yet
- Applications Cast Iron Modern Automobile Construction. : ExgineersDocument20 pagesApplications Cast Iron Modern Automobile Construction. : ExgineersXantos YulianNo ratings yet
- Main Engine Cylinder Liner Crack: Return To TOCDocument2 pagesMain Engine Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- FO Purifier Bowl Malfunction: Return To TOCDocument2 pagesFO Purifier Bowl Malfunction: Return To TOCRani NoumanNo ratings yet
- Main Engine Governor Operation Failure: Return To TOCDocument2 pagesMain Engine Governor Operation Failure: Return To TOCRani NoumanNo ratings yet
- Stuffing Box/Piston Damage: Return To TOCDocument3 pagesStuffing Box/Piston Damage: Return To TOCRani NoumanNo ratings yet
- Rudders Maintenance ManualDocument33 pagesRudders Maintenance ManualDawid DobrzańskiNo ratings yet
- Bare Metal MiG FSM 2006 - 03Document5 pagesBare Metal MiG FSM 2006 - 03PieroGolisanoNo ratings yet
- PSE 33 MACHINERY OHAUL REPORT-No.1 Cyl. Head, Liner, Piston and RodDocument1 pagePSE 33 MACHINERY OHAUL REPORT-No.1 Cyl. Head, Liner, Piston and Rod毕研涛No ratings yet
- Generator Engine Suction Valve Rod Severance: Return To TOCDocument3 pagesGenerator Engine Suction Valve Rod Severance: Return To TOCRani NoumanNo ratings yet
- Fatigue Some Famous Accidents and Some Less FamousDocument10 pagesFatigue Some Famous Accidents and Some Less FamoushiyeonNo ratings yet
- Review of A Steel Offshore Cruising SailboatDocument55 pagesReview of A Steel Offshore Cruising Sailboattheo_swaranNo ratings yet
- Rudder ConstructionDocument54 pagesRudder ConstructionAnkur Sharma100% (1)
- Iwo Jima - NationaBoard NewsDocument5 pagesIwo Jima - NationaBoard NewsThiago CosenzaNo ratings yet
- UntitledDocument29 pagesUntitledGuillermo BeltriNo ratings yet
- Phil Irving - Web PDFDocument3 pagesPhil Irving - Web PDFprakash saralayaNo ratings yet
- Main Engine Fuel Cam Roller Damage: Return To TOCDocument4 pagesMain Engine Fuel Cam Roller Damage: Return To TOCRani NoumanNo ratings yet
- Marinediesels - Co.Uk Sample Questions Chiefs Engineers Motor EksDocument2 pagesMarinediesels - Co.Uk Sample Questions Chiefs Engineers Motor Eks666667No ratings yet
- DFT Avsafety PDF 501965Document3 pagesDFT Avsafety PDF 501965syaiful azlanNo ratings yet
- Main Engine Piston, Cylinder Liner Damage From Blow By: Return To TOCDocument2 pagesMain Engine Piston, Cylinder Liner Damage From Blow By: Return To TOCRani NoumanNo ratings yet
- Bent Lifeboat Engine Connecting Rod: ME541 Technical CommitteeDocument2 pagesBent Lifeboat Engine Connecting Rod: ME541 Technical CommitteeKupujem HNNo ratings yet
- The Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron ParrDocument5 pagesThe Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron Parrvaratharajan g rNo ratings yet
- Rudder Fully ExplainedDocument51 pagesRudder Fully Explainedshirishkv100% (3)
- Lecture JL Notes: Casting Basic Mechanical EngineeringDocument2 pagesLecture JL Notes: Casting Basic Mechanical EngineeringQuanta BosonNo ratings yet
- ME198 Main Engine Cylinder Liner TroubleDocument2 pagesME198 Main Engine Cylinder Liner TroubleRani NoumanNo ratings yet
- Case Studies in Engineering Failure Analysis: Michael K. BudinskiDocument11 pagesCase Studies in Engineering Failure Analysis: Michael K. BudinskijarnebergNo ratings yet
- What Really Sank The Titanic?Document1 pageWhat Really Sank The Titanic?Leochemical ChemicalNo ratings yet
- Main Engine Fuel Pump Drive Roller Breakage: Return To TOCDocument2 pagesMain Engine Fuel Pump Drive Roller Breakage: Return To TOCRani NoumanNo ratings yet
- B&W S60MC M.E Ahead and Astern Changing Function InabilityDocument3 pagesB&W S60MC M.E Ahead and Astern Changing Function InabilityRani NoumanNo ratings yet
- Manual de SoldaduraDocument28 pagesManual de SoldadurakarumaNo ratings yet
- Projectreport 180130230756Document24 pagesProjectreport 180130230756ionut_bordeianu5534No ratings yet
- ME192Document1 pageME192Kupujem HNNo ratings yet
- Root Cause Analysis of Bridle Roll Shaft Failure at Continuous Process IndustryDocument15 pagesRoot Cause Analysis of Bridle Roll Shaft Failure at Continuous Process IndustryPuja BhandarkarNo ratings yet
- Practical Manual: Course: SemesterDocument50 pagesPractical Manual: Course: SemesterJustus VenterNo ratings yet
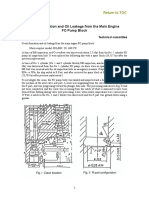
- ME127 Crack Formation and Oil Leakage From The ME FO Pump BlockDocument1 pageME127 Crack Formation and Oil Leakage From The ME FO Pump BlockRani NoumanNo ratings yet
- Encl-Regulation On Templates (OJ - L - 202302449)Document31 pagesEncl-Regulation On Templates (OJ - L - 202302449)Rani NoumanNo ratings yet
- Generator Engine Suction Valve Rod Severance: Return To TOCDocument3 pagesGenerator Engine Suction Valve Rod Severance: Return To TOCRani NoumanNo ratings yet
- Cargo Oil Pump Turbine Condenser Damage: Return To TOCDocument4 pagesCargo Oil Pump Turbine Condenser Damage: Return To TOCRani NoumanNo ratings yet
- ME125 HFO Purifier Upper BearingDocument2 pagesME125 HFO Purifier Upper BearingRani NoumanNo ratings yet
- ME126 Fracture of The ME Tie RodDocument2 pagesME126 Fracture of The ME Tie RodRani NoumanNo ratings yet
- Main Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCDocument2 pagesMain Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCRani NoumanNo ratings yet
- Main Engine Startup Failure: Return To TOCDocument4 pagesMain Engine Startup Failure: Return To TOCRani NoumanNo ratings yet
- Main Engine Governor Operation Failure: Return To TOCDocument2 pagesMain Engine Governor Operation Failure: Return To TOCRani NoumanNo ratings yet
- Damage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitDocument2 pagesDamage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitRani NoumanNo ratings yet
- Inappropriate Boiler Water Circulation Ratio of High Pressure Boiler Circulation Water PumpDocument2 pagesInappropriate Boiler Water Circulation Ratio of High Pressure Boiler Circulation Water PumpRani NoumanNo ratings yet
- Breakage of Generator Connecting Rod: Return To TOCDocument3 pagesBreakage of Generator Connecting Rod: Return To TOCRani NoumanNo ratings yet
- Open Failure of ACB of Turbo Generator: Return To TOCDocument2 pagesOpen Failure of ACB of Turbo Generator: Return To TOCRani NoumanNo ratings yet
- Damage To Idle Gear of Drive LO Pump For Diesel GeneratorDocument2 pagesDamage To Idle Gear of Drive LO Pump For Diesel GeneratorRani NoumanNo ratings yet
- Crack in The Main Engine Piston Crown: Return To TOCDocument3 pagesCrack in The Main Engine Piston Crown: Return To TOCRani NoumanNo ratings yet
- Main Engine Turbocharger Damage: Return To TOCDocument2 pagesMain Engine Turbocharger Damage: Return To TOCRani NoumanNo ratings yet
- Workshop CRT Inoperative: Return To TOCDocument2 pagesWorkshop CRT Inoperative: Return To TOCRani NoumanNo ratings yet
- Auxiliary Air Compressor Damage Incident: Return To TOCDocument2 pagesAuxiliary Air Compressor Damage Incident: Return To TOCRani NoumanNo ratings yet
- Burnout of ACB of Main Switchboard: Return To TOCDocument2 pagesBurnout of ACB of Main Switchboard: Return To TOCRani Nouman100% (1)
- Fuel Oil Contamination of Boiler: Return To TOCDocument2 pagesFuel Oil Contamination of Boiler: Return To TOCRani NoumanNo ratings yet
- Fault of Main Engine Cylinder Oil Lubricator Feeding Amount: Return To TOCDocument2 pagesFault of Main Engine Cylinder Oil Lubricator Feeding Amount: Return To TOCRani NoumanNo ratings yet
- Detachment of Lubricator Drive Unit Gear For Main Engine: Return To TOCDocument2 pagesDetachment of Lubricator Drive Unit Gear For Main Engine: Return To TOCRani NoumanNo ratings yet
- Abrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitDocument3 pagesAbrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitRani NoumanNo ratings yet
- Damage To Diesel Generator Fuel Valve Cooling Pump Drive GearDocument2 pagesDamage To Diesel Generator Fuel Valve Cooling Pump Drive GearRani NoumanNo ratings yet
- Boiler Water-Wall Tube Leakage: Return To TOCDocument2 pagesBoiler Water-Wall Tube Leakage: Return To TOCRani NoumanNo ratings yet
- Main Engine Speed Setting Inability Due To Damage of The Main Engine GovernorDocument2 pagesMain Engine Speed Setting Inability Due To Damage of The Main Engine GovernorRani NoumanNo ratings yet
- Main Engine Maneuvering System Trouble: Return To TOCDocument3 pagesMain Engine Maneuvering System Trouble: Return To TOCRani NoumanNo ratings yet
- Main Cylinder Liner Crack: Return To TOCDocument3 pagesMain Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- Brake Malfunction of Life Boat Winch: Return To TOCDocument3 pagesBrake Malfunction of Life Boat Winch: Return To TOCRani NoumanNo ratings yet
- Difference Between ISO-IEC 17025 and ISO 10012Document3 pagesDifference Between ISO-IEC 17025 and ISO 10012carlosalejo100% (1)
- Ann. Anim. Sci., Vol. 16, No. 2 (2016) 507-519 DOI: 10.1515/aoas-2015-0087Document13 pagesAnn. Anim. Sci., Vol. 16, No. 2 (2016) 507-519 DOI: 10.1515/aoas-2015-0087Cristian José CardozoNo ratings yet
- Motives and Functions of A Business Chapter 1Document31 pagesMotives and Functions of A Business Chapter 1Zeeshan AfzalNo ratings yet
- Muhammad Arham CVDocument2 pagesMuhammad Arham CVHaseeb AhmedNo ratings yet
- VW - tb.17!06!01 Engine Oils THat Meet VW Standards VW 502 00 and VW 505 01Document8 pagesVW - tb.17!06!01 Engine Oils THat Meet VW Standards VW 502 00 and VW 505 01SlobodanNo ratings yet
- Keyboard ShortcutsDocument11 pagesKeyboard Shortcutsashscribd_idNo ratings yet
- Java-Frequently Asked Interview QuestionsDocument2 pagesJava-Frequently Asked Interview QuestionsS.S. AmmarNo ratings yet
- HVDC Ground ElectrodeDocument13 pagesHVDC Ground ElectrodeHeather CarterNo ratings yet
- 1 s2.0 S2590098621000130 MainDocument8 pages1 s2.0 S2590098621000130 MainEgo-free New-earthNo ratings yet
- Pillars of Strength: Meeting The Demands of Learners With Special Educational Needs (LSENs) in Surigao City National High SchoolDocument33 pagesPillars of Strength: Meeting The Demands of Learners With Special Educational Needs (LSENs) in Surigao City National High Schoolvinay kumarNo ratings yet
- Qualcast Trucks Catalog2015Document188 pagesQualcast Trucks Catalog2015Edwin Javier Garavito100% (2)
- The Development of Self-Control of Emotion PDFDocument21 pagesThe Development of Self-Control of Emotion PDFAcelaFloyretteBorregoFabelaNo ratings yet
- Agricultural Revolution - Industrial RevolutionDocument2 pagesAgricultural Revolution - Industrial RevolutionJenni SilvaNo ratings yet
- Mazda3 Takuya Brochure July 10Document3 pagesMazda3 Takuya Brochure July 10Rujisak MuangsongNo ratings yet
- Secret Behind The SecretDocument4 pagesSecret Behind The Secret9continentsNo ratings yet
- Grade 7 3rd Term English Question 2078Document8 pagesGrade 7 3rd Term English Question 2078Deependra SilwalNo ratings yet
- Kunal RawatDocument4 pagesKunal RawatGuar GumNo ratings yet
- Mathematics Lesson 4 - 4 Digits Addition Worded With 0Document9 pagesMathematics Lesson 4 - 4 Digits Addition Worded With 0api-381088463No ratings yet
- Mesozoic Orogenic Gold Deposits in Mexico - 2015 - Ore Geology Reviews PDFDocument12 pagesMesozoic Orogenic Gold Deposits in Mexico - 2015 - Ore Geology Reviews PDFMaricela GarciaNo ratings yet
- JAVASCRIPT Path FinderDocument98 pagesJAVASCRIPT Path FindernandanNo ratings yet
- ASTM D610 - Standard Practice For Evaluating Degree of Rusting On Painted Steel SurfacesDocument6 pagesASTM D610 - Standard Practice For Evaluating Degree of Rusting On Painted Steel SurfacesRoger SchvepperNo ratings yet
- TAD940GEDocument2 pagesTAD940GEhumbertoNo ratings yet
- Hristo Boev ShumenRevisedDocument6 pagesHristo Boev ShumenRevisedHristo BoevNo ratings yet
- The Edge - Financial Daily PDFDocument33 pagesThe Edge - Financial Daily PDFQuatly QasyahNo ratings yet
- Relé PDFDocument94 pagesRelé PDFjuanNo ratings yet
- Bowl CleanerDocument2 pagesBowl CleanercendraNo ratings yet
- Marketing Intelligence From Data Mining Perspective - A Literature ReviewDocument7 pagesMarketing Intelligence From Data Mining Perspective - A Literature ReviewSyauqi RahmatNo ratings yet