You might also like
- Oil Spill Remediation: Colloid Chemistry-Based Principles and SolutionsFrom EverandOil Spill Remediation: Colloid Chemistry-Based Principles and SolutionsNo ratings yet
- Damage To Idle Gear of Drive LO Pump For Diesel GeneratorDocument2 pagesDamage To Idle Gear of Drive LO Pump For Diesel GeneratorRani NoumanNo ratings yet
- Cargo Oil Pump Turbine Condenser Damage: Return To TOCDocument4 pagesCargo Oil Pump Turbine Condenser Damage: Return To TOCRani NoumanNo ratings yet
- Cargo Oil Pump Turbine Condenser Damage: Return To TOCDocument4 pagesCargo Oil Pump Turbine Condenser Damage: Return To TOCRani NoumanNo ratings yet
- Main Engine Cylinder Liner Crack: Return To TOCDocument2 pagesMain Engine Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- Main Engine No. 1 Cylinder Hammering: Return To TOCDocument2 pagesMain Engine No. 1 Cylinder Hammering: Return To TOCRani NoumanNo ratings yet
- Diesel Generator Crank Shaft Balance Weight Mounting Bolt BreakageDocument2 pagesDiesel Generator Crank Shaft Balance Weight Mounting Bolt BreakageRani NoumanNo ratings yet
- Breakage of Main Engine Lubricating Oil Cooler End Cover: Return To TOCDocument2 pagesBreakage of Main Engine Lubricating Oil Cooler End Cover: Return To TOCRani NoumanNo ratings yet
- Damage To The Fitting Hole of Starting Valve On The Main Engine Cylinder CoverDocument3 pagesDamage To The Fitting Hole of Starting Valve On The Main Engine Cylinder CoverRani NoumanNo ratings yet
- Diesel Generator System Oil Consumption Increase: ReturnDocument3 pagesDiesel Generator System Oil Consumption Increase: ReturnKupujem HNNo ratings yet
- Generator Engine Suction Valve Rod Severance: Return To TOCDocument3 pagesGenerator Engine Suction Valve Rod Severance: Return To TOCRani NoumanNo ratings yet
- Main Cylinder Liner Crack: Return To TOCDocument3 pagesMain Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- Cylinder Cover Stud Bolt Fracture: Return To TOCDocument3 pagesCylinder Cover Stud Bolt Fracture: Return To TOCRani NoumanNo ratings yet
- Loss of Steering Control Due To Abrasion of Sliding Parts of Steering EquipmentDocument2 pagesLoss of Steering Control Due To Abrasion of Sliding Parts of Steering EquipmentRani NoumanNo ratings yet
- Damage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitDocument2 pagesDamage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitRani NoumanNo ratings yet
- Damage To Diesel Generator Fuel Valve Cooling Pump Drive GearDocument2 pagesDamage To Diesel Generator Fuel Valve Cooling Pump Drive GearRani NoumanNo ratings yet
- Main Feed Water Pump Damage: Return To TOCDocument2 pagesMain Feed Water Pump Damage: Return To TOCTunaNo ratings yet
- Main Engine Piston Cooling Oil Pipe Damage: Return To TOCDocument2 pagesMain Engine Piston Cooling Oil Pipe Damage: Return To TOCRani NoumanNo ratings yet
- Main Engine Cylinder Liner Crack: Return To TOCDocument3 pagesMain Engine Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- Abrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitDocument3 pagesAbrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitRani NoumanNo ratings yet
- Main Engine Piston, Cylinder Liner Damage From Blow By: Return To TOCDocument2 pagesMain Engine Piston, Cylinder Liner Damage From Blow By: Return To TOCRani NoumanNo ratings yet
- B&W S60MC M.E Ahead and Astern Changing Function InabilityDocument3 pagesB&W S60MC M.E Ahead and Astern Changing Function InabilityRani NoumanNo ratings yet
- Blockage of Sea Water-Side Cooling Tubes For The Main Engine Scavenging Air CoolerDocument2 pagesBlockage of Sea Water-Side Cooling Tubes For The Main Engine Scavenging Air CoolerRani NoumanNo ratings yet
- Medium Speed Engine For Main Engine Crank Pin Bearing Burn DamageDocument3 pagesMedium Speed Engine For Main Engine Crank Pin Bearing Burn DamageRani NoumanNo ratings yet
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 pagesFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNo ratings yet
- Main Engine Fuel Cam Roller Damage: Return To TOCDocument4 pagesMain Engine Fuel Cam Roller Damage: Return To TOCRani NoumanNo ratings yet
- Answer:-Repeat QuestionDocument13 pagesAnswer:-Repeat Questionsumitsinha89No ratings yet
- MOTOR and MEPDocument46 pagesMOTOR and MEPAbhirup BandyopadhyayNo ratings yet
- Vertical Shaft Damage of Cylinder Oil Lubricator Drive Unit For Main EngineDocument3 pagesVertical Shaft Damage of Cylinder Oil Lubricator Drive Unit For Main EngineRani NoumanNo ratings yet
- Fracture and Drop Off of The Main Engine Exhaust Valve Rod Valve FilletDocument3 pagesFracture and Drop Off of The Main Engine Exhaust Valve Rod Valve FilletKupujem HNNo ratings yet
- ME759Document2 pagesME759Kišić SpasojeNo ratings yet
- Breakage of Main Air Compressor Piston: Return To TOCDocument2 pagesBreakage of Main Air Compressor Piston: Return To TOCRani NoumanNo ratings yet
- Method For Repairing A CastingDocument10 pagesMethod For Repairing A Castingtyhello21No ratings yet
- Main Engine Fuel Pump Drive Roller Damage: Return To TOCDocument2 pagesMain Engine Fuel Pump Drive Roller Damage: Return To TOCTunaNo ratings yet
- Main Engine Reversing Failure: Return To TOCDocument3 pagesMain Engine Reversing Failure: Return To TOCRani NoumanNo ratings yet
- Fault of Main Engine Cylinder Oil Lubricator Feeding Amount: Return To TOCDocument2 pagesFault of Main Engine Cylinder Oil Lubricator Feeding Amount: Return To TOCRani NoumanNo ratings yet
- Mek 2000 March 95 SR - No.2Document2 pagesMek 2000 March 95 SR - No.2Bhupender RamchandaniNo ratings yet
- StructuralModifications To theFPSOKuitoCargoTanksDocument8 pagesStructuralModifications To theFPSOKuitoCargoTanksGion67No ratings yet
- 26 418Document6 pages26 418ari_prasNo ratings yet
- Aiche-36-011Failure of Cooling Water CirculatingDocument10 pagesAiche-36-011Failure of Cooling Water CirculatingHsein WangNo ratings yet
- 2019 Feb EkgDocument21 pages2019 Feb EkgTEY NuwansaraNo ratings yet
- Me186 Me TC SurgingDocument2 pagesMe186 Me TC SurgingRani NoumanNo ratings yet
- Loosening and Drop Off of Main Engine Cam Shaft Coupling BoltsDocument2 pagesLoosening and Drop Off of Main Engine Cam Shaft Coupling BoltsKišić SpasojeNo ratings yet
- Main Engine Turbocharger Damage: Return To TOCDocument2 pagesMain Engine Turbocharger Damage: Return To TOCRani NoumanNo ratings yet
- Realignment of ShipDocument23 pagesRealignment of ShipAlfredo Ortiz BocanegraNo ratings yet
- Generator Turbocharger Damage: Return To TOCDocument2 pagesGenerator Turbocharger Damage: Return To TOCRani NoumanNo ratings yet
- Main Engine Fuel Pump Drive Roller Breakage: Return To TOCDocument2 pagesMain Engine Fuel Pump Drive Roller Breakage: Return To TOCRani NoumanNo ratings yet
- Turbo Generator Turbine Rotor Breakage: 1. Failed EquipmentDocument3 pagesTurbo Generator Turbine Rotor Breakage: 1. Failed EquipmentRani NoumanNo ratings yet
- Deep Water Horizon Incident ReportDocument16 pagesDeep Water Horizon Incident ReportNisha FareenaNo ratings yet
- A CASE STUDY ON ROTOR DAMAGE DUE TO ELECTROMAGNETIC SHAFT CURRENTS - Singh PDFDocument13 pagesA CASE STUDY ON ROTOR DAMAGE DUE TO ELECTROMAGNETIC SHAFT CURRENTS - Singh PDFJose PradoNo ratings yet
- Pitting of Fuel Oil Purifier Main Cylinder: ReturnDocument1 pagePitting of Fuel Oil Purifier Main Cylinder: ReturnSpasojeNo ratings yet
- Stuffing Box/Piston Damage: Return To TOCDocument3 pagesStuffing Box/Piston Damage: Return To TOCRani NoumanNo ratings yet
- Chapter - 3 Study of The Components of The EngineDocument14 pagesChapter - 3 Study of The Components of The EngineKenmoe T DonasNo ratings yet
- SPE 137232 First Surface Driven PCP Application On Alaska's North SlopeDocument5 pagesSPE 137232 First Surface Driven PCP Application On Alaska's North SlopeJosé TimanáNo ratings yet
- Parts FailureDocument5 pagesParts Failuremy generalNo ratings yet
- Main Engine Governor Operation Failure: Return To TOCDocument2 pagesMain Engine Governor Operation Failure: Return To TOCRani NoumanNo ratings yet
- Klasa EngleskiDocument7 pagesKlasa EngleskiZdravko PeranNo ratings yet
- Temperature Pressure Ls Diesel Engines PDFDocument8 pagesTemperature Pressure Ls Diesel Engines PDFПетрNo ratings yet
- ME132 Wrapping of The AB Soot Blower Lange TubeDocument2 pagesME132 Wrapping of The AB Soot Blower Lange TubeRani NoumanNo ratings yet
- ME129 Pitting of FO Purifier Main CylinderDocument1 pageME129 Pitting of FO Purifier Main CylinderRani NoumanNo ratings yet
- ME126 Fracture of The ME Tie RodDocument2 pagesME126 Fracture of The ME Tie RodRani NoumanNo ratings yet
- ME128 Blockage of The Fuel Oil Auto Back Wash StrainerDocument1 pageME128 Blockage of The Fuel Oil Auto Back Wash StrainerRani Nouman0% (1)
- Economizer Soot FireDocument2 pagesEconomizer Soot Fireadam shaneNo ratings yet
- Encl-Regulation On Templates (OJ - L - 202302449)Document31 pagesEncl-Regulation On Templates (OJ - L - 202302449)Rani NoumanNo ratings yet
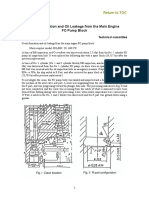
- ME127 Crack Formation and Oil Leakage From The ME FO Pump BlockDocument1 pageME127 Crack Formation and Oil Leakage From The ME FO Pump BlockRani NoumanNo ratings yet
- ME125 HFO Purifier Upper BearingDocument2 pagesME125 HFO Purifier Upper BearingRani NoumanNo ratings yet
- Diesel Generator Damage: 1. Trouble MachineryDocument2 pagesDiesel Generator Damage: 1. Trouble MachineryRani NoumanNo ratings yet
- Air Compressor Damage: 1. TypeDocument2 pagesAir Compressor Damage: 1. TypeRani NoumanNo ratings yet
- Main Engine Turbocharger Damage: 1. ModelDocument2 pagesMain Engine Turbocharger Damage: 1. ModelRani NoumanNo ratings yet
- Damage To The Main Engine Auxiliary Blower Non-Return ValveDocument2 pagesDamage To The Main Engine Auxiliary Blower Non-Return ValveRani NoumanNo ratings yet
- Crack of The Main Boiler (P) Superheated Steam Pipe: 1. Device SummaryDocument2 pagesCrack of The Main Boiler (P) Superheated Steam Pipe: 1. Device SummaryRani NoumanNo ratings yet
- ME129 Pitting of FO Purifier Main CylinderDocument1 pageME129 Pitting of FO Purifier Main CylinderRani NoumanNo ratings yet
- Damage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitDocument2 pagesDamage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitRani NoumanNo ratings yet
- ME129 Pitting of FO Purifier Main CylinderDocument1 pageME129 Pitting of FO Purifier Main CylinderRani NoumanNo ratings yet
- Main Engine Governor Operation Failure: Return To TOCDocument2 pagesMain Engine Governor Operation Failure: Return To TOCRani NoumanNo ratings yet
- Generator Engine Suction Valve Rod Severance: Return To TOCDocument3 pagesGenerator Engine Suction Valve Rod Severance: Return To TOCRani NoumanNo ratings yet
- Main Engine Turbocharger Damage: Return To TOCDocument2 pagesMain Engine Turbocharger Damage: Return To TOCRani NoumanNo ratings yet
- Main Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCDocument2 pagesMain Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCRani NoumanNo ratings yet
- Main Engine Startup Failure: Return To TOCDocument4 pagesMain Engine Startup Failure: Return To TOCRani NoumanNo ratings yet
- Open Failure of ACB of Turbo Generator: Return To TOCDocument2 pagesOpen Failure of ACB of Turbo Generator: Return To TOCRani NoumanNo ratings yet
- Inappropriate Boiler Water Circulation Ratio of High Pressure Boiler Circulation Water PumpDocument2 pagesInappropriate Boiler Water Circulation Ratio of High Pressure Boiler Circulation Water PumpRani NoumanNo ratings yet
- Auxiliary Air Compressor Damage Incident: Return To TOCDocument2 pagesAuxiliary Air Compressor Damage Incident: Return To TOCRani NoumanNo ratings yet
- Breakage of Generator Connecting Rod: Return To TOCDocument3 pagesBreakage of Generator Connecting Rod: Return To TOCRani NoumanNo ratings yet
- Burnout of ACB of Main Switchboard: Return To TOCDocument2 pagesBurnout of ACB of Main Switchboard: Return To TOCRani Nouman100% (1)
- Diesel Generator Frame Block Damage: Return To TOCDocument2 pagesDiesel Generator Frame Block Damage: Return To TOCRani NoumanNo ratings yet
- Instant Download International Economics 4th Edition Feenstra Solutions Manual PDF Full ChapterDocument32 pagesInstant Download International Economics 4th Edition Feenstra Solutions Manual PDF Full Chapterfenderpracticpii5h100% (8)
- Charter PartyDocument5 pagesCharter Partyนัทเดช เรืองสวนNo ratings yet
- Unit 9 Captain Scott AntarcticaDocument5 pagesUnit 9 Captain Scott AntarcticaFOR AKKNo ratings yet
- Chart Work - Assignment 1Document2 pagesChart Work - Assignment 1arshit sharmaNo ratings yet
- Group 2 Bunkering Procedure 29052021Document9 pagesGroup 2 Bunkering Procedure 29052021Ranets MamondoleNo ratings yet
- AvoncatalogueDocument40 pagesAvoncataloguekamel chahedNo ratings yet
- Loadline & Draft MarksDocument13 pagesLoadline & Draft MarksTushar DeepNo ratings yet
- Saes M 005Document27 pagesSaes M 005windowswork40No ratings yet
- SI Unit 1Document59 pagesSI Unit 1Safeer ArshadNo ratings yet
- Rigging and Its AffectsDocument4 pagesRigging and Its AffectsIgnacio Benítez CortésNo ratings yet
- DanPilot Pilotage Pre-Planning GuideDocument88 pagesDanPilot Pilotage Pre-Planning GuideokandandinNo ratings yet
- Protection and Indemnity Endorsement - SP-23 Amended 01.07.04Document3 pagesProtection and Indemnity Endorsement - SP-23 Amended 01.07.04OleksandrNo ratings yet
- Neil RobertsonDocument3 pagesNeil Robertsonbogdanel_nbaNo ratings yet
- Working On Deck in Heavy WeatherDocument2 pagesWorking On Deck in Heavy WeatherCan Yigit DincNo ratings yet
- Bow Rider 160: SpecificationsDocument2 pagesBow Rider 160: SpecificationsNolber RumboNo ratings yet
- Stories From The Coast: The First Ten Years of Minnesota's Lake Superior Coastal ProgramDocument28 pagesStories From The Coast: The First Ten Years of Minnesota's Lake Superior Coastal ProgramMinnesota's Lake Superior Coastal ProgramNo ratings yet
- Shipyard-2021 4Document9 pagesShipyard-2021 4RidhoNo ratings yet
- USS Tecumseh Wreck Management PlanDocument160 pagesUSS Tecumseh Wreck Management PlanPaul Kent Polter0% (1)
- Knot Glossary Robert-BirchDocument19 pagesKnot Glossary Robert-BirchAutumn HammNo ratings yet
- Chiksan Marine MLA BrochureDocument8 pagesChiksan Marine MLA Brochurekkchung123No ratings yet
- Oviq3 7109 v1002 Feb19 PDFDocument119 pagesOviq3 7109 v1002 Feb19 PDFfirdausfpsoNo ratings yet
- Nauticat 38Document4 pagesNauticat 38f.sastreguaschNo ratings yet
- PT 9 Naval Ships Technology Vol 2 Guidelines For Hull Structures and Ship EquipmentDocument5 pagesPT 9 Naval Ships Technology Vol 2 Guidelines For Hull Structures and Ship EquipmentErfina Rahma FauzaNo ratings yet
- Amphibious Warfare Ship Amphibious Assault Aircraft Carriers Helicopter Carriers Landing Craft Well DeckDocument3 pagesAmphibious Warfare Ship Amphibious Assault Aircraft Carriers Helicopter Carriers Landing Craft Well DeckBibiNo ratings yet
- Test Bank For Theory and Treatment Planning in Counseling and Psychotherapy 2nd EditionDocument34 pagesTest Bank For Theory and Treatment Planning in Counseling and Psychotherapy 2nd Editionpachyunmuzzleimshbk100% (36)
- Ever GivenDocument5 pagesEver GivenSusanaNo ratings yet
- Industrial Training ReportDocument28 pagesIndustrial Training ReportJANHAVINo ratings yet
- Ocean Safety - CommercialDocument96 pagesOcean Safety - CommercialLê ThuậnNo ratings yet
- ASSESSMENT - Engine RatingsDocument4 pagesASSESSMENT - Engine RatingsheartvadorNo ratings yet
- First Voyage Around The World - CompressDocument39 pagesFirst Voyage Around The World - CompressJewelle Vincent Dags AtienzaNo ratings yet