You might also like
- Chapter 1Document19 pagesChapter 1Hatem SalahNo ratings yet
- MIPAC MPA App Note SAG MillsDocument2 pagesMIPAC MPA App Note SAG MillsTanaji_maliNo ratings yet
- The Role of Ore Properties in Thickening ProcessDocument12 pagesThe Role of Ore Properties in Thickening ProcessJeromeNo ratings yet
- D5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Document8 pagesD5114 (Laboratory Froth Flotation of Coal in A Mechanical Cell)Ale Hurtado MartinezNo ratings yet
- Wet Limestone Grinding PDFDocument10 pagesWet Limestone Grinding PDFLevent ErgunNo ratings yet
- Bond Rod Mill Index - JKTechDocument2 pagesBond Rod Mill Index - JKTechBenito Quispe A.No ratings yet
- LabJack LJM Library Docs Export 20160914Document103 pagesLabJack LJM Library Docs Export 20160914Maybelin AzuajeNo ratings yet
- Power Input in Flotation CellsDocument8 pagesPower Input in Flotation CellsAnimish SukhwalNo ratings yet
- HydroFloat CPF - Cu ApplicationDocument34 pagesHydroFloat CPF - Cu ApplicationNicolas PerezNo ratings yet
- Development of An AG - SAG Mill Batch Test Methodology (PDFDrive)Document117 pagesDevelopment of An AG - SAG Mill Batch Test Methodology (PDFDrive)W ZuoNo ratings yet
- Fundamental Properties of Flotation Frothers and Their Effect On FlotationDocument8 pagesFundamental Properties of Flotation Frothers and Their Effect On FlotationJose Luis Barrientos RiosNo ratings yet
- Orway PDFDocument9 pagesOrway PDFAbe ArdiNo ratings yet
- Advanced Process Control For The Minerals Industry PDFDocument12 pagesAdvanced Process Control For The Minerals Industry PDFKrishnadas GopalakrishnanNo ratings yet
- DissertationDocument199 pagesDissertationKu Esyra Hani100% (1)
- 40 Sim FlowsheetDocument12 pages40 Sim FlowsheetCARLOSNo ratings yet
- Evaluation of The Blue Cube MQi Slurry AnalyserDocument15 pagesEvaluation of The Blue Cube MQi Slurry Analysermushava nyoka100% (1)
- A New Empirical Model For The Hydrocyclone Corrected EfficiencyDocument6 pagesA New Empirical Model For The Hydrocyclone Corrected EfficiencyTsakalakis G. Konstantinos100% (4)
- A Parametric Study of Froth Stability and Its EffectDocument19 pagesA Parametric Study of Froth Stability and Its EffectJuan OlivaresNo ratings yet
- The Hydrocyclone: International Series of Monographs in Chemical EngineeringFrom EverandThe Hydrocyclone: International Series of Monographs in Chemical EngineeringRating: 5 out of 5 stars5/5 (3)
- Automation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980From EverandAutomation in Mining, Mineral and Metal Processing: Proceedings of The 3Rd Ifac Symposium, Montreal, Canada 18-20 August 1980J. O'SheaNo ratings yet
- Procemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyDocument27 pagesProcemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyNereo SpenglerNo ratings yet
- Celdas Autoaspirantes OutotecDocument25 pagesCeldas Autoaspirantes OutotecfbaxterNo ratings yet
- Review DMS PlantDocument20 pagesReview DMS PlantSAUL ALEJANDRO TRUJILLO CARRASCONo ratings yet
- 3 - 2C Ah-5vcmDocument1 page3 - 2C Ah-5vcmMamiherintsoa Issaia RanaivoarimananaNo ratings yet
- Leaching of Copper SulphidesDocument13 pagesLeaching of Copper SulphidesChristy Alexandra Solano GavelánNo ratings yet
- Celda Flash Site Skim Air Test Procedure With PhotosDocument9 pagesCelda Flash Site Skim Air Test Procedure With Photosealfaro6580No ratings yet
- Advances in Mineral Fines FlotationDocument11 pagesAdvances in Mineral Fines FlotationBerenice Quimpo OliverNo ratings yet
- Coal Preparation: To Cite This Article: Gerald H. Luttrell (2004) Reconciliation of ExcessDocument20 pagesCoal Preparation: To Cite This Article: Gerald H. Luttrell (2004) Reconciliation of ExcessalinoriNo ratings yet
- Maerz ClassroomDocument19 pagesMaerz Classroomemailidabhi100% (1)
- Grind Size Vs FloatationDocument24 pagesGrind Size Vs FloatationKrishnadas GopalakrishnanNo ratings yet
- CPT Cavitation SystemDocument9 pagesCPT Cavitation SystemLuis Gutiérrez AlvarezNo ratings yet
- CHEM-E6145 Unit Operations in Mineral Processing and Recycling (5 CR)Document8 pagesCHEM-E6145 Unit Operations in Mineral Processing and Recycling (5 CR)Engineering Office ShahrakNo ratings yet
- ION - CCP - LAB INSTRUCTIONS - Dr. NEUMANN - 2008 - 07 - 10 PDFDocument40 pagesION - CCP - LAB INSTRUCTIONS - Dr. NEUMANN - 2008 - 07 - 10 PDFRahul Khandelwal100% (2)
- Mill PerformanceDocument4 pagesMill PerformanceDuong VuNo ratings yet
- Ball Mill DrivesDocument3 pagesBall Mill DrivesManne RajuNo ratings yet
- The Effect of External Gasislurry Contact On The Flotation of Fine ParticlesDocument130 pagesThe Effect of External Gasislurry Contact On The Flotation of Fine ParticlesOmid VandghorbanyNo ratings yet
- Lecture5 Flotation Practice and MachinesDocument31 pagesLecture5 Flotation Practice and Machinesvince coNo ratings yet
- CCC Shaftless Conveyors R2Document15 pagesCCC Shaftless Conveyors R2gocherkeNo ratings yet
- Desing of Counter Current DecantationDocument2 pagesDesing of Counter Current DecantationMac SalvadorNo ratings yet
- Ball MillsDocument13 pagesBall MillsRodrigo GarcíaNo ratings yet
- Leaching of Nickel (Group B) 2Document16 pagesLeaching of Nickel (Group B) 2Thato MaamoeNo ratings yet
- Leaching of Copper OxideDocument6 pagesLeaching of Copper OxideWinmtyNo ratings yet
- Industrial Validation of The Functional Performance Equation - A Breakthrough Tool For Improving Plant Grinding PerformanceDocument8 pagesIndustrial Validation of The Functional Performance Equation - A Breakthrough Tool For Improving Plant Grinding PerformanceFredy PeñaNo ratings yet
- Checkout Our Mining Process & Lab Equipment Selection: Rod Mill GrindingDocument24 pagesCheckout Our Mining Process & Lab Equipment Selection: Rod Mill GrindingDirceu NascimentoNo ratings yet
- Cono Sedimentador de LodosDocument16 pagesCono Sedimentador de LodosJaime Olazo MolloNo ratings yet
- Column Flotation 44-63Document20 pagesColumn Flotation 44-63E2TGN100% (1)
- Benefits of Column FlotationDocument5 pagesBenefits of Column FlotationMohamed DraaNo ratings yet
- Performing Metallurgical Calculations On Computerized SpreadsheetsDocument9 pagesPerforming Metallurgical Calculations On Computerized SpreadsheetsJose Luis ValladaresNo ratings yet
- Raw MillsDocument29 pagesRaw MillsdeepakNo ratings yet
- Flotation: Future DirectionsDocument29 pagesFlotation: Future DirectionsEDWIN LEONARDO ESPINOZA PACHECONo ratings yet
- FILTRATIONDocument18 pagesFILTRATIONPooja Choudhary100% (1)
- 5530 Solvent Extraction ExampleDocument14 pages5530 Solvent Extraction ExampleSenthilkumar PragasamNo ratings yet
- Expert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Document201 pagesExpert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Nataniel LinaresNo ratings yet
- Evaluation of Grinding Media Wear-Rate by A Combined Grinding MethodDocument5 pagesEvaluation of Grinding Media Wear-Rate by A Combined Grinding MethodW ZuoNo ratings yet
- Department of Chemical EngineeringDocument40 pagesDepartment of Chemical EngineeringRavid GhaniNo ratings yet
- LabJack U3 Quickstart GuideDocument2 pagesLabJack U3 Quickstart GuideMircea PanteaNo ratings yet
- Cheat Sheet For Separation Processes - Chemical EngineeringDocument100 pagesCheat Sheet For Separation Processes - Chemical EngineeringMitchell Grierson0% (1)
- s43093504 PHD ThesisDocument126 pagess43093504 PHD ThesisDirceu NascimentoNo ratings yet
- 2007-The Development of Centrifugal Flotation SystemsDocument17 pages2007-The Development of Centrifugal Flotation SystemsiastraNo ratings yet
- MAV Comminution TestsDocument16 pagesMAV Comminution TestsNilson Ariel Gálvez OlguinNo ratings yet
- MCT 1082Document2 pagesMCT 1082JeromeNo ratings yet
- Leach S X Ew Production Oof CopperDocument10 pagesLeach S X Ew Production Oof CopperJeromeNo ratings yet
- Improving The Performance of Aldoxime: Ketoxime Blends Matthew SoderstromDocument12 pagesImproving The Performance of Aldoxime: Ketoxime Blends Matthew SoderstromJeromeNo ratings yet
- Reagent Consumption in Cus XDocument4 pagesReagent Consumption in Cus XJeromeNo ratings yet
- Copper Process EngineeringDocument36 pagesCopper Process EngineeringJeromeNo ratings yet
- Khaki and Knee High Boots: Kiss & TellDocument3 pagesKhaki and Knee High Boots: Kiss & TellJeromeNo ratings yet
- Visual Basic Application For Statistical Process Control: A Case of Metal Frame For Actuator Production ProcessDocument6 pagesVisual Basic Application For Statistical Process Control: A Case of Metal Frame For Actuator Production ProcessJeromeNo ratings yet
- Boleo Presentation To Penoles 08021Document62 pagesBoleo Presentation To Penoles 08021JeromeNo ratings yet
- 045-047 Cannibal CookbookDocument3 pages045-047 Cannibal CookbookJerome100% (1)
- Manganese Removal in Base Metal Hydrometallurgical ProcessesDocument17 pagesManganese Removal in Base Metal Hydrometallurgical ProcessesJeromeNo ratings yet
- Y61 Patrol Brochure2Document11 pagesY61 Patrol Brochure2JeromeNo ratings yet
- MuPAD Users GuideDocument1,004 pagesMuPAD Users GuideJeromeNo ratings yet
- CMB SP 85 1 3eDocument34 pagesCMB SP 85 1 3eJeromeNo ratings yet
- OPC ExercisesDocument14 pagesOPC ExercisesJeromeNo ratings yet
- Of Ore And: Simulated Processing CoalDocument28 pagesOf Ore And: Simulated Processing CoalJeromeNo ratings yet
- Comminution Handbook Edited by Alban LynDocument340 pagesComminution Handbook Edited by Alban LynJerome67% (3)
- Design of Wash Stage in Copper Solvent Extraction: April 2020Document37 pagesDesign of Wash Stage in Copper Solvent Extraction: April 2020JeromeNo ratings yet
- Critical Review Thickener MethodsDocument26 pagesCritical Review Thickener MethodsJeromeNo ratings yet
- Monitoring Mouse ActivityDocument4 pagesMonitoring Mouse ActivityrehnaNo ratings yet
- CH 1 - Introduction To FLATDocument36 pagesCH 1 - Introduction To FLATTshu tshuNo ratings yet
- Create A Variety of Assessments Using Pathways 2E Examview ContentDocument3 pagesCreate A Variety of Assessments Using Pathways 2E Examview ContentMaha Al AmadNo ratings yet
- Microsoft Excel 365Document1 pageMicrosoft Excel 365alinbarimbekNo ratings yet
- A Matlab Tool For Speech Processing Analysis and Recognition Sar LabDocument19 pagesA Matlab Tool For Speech Processing Analysis and Recognition Sar LabAkalu AyenewNo ratings yet
- BrochureDocument4 pagesBrochureSeifeddine Zammel100% (1)
- Log2timeline Cheatsheet PDFDocument2 pagesLog2timeline Cheatsheet PDFPrernaNo ratings yet
- Procjena Oštećenja Građevina Nakon Potresa - Postupak Provođenja Pregleda ZgradaDocument27 pagesProcjena Oštećenja Građevina Nakon Potresa - Postupak Provođenja Pregleda ZgradaLazić MilošNo ratings yet
- Irina ShamaevaDocument2 pagesIrina Shamaevaapi-20350857100% (1)
- Gecko Compact RuggedDocument2 pagesGecko Compact RuggedSupriyo PNo ratings yet
- Humboldt: H-4114SD.3F Electrical Density GaugeDocument2 pagesHumboldt: H-4114SD.3F Electrical Density GaugeHicham SoumounaNo ratings yet
- Leave Management DocDocument59 pagesLeave Management DocYudhisha SJNo ratings yet
- chp1 Logic CircuitDocument3 pageschp1 Logic Circuitheyfiez12No ratings yet
- Trending TechnologiesDocument4 pagesTrending TechnologiesNeeraj VarmaNo ratings yet
- AutoCAD Versus AutoCAD LT 2022 Comparison Matrix (EN)Document1 pageAutoCAD Versus AutoCAD LT 2022 Comparison Matrix (EN)aayush baranwalNo ratings yet
- Transfer Course Descriptions Intended Major:: Computer ScienceDocument7 pagesTransfer Course Descriptions Intended Major:: Computer ScienceMrinali GudalaNo ratings yet
- MA1523 Naming Convention Tcm86-160736Document2 pagesMA1523 Naming Convention Tcm86-160736Fraz Ahmad KharalNo ratings yet
- HP Universal Print DriverDocument253 pagesHP Universal Print DriverTxarlyHidalgoNo ratings yet
- Task 3 - Information - Asset - Management - Policy - V.0Document15 pagesTask 3 - Information - Asset - Management - Policy - V.0Rex DanielNo ratings yet
- Software For Automatic Potentiometric TitratorDocument8 pagesSoftware For Automatic Potentiometric Titratorstr_ilaNo ratings yet
- Code KartDocument9 pagesCode KartDronadula Venkata Sumanth SumanthNo ratings yet
- All CCDocument66 pagesAll CCsukoymambo0% (1)
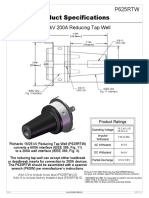
- Product Specifications: 15/25 KV 200A Reducing Tap WellDocument1 pageProduct Specifications: 15/25 KV 200A Reducing Tap WellJulio GongoraNo ratings yet
- BMW 7 Series (G12) 2016+ Technical Doc - Navigation SystemDocument48 pagesBMW 7 Series (G12) 2016+ Technical Doc - Navigation SystemPhan VănNo ratings yet
- Assignment RequirementDocument3 pagesAssignment RequirementnguyễnNo ratings yet
- Addressing Mode PicDocument7 pagesAddressing Mode PicJustin LivingstonNo ratings yet
- C Programming Basic Concepts VVDocument45 pagesC Programming Basic Concepts VVRachana GopalNo ratings yet
- Cost Accounting 5 Years Paper Solution Punjab UniversityDocument45 pagesCost Accounting 5 Years Paper Solution Punjab UniversityAnees Ur Rehman0% (1)
- SEC3014 Part4cDocument38 pagesSEC3014 Part4cYeong Lee SenggNo ratings yet
- Advanced C++ ProgrammingDocument69 pagesAdvanced C++ ProgrammingVijay KumarNo ratings yet