You might also like
- Drugs - How To Make Cocaine (Synthetically)Document5 pagesDrugs - How To Make Cocaine (Synthetically)jsssh80% (5)
- Stress Analysis ReportDocument21 pagesStress Analysis ReportGuillermo HerreraNo ratings yet
- 2001-Taylor - Some New Methods For Predicting Fatigue in Welded JointsDocument10 pages2001-Taylor - Some New Methods For Predicting Fatigue in Welded JointsThong LeNo ratings yet
- A New Model For Fatigue Life Prediction Based On Infrared Thermography and Degradation Process For CFRP Composite LaminatesDocument10 pagesA New Model For Fatigue Life Prediction Based On Infrared Thermography and Degradation Process For CFRP Composite LaminatesAwan AJaNo ratings yet
- A New Insight On The Analysis of Residual Stresses Related Distortions in Selective Laser Melting of Ti-6Al-4V Using The Improved Bridge Curvature MDocument16 pagesA New Insight On The Analysis of Residual Stresses Related Distortions in Selective Laser Melting of Ti-6Al-4V Using The Improved Bridge Curvature MPaul HealyNo ratings yet
- Ceramics 03 00033Document12 pagesCeramics 03 00033Kristanto WahyudiNo ratings yet
- Determination of The Crack Resistance ParametersDocument7 pagesDetermination of The Crack Resistance ParametersВладислав КиричокNo ratings yet
- Danes Hi An 2013Document10 pagesDanes Hi An 2013amd mhmNo ratings yet
- Machine Learning in Geomechanics by KhatibiDocument15 pagesMachine Learning in Geomechanics by KhatibiAryo KamandanuNo ratings yet
- Mercier 2006Document13 pagesMercier 2006CHONKARN CHIABLAMNo ratings yet
- A Perspective On Residual Stresses in Welding-A. de and T. DebRoy-2011Document5 pagesA Perspective On Residual Stresses in Welding-A. de and T. DebRoy-2011Angelo GontijoNo ratings yet
- Atomistic Mechanisms of Binary Alloy Surface Segregation FromDocument37 pagesAtomistic Mechanisms of Binary Alloy Surface Segregation Frombmalki68No ratings yet
- A Model For The Creep Deformation Behaviour of Nickel-Based Single Crystal SuperalloysDocument13 pagesA Model For The Creep Deformation Behaviour of Nickel-Based Single Crystal Superalloyshassan ghorbaniNo ratings yet
- Methodology For A Probabilistic Analysis of An RCC Gravity Dam ConstructionDocument3 pagesMethodology For A Probabilistic Analysis of An RCC Gravity Dam Constructionsol.reza66No ratings yet
- Metals 09 00229 v2Document43 pagesMetals 09 00229 v2afaf dNo ratings yet
- Nadot 2006Document22 pagesNadot 2006Majed NesrineNo ratings yet
- Modeling Delamination Growth in Laminated Composites: F. Shen, K.H. Lee, T.E. TayDocument13 pagesModeling Delamination Growth in Laminated Composites: F. Shen, K.H. Lee, T.E. TaybnidhalNo ratings yet
- 2003 Europm Elastoplasticsimulation PDFDocument7 pages2003 Europm Elastoplasticsimulation PDFgorobNo ratings yet
- Restlife AssessmentDocument12 pagesRestlife AssessmentsachzenNo ratings yet
- Dampener Resource of Seismic Isolation Absorber System of Circular Tanks For Liquid Hydrocarbons Storage 2015 Procedia EngineeringDocument6 pagesDampener Resource of Seismic Isolation Absorber System of Circular Tanks For Liquid Hydrocarbons Storage 2015 Procedia EngineeringJosé Antonio Alarcón LeónNo ratings yet
- Time Singularities of Correlators From Dirichlet Conditions in Ads/CftDocument30 pagesTime Singularities of Correlators From Dirichlet Conditions in Ads/CftR DaniNo ratings yet
- 1 s2.0 S0020740320311073 MainDocument11 pages1 s2.0 S0020740320311073 MainSANKET KUMARNo ratings yet
- Triaxial Paper Alsaleh ShbeebDocument38 pagesTriaxial Paper Alsaleh Shbeebvcox4460No ratings yet
- Nonlocality in Granular Complex Networks Linking Topology, Kinematics and ForcesDocument16 pagesNonlocality in Granular Complex Networks Linking Topology, Kinematics and Forcesking sunNo ratings yet
- Pondicherry2020 ArticleDocument13 pagesPondicherry2020 ArticleDhanraj RajaramanNo ratings yet
- Phase Field ModelingDocument39 pagesPhase Field ModelingNitin Singh100% (1)
- Numerical Modelling of Fluid and Solid Thermomechanics in Additive Manufacturing by Powder-Bed FusionDocument17 pagesNumerical Modelling of Fluid and Solid Thermomechanics in Additive Manufacturing by Powder-Bed FusionLMNo ratings yet
- Model Development in Openfoam For Laser Metal Deposition-Based Additive Manufacturing ProcessDocument6 pagesModel Development in Openfoam For Laser Metal Deposition-Based Additive Manufacturing ProcessSaurabhTripathiNo ratings yet
- 10 1016@j Jma 2020 03 001Document7 pages10 1016@j Jma 2020 03 001ggNo ratings yet
- 10.1007@s00170 018 03267 9Document10 pages10.1007@s00170 018 03267 9Sampa DasNo ratings yet
- Jahazi M. 2016 12035 Coarsening and Dissolution of γ′ precipitatesDocument36 pagesJahazi M. 2016 12035 Coarsening and Dissolution of γ′ precipitatesjulio garciaNo ratings yet
- Unknown - Numerical Meth Engineering - 2019 - Qinami - Variational EigenerosionDocument22 pagesUnknown - Numerical Meth Engineering - 2019 - Qinami - Variational EigenerosionHeber Jorge ValenzuelaNo ratings yet
- Computers and Geotechnics: A. Riahi, J.H. Curran, H. BidhendiDocument12 pagesComputers and Geotechnics: A. Riahi, J.H. Curran, H. Bidhendizimbazimba75No ratings yet
- Propellants Explo Pyrotec - 2022 - Nguyen - Head To Head Comparison of Molecular and Continuum Simulations of Shock InducedDocument8 pagesPropellants Explo Pyrotec - 2022 - Nguyen - Head To Head Comparison of Molecular and Continuum Simulations of Shock InducedasdfasdfasdfNo ratings yet
- 2023 ZhaoYinStormKaliskeDocument23 pages2023 ZhaoYinStormKaliskesarasavahNo ratings yet
- Cong 2022 Smart Mater. Struct. 31 125010Document20 pagesCong 2022 Smart Mater. Struct. 31 125010hk germanNo ratings yet
- Homa IJF CohesivezoneDocument23 pagesHoma IJF Cohesivezoneaxel.tokoNo ratings yet
- Chidiac 1993Document6 pagesChidiac 1993QueenNo ratings yet
- Research Article: Relevance of Incorporating Cavity Shape Change in Modelling The Ductile Failure of MetalsDocument10 pagesResearch Article: Relevance of Incorporating Cavity Shape Change in Modelling The Ductile Failure of MetalsArunNo ratings yet
- Modelling 04 00023Document14 pagesModelling 04 00023vNo ratings yet
- Author Final VersionDocument18 pagesAuthor Final VersionLeslie FanyNo ratings yet
- Rapid Crack Propagation in Plastic Pipe: Predicting Full-Scale Critical Pressure From S4 Test ResultsDocument16 pagesRapid Crack Propagation in Plastic Pipe: Predicting Full-Scale Critical Pressure From S4 Test ResultsE.s. BinbillahNo ratings yet
- 10.1016 J.crme.2017.02.005 Fatigue Crack Growth Simulation in Coated Materials Using X FEMDocument10 pages10.1016 J.crme.2017.02.005 Fatigue Crack Growth Simulation in Coated Materials Using X FEMhamid rezaNo ratings yet
- Czm-On The Practical Application of The Cohesive ModelDocument25 pagesCzm-On The Practical Application of The Cohesive ModelAldyansyah PutraNo ratings yet
- 536 Radl Parcel SimulationDocument10 pages536 Radl Parcel SimulationStefan RadlNo ratings yet
- Estimating The Recovery of Size-Liberation Classes in Industrial Flotation CellsDocument8 pagesEstimating The Recovery of Size-Liberation Classes in Industrial Flotation CellsFrancisco CampbellNo ratings yet
- 1 s2.0 S0032591021000814 Main PDFDocument25 pages1 s2.0 S0032591021000814 Main PDFMuhammad Adnan LaghariNo ratings yet
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesDocument4 pagesCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterNo ratings yet
- Creep and Interfacial Behavior of Carbon Fiber Reinforced Epoxy Filament Wound LaminatesDocument8 pagesCreep and Interfacial Behavior of Carbon Fiber Reinforced Epoxy Filament Wound Laminatespstedile1234No ratings yet
- 1 s2.0 S0301679X1930194X AmDocument35 pages1 s2.0 S0301679X1930194X AmMAZOUZI AbdelhamidNo ratings yet
- Experimental Quantification of Hang UpDocument9 pagesExperimental Quantification of Hang UpAlexis TorresNo ratings yet
- A New Method For Prediction of Nodular Cast Iron Fatigue LimitDocument8 pagesA New Method For Prediction of Nodular Cast Iron Fatigue LimitMiguel BrionesNo ratings yet
- International Journal of Heat and Mass Transfer: Hao Wu, Houjian Zhao, Zulong Hao, Fang Liu, Fenglei NiuDocument11 pagesInternational Journal of Heat and Mass Transfer: Hao Wu, Houjian Zhao, Zulong Hao, Fang Liu, Fenglei NiuMahmudi P2 Fisika LIPINo ratings yet
- Comptes Rendus MecaniqueDocument12 pagesComptes Rendus Mecaniquegilberto herreraNo ratings yet
- Mesoscopic Simulation of Heat Transfer and Fluid Flow in Laser Powder Bed Additive ManufacturingDocument12 pagesMesoscopic Simulation of Heat Transfer and Fluid Flow in Laser Powder Bed Additive ManufacturingAli RafiqueNo ratings yet
- International Journal of Heat and Mass Transfer: Hongze Wang, Yu ZouDocument13 pagesInternational Journal of Heat and Mass Transfer: Hongze Wang, Yu ZoukishoreNo ratings yet
- Pequet 2002Document12 pagesPequet 2002bibek27597No ratings yet
- Braz JPhysDocument8 pagesBraz JPhysJhon Edison Bravo BuitragoNo ratings yet
- Drop Forging With Three CavitiesDocument5 pagesDrop Forging With Three CavitiesAmritharaj SNo ratings yet
- A Coupled DEM-CFD Analysis of Asphaltene Particles Agglomeration in Turbulent Pipe FlowDocument16 pagesA Coupled DEM-CFD Analysis of Asphaltene Particles Agglomeration in Turbulent Pipe FlowChong LinNo ratings yet
- 9 Creep Damage EvaluationDocument6 pages9 Creep Damage EvaluationAlok SinghNo ratings yet
- WDS Torque ChartDocument9 pagesWDS Torque ChartThaharNo ratings yet
- 1 PBDocument8 pages1 PBThaharNo ratings yet
- Torsional Fatigue Cracking and Fracture Behaviors of Cold-Drawn Copper - Effects of Microstructure and Axial StressDocument9 pagesTorsional Fatigue Cracking and Fracture Behaviors of Cold-Drawn Copper - Effects of Microstructure and Axial StressThaharNo ratings yet
- Variations The Diameter Tip of Electrode On The ReDocument12 pagesVariations The Diameter Tip of Electrode On The ReThaharNo ratings yet
- Fatigue Crack Growth in A Material With Coarse Brittle PhasesDocument6 pagesFatigue Crack Growth in A Material With Coarse Brittle PhasesThaharNo ratings yet
- Effect Thermal Ageing TemperaturDocument6 pagesEffect Thermal Ageing TemperaturThaharNo ratings yet
- Effect Artificial Aging To Mech Properties of AlDocument11 pagesEffect Artificial Aging To Mech Properties of AlThaharNo ratings yet
- Effect of T6 To Mech Properties Ceramic Reinforced AlDocument8 pagesEffect of T6 To Mech Properties Ceramic Reinforced AlThaharNo ratings yet
- RAB Kolam KiGoiDocument2 pagesRAB Kolam KiGoiThaharNo ratings yet
- Wang Et Al. - 2022 - Droplet Impact On A Heated Porous Plate Above The Leidenfrost Temperature A Lattice Boltzmann StudyDocument18 pagesWang Et Al. - 2022 - Droplet Impact On A Heated Porous Plate Above The Leidenfrost Temperature A Lattice Boltzmann Studydongwang12126No ratings yet
- Xanthoproteic TestDocument5 pagesXanthoproteic TestIvy CruzNo ratings yet
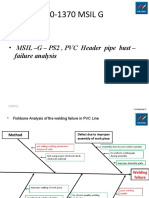
- MSIL PS 2 - PVC Socket Weld FailureDocument3 pagesMSIL PS 2 - PVC Socket Weld FailureAjay chaurasiaNo ratings yet
- Cy6181 Ec1 Rejinpaul Iq Jan 2018Document1 pageCy6181 Ec1 Rejinpaul Iq Jan 2018arunNo ratings yet
- Yelomine Spec Brochure 409043J1Document12 pagesYelomine Spec Brochure 409043J1pirataharddrNo ratings yet
- Asme3d1 nb-2000Document40 pagesAsme3d1 nb-2000KHALED OSMANNo ratings yet
- Advances in Friction Stir Spot Welding: KeywordsDocument78 pagesAdvances in Friction Stir Spot Welding: KeywordsKhalid ANo ratings yet
- Bio 22 Lab Cell Transport ExperimentDocument6 pagesBio 22 Lab Cell Transport ExperimentRomi Necq S. Abuel100% (1)
- Refrigeration Test RigDocument28 pagesRefrigeration Test RigOxmere SalesNo ratings yet
- Chemicals Zetag MSDS Beads Zetag 8590 - 0910Document6 pagesChemicals Zetag MSDS Beads Zetag 8590 - 0910PromagEnviro.comNo ratings yet
- Periodic Project IPDocument11 pagesPeriodic Project IPevryanimationNo ratings yet
- SP12 PDFDocument132 pagesSP12 PDFJagan Nathan100% (1)
- Validation ReqsDocument11 pagesValidation ReqsBabbooNo ratings yet
- Jee-Mains Test Paper - 03Document21 pagesJee-Mains Test Paper - 03Apex Institute100% (1)
- R-KEX II Ficha Tecnica ENDocument9 pagesR-KEX II Ficha Tecnica ENHFNo ratings yet
- Plastic Material Properties TableDocument2 pagesPlastic Material Properties TableJoy's MavunguNo ratings yet
- M2-Materials TechnologyDocument81 pagesM2-Materials Technologynr satiraNo ratings yet
- ENSCO DS6 - Unit320P04DS6 - SNDS6320D - Mud Pump D - Abnormal - 25506970Document5 pagesENSCO DS6 - Unit320P04DS6 - SNDS6320D - Mud Pump D - Abnormal - 25506970mohamed hamedNo ratings yet
- Floating Roof Tanks Catalog - 090603Document0 pagesFloating Roof Tanks Catalog - 090603piolinwallsNo ratings yet
- CH2043 6 - Convective Heat Transfer Part 3 UpdatedDocument26 pagesCH2043 6 - Convective Heat Transfer Part 3 UpdatedNgọc Hà NguyễnNo ratings yet
- Name ReacitonsDocument6 pagesName ReacitonspzohmingthangaNo ratings yet
- Thesis - Bitumen EmulsionDocument8 pagesThesis - Bitumen EmulsionCharith LiyanageNo ratings yet
- Thermodynamics BookletDocument31 pagesThermodynamics BookletBlanca González AlbaNo ratings yet
- Oil Cooler (LT Cooler - Water Cooled Type) : NomenclatureDocument3 pagesOil Cooler (LT Cooler - Water Cooled Type) : NomenclatureEko hari PrasetyoNo ratings yet
- Gas Processing and LiquefactionDocument26 pagesGas Processing and LiquefactionChoon Zhe ShyiNo ratings yet
- ParaquatDocument15 pagesParaquatBayu RefindraNo ratings yet
- Welding MachineDocument3 pagesWelding MachinetuanNo ratings yet
- AeroAsia AOP-STP PresentationDocument29 pagesAeroAsia AOP-STP PresentationJonathan Quilang Obiena100% (1)